
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Перевірка погрішності кута інструментального конусаСодержание книги
Поиск на нашем сайте
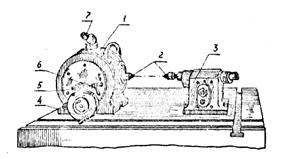
Перевірка кулачка Перевірка кулачка проводиться за допомогою оптичної ділильної голівки разом з індикатором годинного типу з верхньою межею вимірів 10 мм і ціною поділки 0,01 мм. Оптична ділильна голівка 1 (рисунок 5.8.1) призначена для перевірки центральних кутів деталей і для точних ділильних робіт.
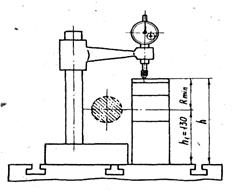
Рисунок 3 - Оптична ділильна голівка При вимірі кулачок кріпиться в центрах 2 оптичної ділильної голівки і задньої бабки 3. Поворот шпинделя здійснюється за допомогою кулачка. Рукоятка 6 служить для стопоріння шпинделя. Для переходу голівки на холостий хід служить перемикач 5. Кут повороту шпинделя відраховується по окулярній голівці 7, в поле зору якої поміщена нерухома шкала з ціною поділки 1′ і видні окремі бічні великі штрихи з ціною поділки 1°. При відліку ціле число градусів читається проти великого штриха, що перетинає хвилинну шкалу. По хвилинній шкалі читається число хвилин, що вказується цим градусним штрихом. Щоб проконтролювати мінімальний радіус кулачка, за допомогою кінцевих мір робиться нульова установка індикатора (рисунок 5.8.2). Розмір блоку кінцевих мір h дорівнює висоті центрів оптичної ділильної голівки (h1 = 130 мм) і номінальному значенню мінімального радіуса кулачка Rmin по кресленню.
Рисунок 4 - Схема нульової установки індикатора
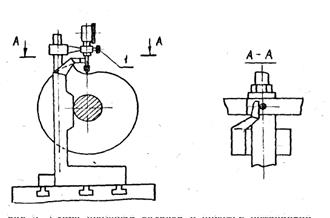
Перед початком вимірів оптичну шкалу ділильної голівки встановлюють на "0". Далі стійку з індикатором установлюють таким чином, щоб його вимірювальний наконечник торкався профілю кулачка, що перевіряється, а його вісь проходила через вісь центрів оптичної ділильної голівки. Така установка виконується за допомогою спеціального шаблона (рисунок 5.8.3). Поворотом кулачка на оправці (грубо) і за допомогою двох гвинтів хомутика (точно) фіксують положення мінімального радіуса (по мінімальному показанню індикатора). У цьому положенні індикатор фіксує відхилення мінімального радіуса від номіналу. Далі обертанням рукоятки 4 кулачок повертають на зазначені в кресленні кути і знімають показання індикатора, по яких можна розрахувати величину радіуса кулачка на заданому куті повороту. Він дорівнює показанню індикатора в даній точці плюс мінімальне (креслярське) значення його радіуса.
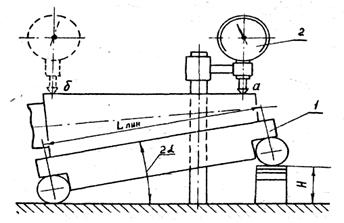
Рисунок 5 - Схема перевірки кулачка за допомогою оптичної ділильної голівки Якщо різниця між максимальним і мінімальний радіусами кулачка перевищує межі виміру індикатора, то після того як показання індикатора стають близькими верхній межі його виміру, робиться переустановка індикатора. Відпускають гвинт I (рисунок 5.8.3) і, не порушуючи положення індикатора в горизонтальної площини, піднімають індикатор на фіксовану висоту. (З метою зручності вимірів і розрахунків звичайно вибирають висоту підйому індикатора на 10 мм). Після закріплення гвинта I продовжують контроль кулачка. Висота підйому індикатора враховується при розрахунку фактичних значень радіусів кулачка. За ГОСТ 2848-75 для контролю кутів зовнішніх конусів ступенів точності АТ7 і АТ8 рекомендується застосовувати синусну лінійку 1-го класу точності з відстанню між роликами Lлін = 100 мм, кінцеві міри 5-го розряду і вимірювальні голівки з ціною розподілу не більш 2 мкм. При вимірі кута зовнішніх конусів на синусній лінійці 1 (рисунок 5.9.1) величину відхилення кута визначають по різниці показань відлікового пристрою 2 у крайніх точках утворюючої на довжині конуса, зазначеної в таблиці (ГОСТ 2848-75). Ділянки у країв конічної поверхні довжиною, рівної 2 - 3 мм, не контролюються. Вимір повинний робитися не менш чим у двох осьових перетинах, розташованих приблизно під кутом 90°.
Рисунок 6 - Схема виміру конуса за допомогою синусної лінійки
Синусна лінійка являє собою сталеву плиту з двома прикріпленими до неї циліндричними роликами однакового розміру на точно визначеній відстані один від одного. Синусні лінійки випускаються з базовими відстанями Lлін = 100, 200 і 300 мм. Синусні лінійки застосовуються для виміру кутів шаблонів, конусів і тому подібних інструментів і деталей. На вимірювальній поверхні синусної лінійки мається ряд отворів, використовуваних для усіляких варіантів кріплення контрольованих деталей на лінійці. Щоб установити синусну лінійку на кут конуса 2α по H = Lлін sin2α підраховується розмір блоку кінцевих мір Н. Блок підкладається під ролик синусної лінійки (рисунок 5.9.1). Відстань між точками "а" і "б" виміряються лінійкою і повинні відповідати зазначеним у ГОСТ 2848-75. Відхилення від номінального розміру для зовнішніх конусів інструментів розташовуються в "плюс", тобто різниця показань від-рахункового пристрою в точках "а" і "б" повинна бути позитивної і лежати в межах припустимої погрішності АТD Відхилення кута конуса Δ АТα визначається по формулі: Δ АТα = де Δ АТα - відхилення кута конуса 2α у секундах; Δ АТD - відхилення кута конуса на довжині L в мкм; L - відстань між контрольованими точками в мм.
5.5 Порядок виконання роботи
1.Ознайомитися з методичними вказівками, літературою і стандартами, рекомендованими до даної роботи. 2.Ознайомиться з пристроєм оптичної ділильної голівки і кресленням кулачка, що перевіряється. 3.Зробити нульову установку індикатора. Схему установки замалювати в звіт. 4.Підготувати установку для виміру радіусів кулачка. Зробити виміри радіусів. Дані вимірів і розрахунків занести до протоколу. 6.Підготувати установку для перевірки інструментального конуса. Схему установки замалювати до протоколу звіту. 7.Визначити відхилення кута конуса. Дані вимірів і розрахунків занести до протоколу. 8.Порівнявши фактичну погрішність кута конуса з приведеної за ГОСТ 2848-75, дати висновок про придатність інструментального конуса.
Контрольні питання 1. Засоби і методи контролю кутових розмірів. 2. Що називається ухилом, конусністью? Основні співвідношення. 3. Як позначається і визначається погрішність кутових параметрів? 4. У чому полягає перевірка радіусів кулачка за допомогою оптичної ділильної голівки? 5. Для чого застосовуються інструментальні конуса? Як робиться контроль їхніх кутових параметрів?
|
||||
|
|
Последнее изменение этой страницы: 2024-06-27; просмотров: 7; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.68.25 (0.006 с.) |


 сек ,
сек ,


