Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Механизм позиционирования изделия при сварке.Содержание книги Поиск на нашем сайте
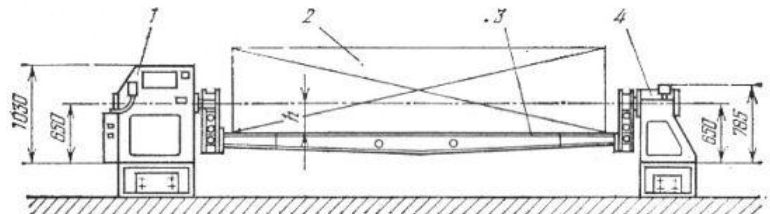
Для сопоставления выберем варианты вращения балки в двух стоечном кантователе и в цепном кантователе. Сварочные кантователи-это оборудование предусмотренное для автоматизации сварочных процессов и предусматривают вращения изделий вокруг постоянной оси с нерегулируемой скоростью. Широкое применение получили двухстоечные контователи. Их достоинством является простота конструкции и универсальность в преминении, компактны, дёшевы рис.15.[ ] Вращение изделия происходит рядом с центром тяжести то требуется меньшая мощность привода.
Рис.15. Свароочный контователь 1.Переедне приводная стойка. 2.Свариваема деталь. 3.Поворотная рама. 4. Задняя неприводная стойка. Широкий диапазон свариваемых швов и форм изделий.
         Цепные кантователи состоят из нескольких стоек на которых закреплены ведущие и не ведомые звёздочки. Ведущие звёздочки соединёны с приводом. На звёздочки одета провисающая цепь, которая являющейся опорой для перекладываемой детали. Преимущество этих приспособлений то что надёжны, просты, и нет необходимости фиксирования. Цепные кантователи состоят из нескольких стоек на которых закреплены ведущие и не ведомые звёздочки. Ведущие звёздочки соединёны с приводом. На звёздочки одета провисающая цепь, которая являющейся опорой для перекладываемой детали. Преимущество этих приспособлений то что надёжны, просты, и нет необходимости фиксирования.
Недостатками этих механизмов являются не желательное использование при автоматической сварке. Упирающееся на цепи изделие после перекладки проблематично закрепить в статичном позиции и установить параллельно передвигающегося сварочного автомата. Из двух вариантов выбираем первый так как больше подходит для автоматической, механизированной и роботизированной сварки в связи с точностью позиционирования относительно данного вида сварки. 3.8. Устроиство перемешения робота в процессе сварки и вдоль изделия. Если размер свариваемого изделия больше рабочей зоны робота или целесообразно организовать несколько рабочих мест, возникает необходимость перемещения робота. Это реализуется с помощью периферийных устройств. Сервоприводы периферийных устройств интегрированны в систему управления, поэтому называются внешними осям. 3.8.1. Устройство перемещения робота по напольному рельсовому пути. Устройство линейного перемещения роботаприменяется для обеспечения подвижности передвижения по напольным рельсовым путям.
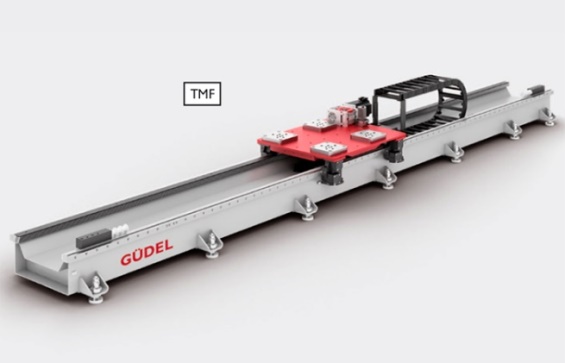
Рис.16. Устройство перемещения робота по напольному рельсовому пути.
          Линейное перемещения роботаиспользуется при продольной и кольцевой сварке длинномерных деталей, валов, конструкций. Основными требованиями, предъявляемыми к конструкциям данного типа, являются плавность движения сварочного робота и точность его позиционирования рис.16. Линейное перемещения роботаиспользуется при продольной и кольцевой сварке длинномерных деталей, валов, конструкций. Основными требованиями, предъявляемыми к конструкциям данного типа, являются плавность движения сварочного робота и точность его позиционирования рис.16.
|
|||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2022-09-03; просмотров: 54; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.188.166 (0.009 с.) |