Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технологии соединения и оконцевания жилСодержание книги
Поиск на нашем сайте
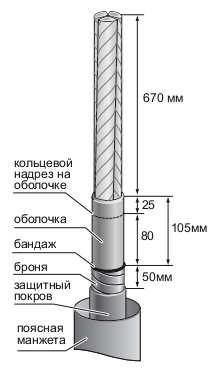
Качество, надежность и работоспособность всей муфты во многом определяется качеством монтажа соединителей или наконечников на жилах кабеля. Уточните, под какую технологию соединения или оконцевания рассчитана данная муфта: опрессовку или закрепление с помощью болтов со срывной головкой. В случае отсутствия ограничений, определитесь с выбором технологии самостоятельно. Технология опрессовки Размер наконечника или гильзы выбирается в соответствии с сечением и классом гибкости кабельных жил. Секторные жилы перед опрессовкой рекомендуется предварительно скруглить. При работе с алюминиевыми и медными кабелями используйте алюминиевые или медные наконечники или гильзы соответственно. При выводе алюминиевого кабеля на медную шину используйте алюмомедные наконечники или шайбы. Перед монтажом алюминиевых наконечников и гильз следует зачистить концы алюминиевых жил до металлического блеска при помощи кордощетки и нанести кварце-вазелиновую пасту. Трубную часть наконечников также следует зачистить и смазать кварце-вазелиновой пастой, после чего вставить жилы в наконечники до упора и произвести опрессовку. Для опрессовки используйте только профессиональный инструмент. Размер матриц должен соответствовать размеру выбранного наконечника. При монтаже наконечников и соединительных гильз соблюдайте количество опрессовок и их последовательность в соответствии с рекомендациями производителя. Технология болтовых наконечников и соединителей При монтаже «механических» соединителей и наконечников с болтами со срывной головкой необходимо удерживать корпус соединителей/наконечников в момент затяжки болтов при помощи специальной зажимной струбцины НМБ-4 или газового ключа, предохраняя кабельные жилы от деформации. При наличии нескольких болтов в наконечнике/соединителе первой срывается головка болта, расположенного ближе к лопатке наконечника или центру соединителя. Перед срывом болтовых головок следует развернуть наконечники вокруг жилы таким образом, чтобы при подключении к контактным клеммам избежать перегибов и скручивания кабельной жилы. Технология термоусадки Для монтажа термоусаживаемых муфт предпочтительно использовать пропановую газовую горелку с широкой насадкой диаметром 40—50 мм. Пламя горелки следует отрегулировать таким образом, чтобы оно было мягким, с языками желтого цвета. Остроконечное клиновидное синее пламя не допускается. Усадка термоусаживаемых трубок с использованием газовой горелки требует определенных навыков и опыта. Перед проведением каждой технологической операции поверхность, на которую усаживается трубка или подматывается герметик, должна быть очищена от загрязнений, пыли, жировых пятен и нагара. Для обеспечения равномерной усадки и предотвращения «подгорания» пламя горелки должно находиться в постоянном колебательном движении. Интенсивность усадки может регулироваться расстоянием от горелки до изделия. Во избежание образования морщин и воздушных пузырей на поверхности трубки, термоусадку следует производить от центра трубки к ее концам, либо последовательно от одного конца трубки к другому. Прежде чем продолжить термоусадку вдоль кабеля, трубка или перчатка должны быть усажены по кругу. Следуйте указаниям инструкции и по возможности точно устанавливайте термоусаживаемые трубки относительно других элементов муфты. Перед усадкой трубок и перчаток на металлические поверхности следует убедиться в отсутствии острых кромок и заусенцев. Все неровности должны быть предварительно зашлифованы. После зашлифовки убедитесь, что на поверхности изоляции не осталось металлических опилок. 4.4.1. Разделка и подготовка кабеля к работе 4.4.1.1 Распрямить конец кабеля длиной 1250 мм; 4.4.1.2 Снять с кабеля защитный покров, броню, металлическую оболочку и слой поясной изоляции согласно размерам, указанным на рисунке. Удалить жгуты межфазного заполнения. При наличии расцветочных маркировочных лент на фазной бумажной изоляции, ленты — не удалять; 4.4.1.3 На расстоянии 25 мм от среза металлической оболочки произвести кольцевой надрез оболочки; 4.4.1.4 Протереть сухой ветошью фазную бумажную изоляцию, сняв остатки масла с поверхности; 4.4.1.5 Зачистить (до металлического блеска) и обезжирить слой оболочки и бронелент; 4.4.1.6 Надеть на конец кабеля поясную манжету и сдвинуть ее на время монтажа вдоль кабеля, предварительно защитив внутреннюю поверхность манжеты от загрязнения (надев на кабель под манжету упаковочный п/э пакет из комплекта муфты).
|
||||
|
|
Последнее изменение этой страницы: 2022-09-03; просмотров: 43; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.135.208.236 (0.01 с.) |