Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Анализ технологических эскизовСодержание книги Поиск на нашем сайте
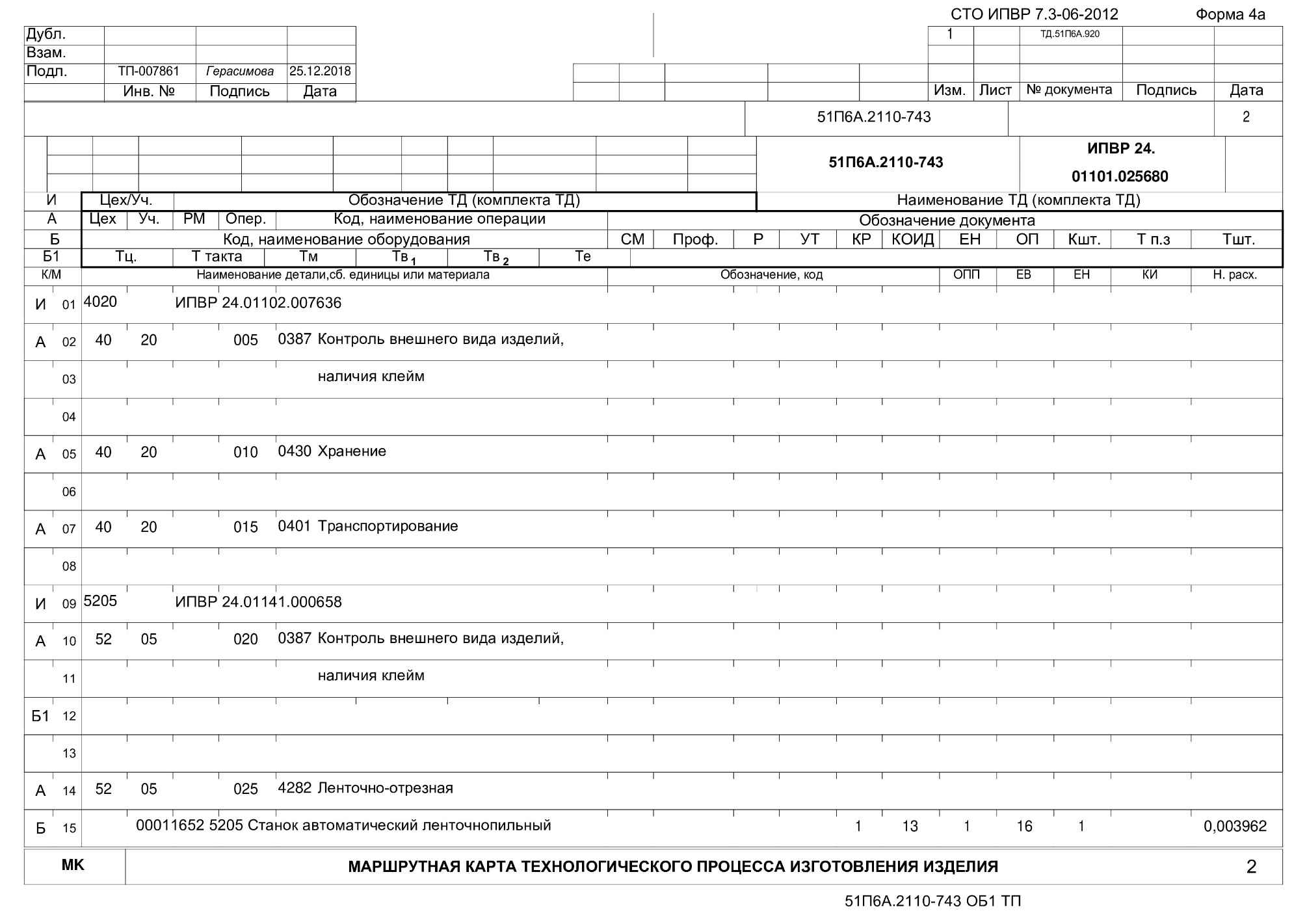
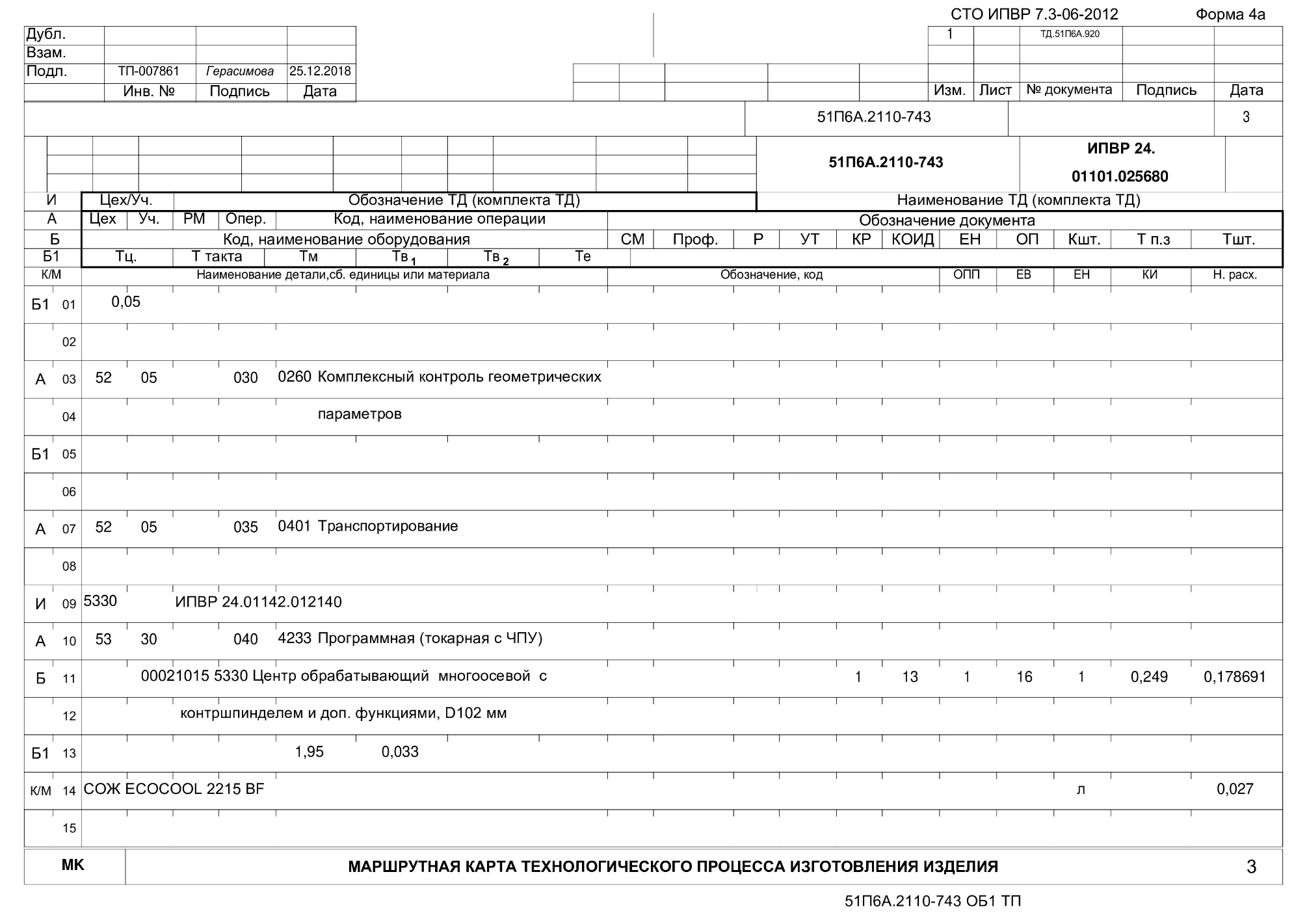
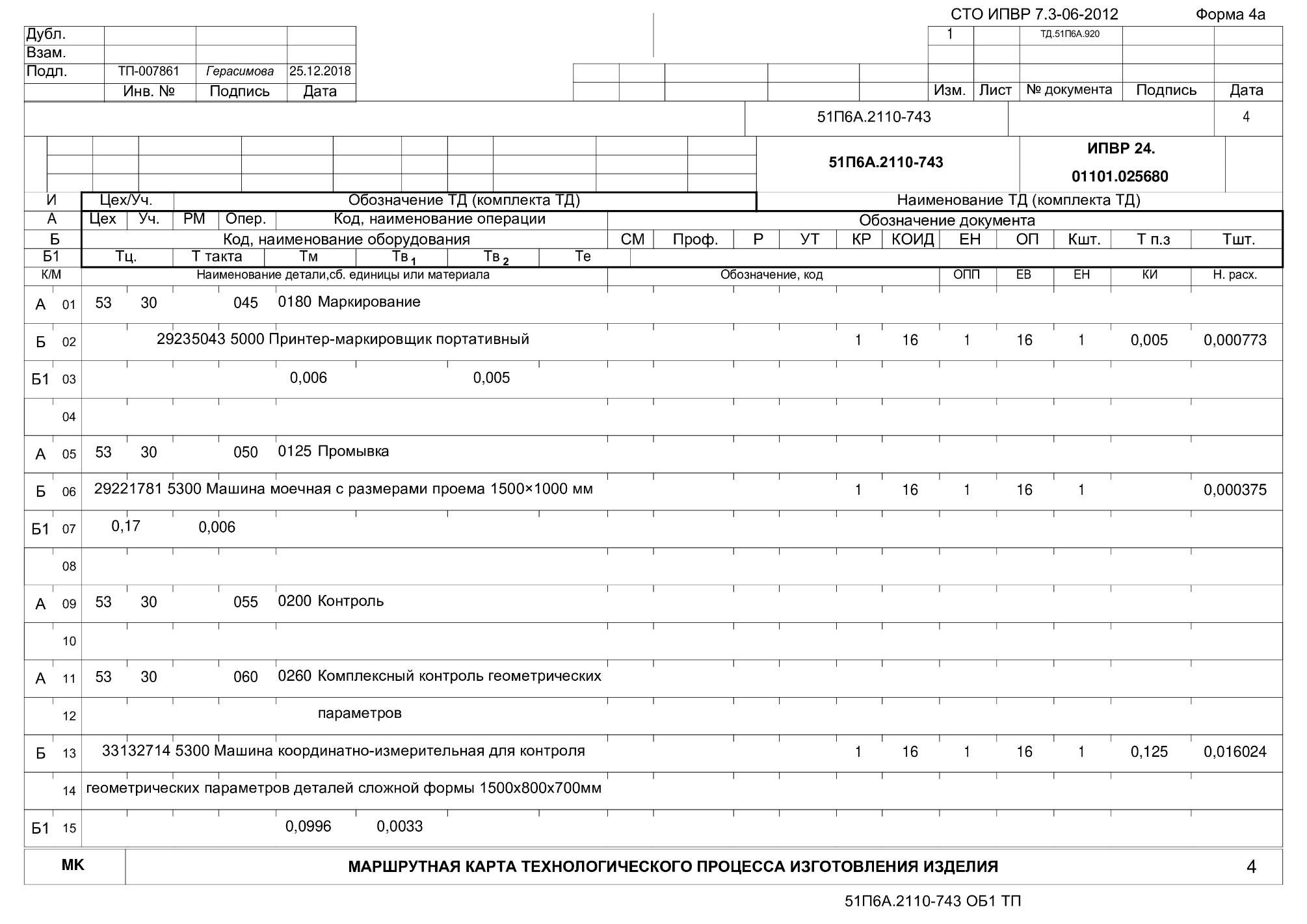
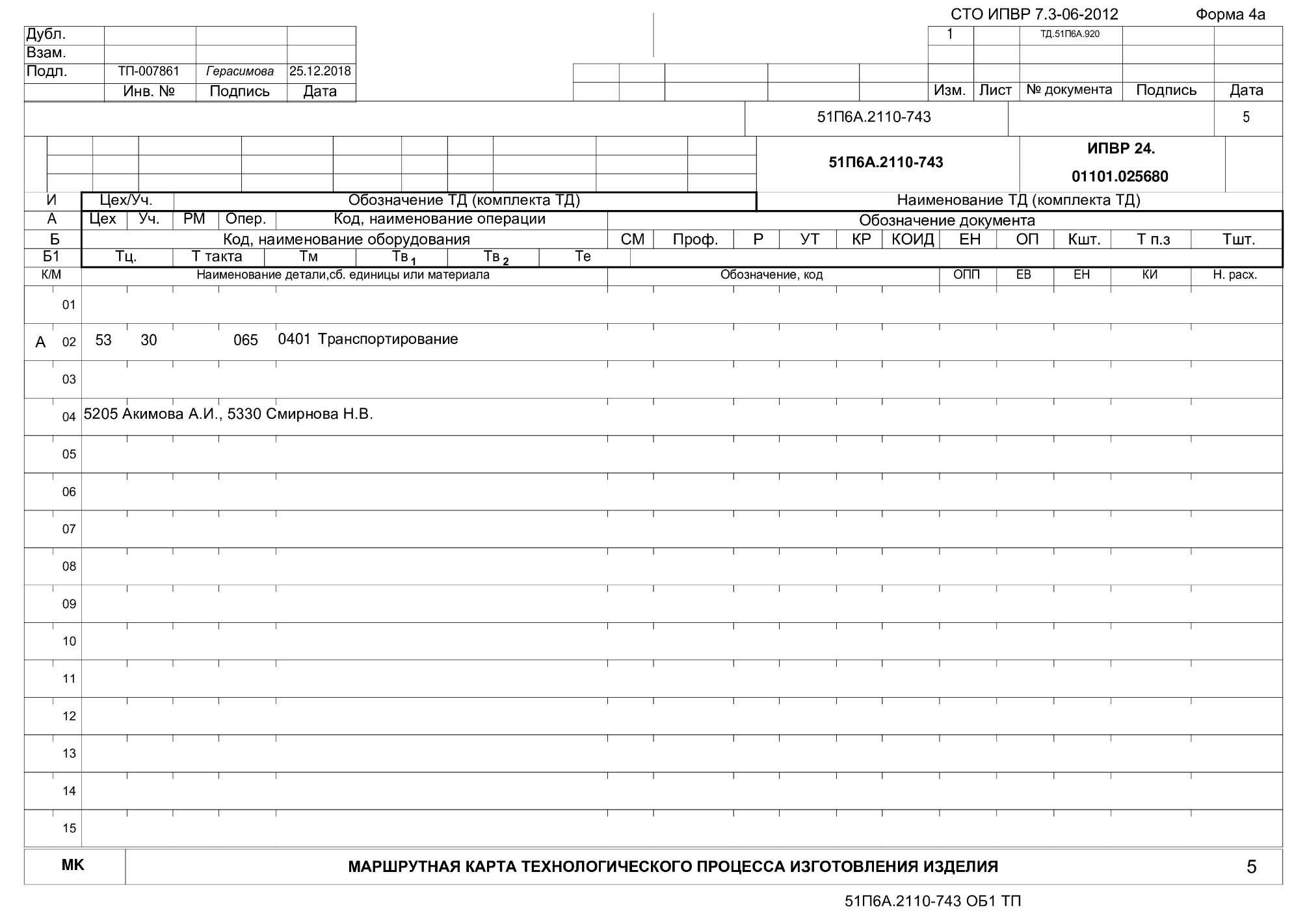
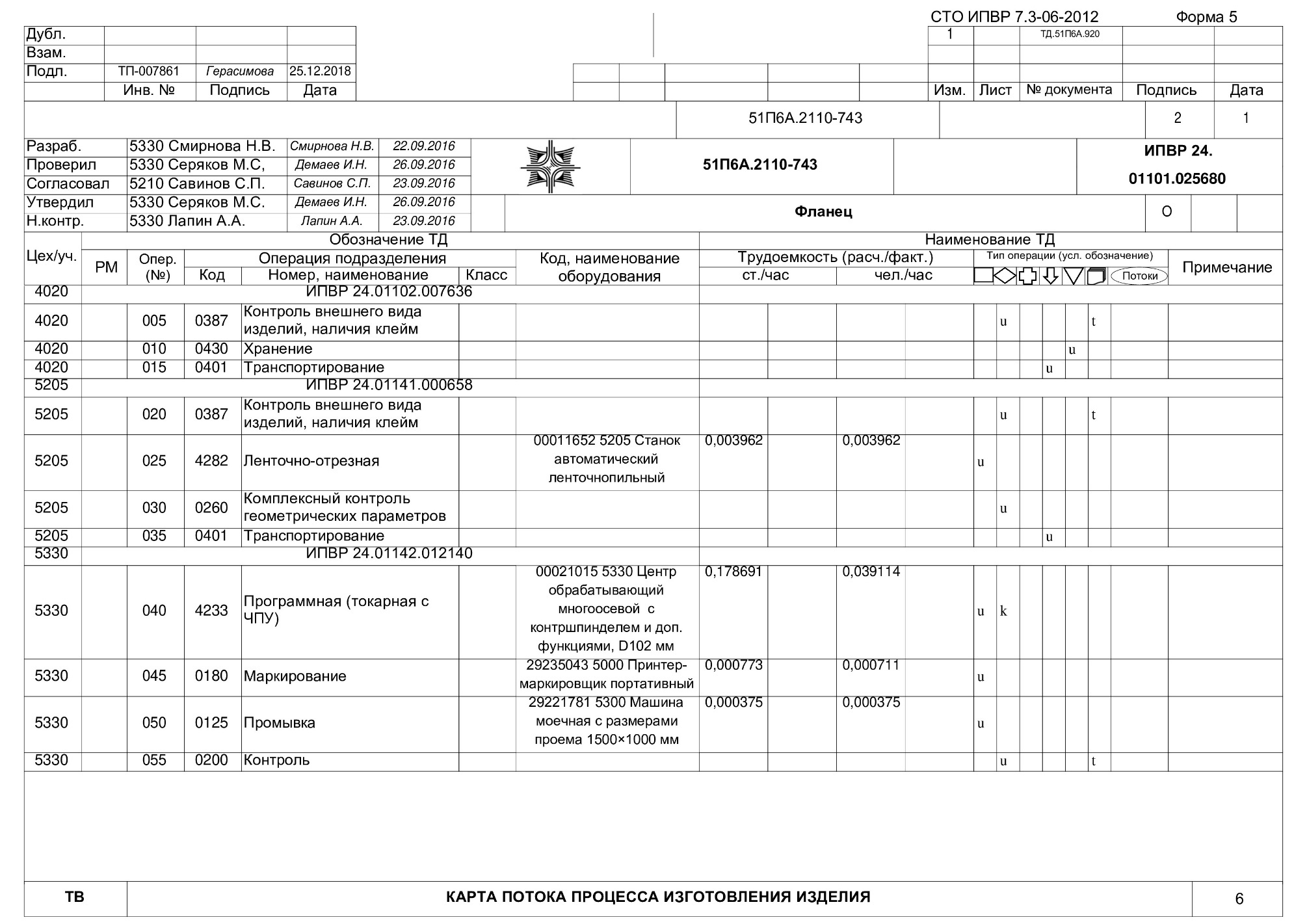
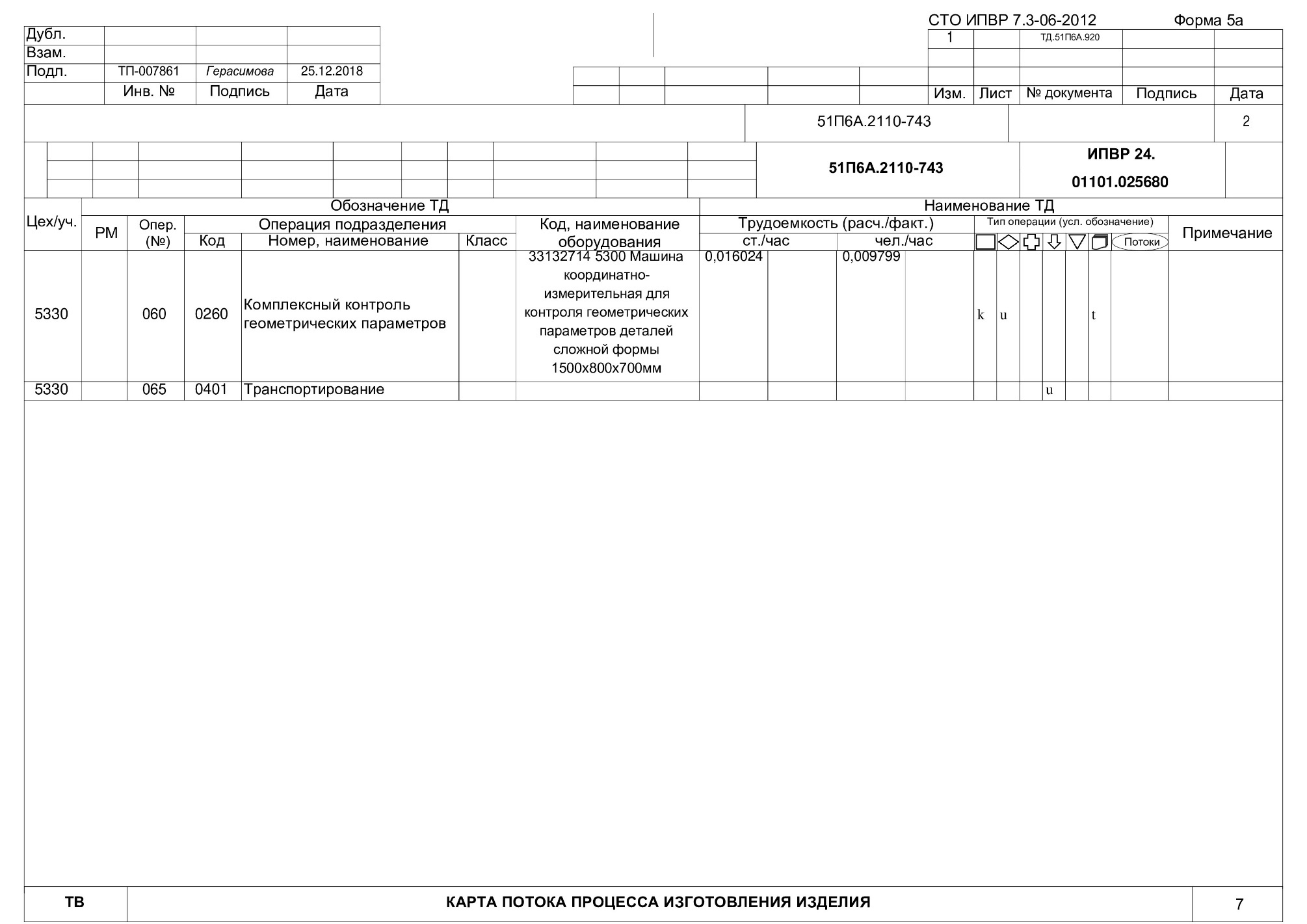
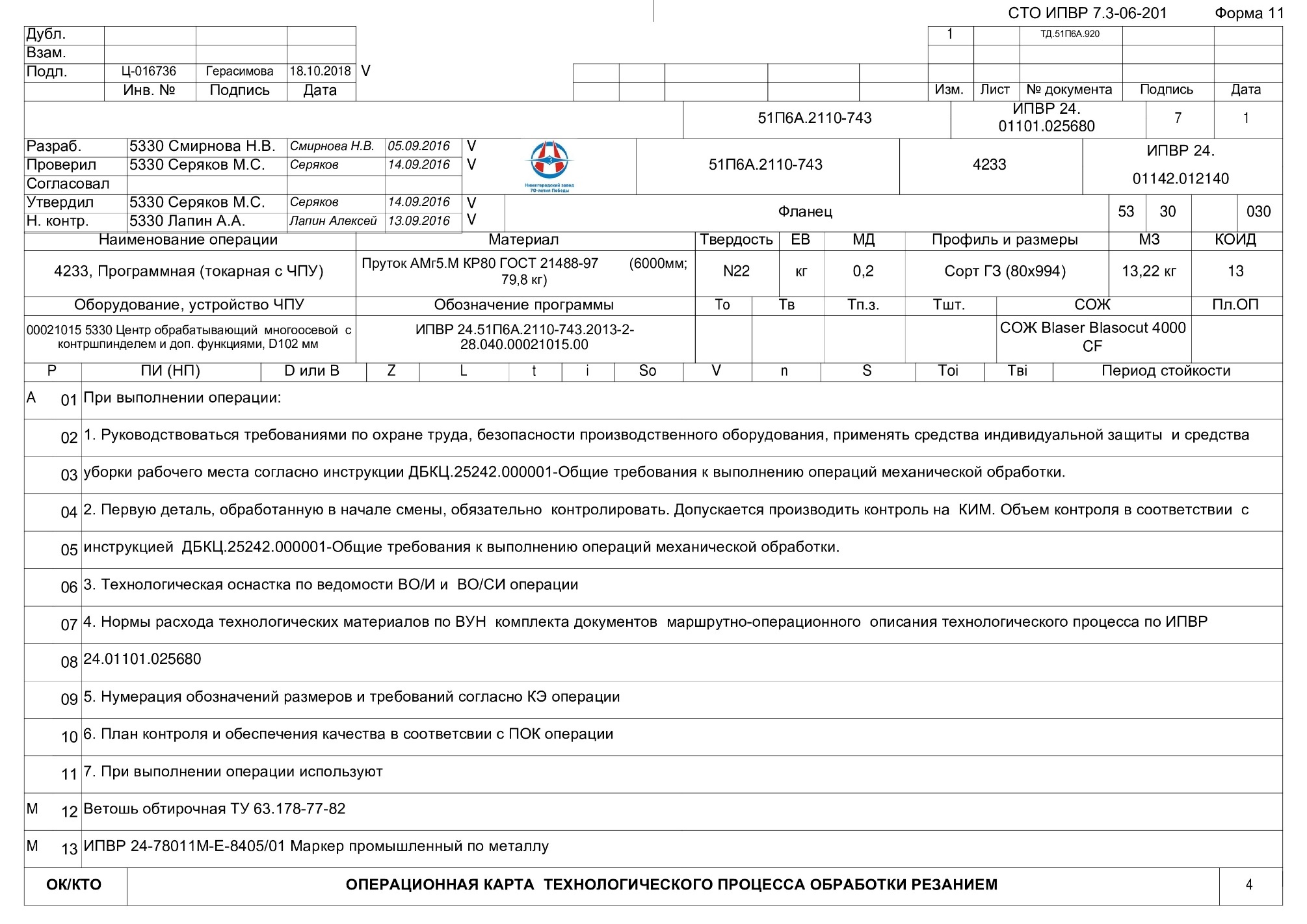
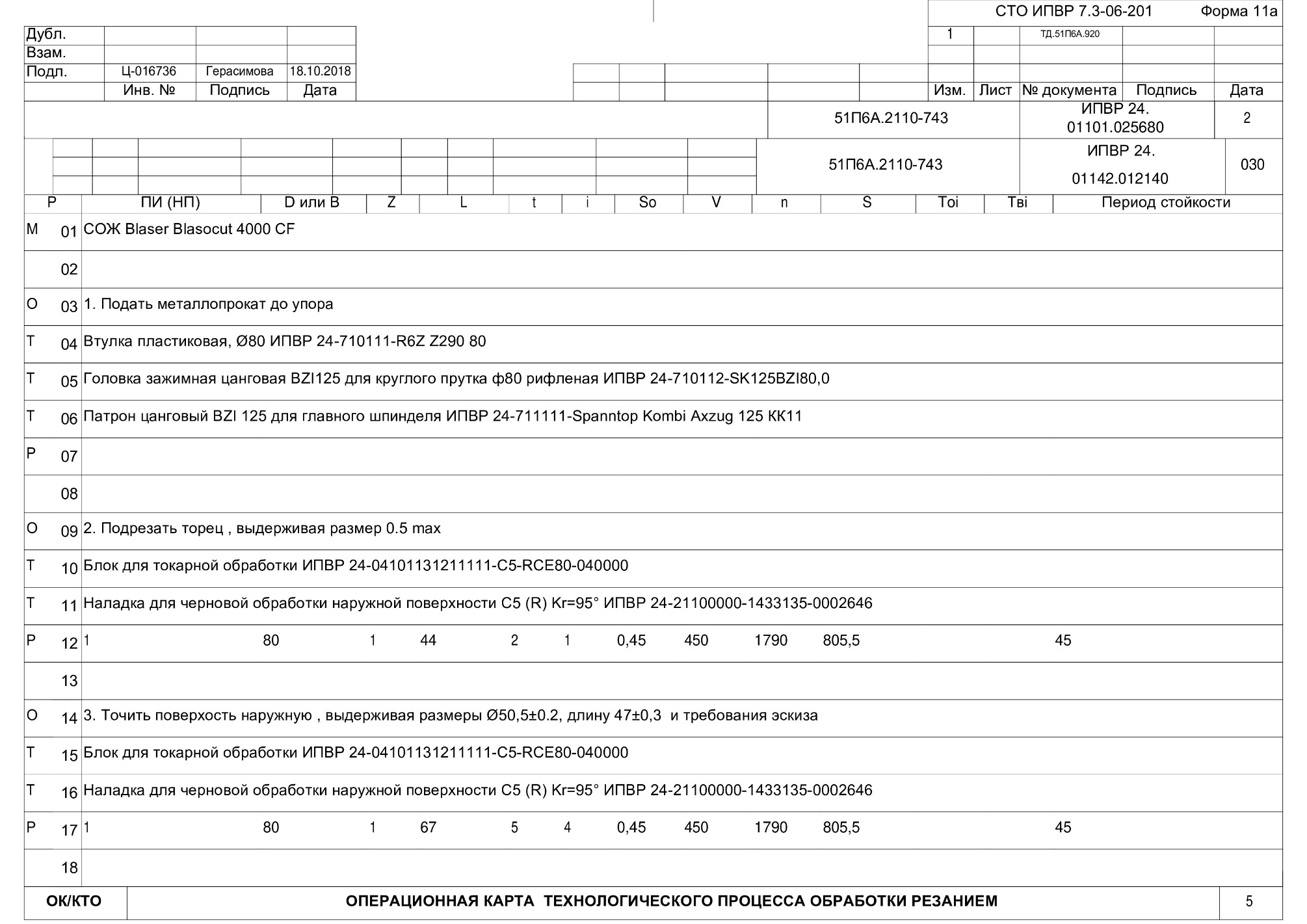
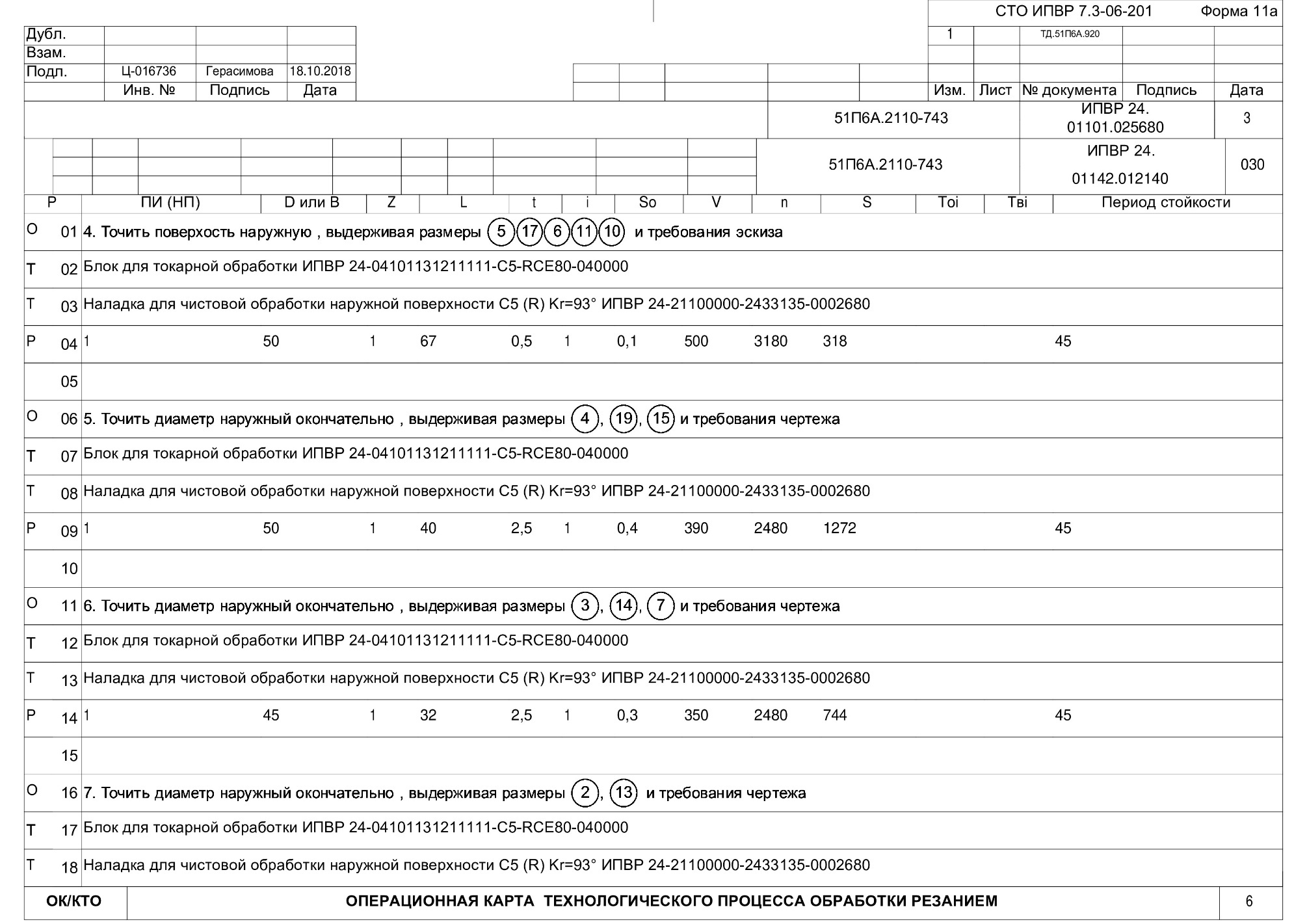
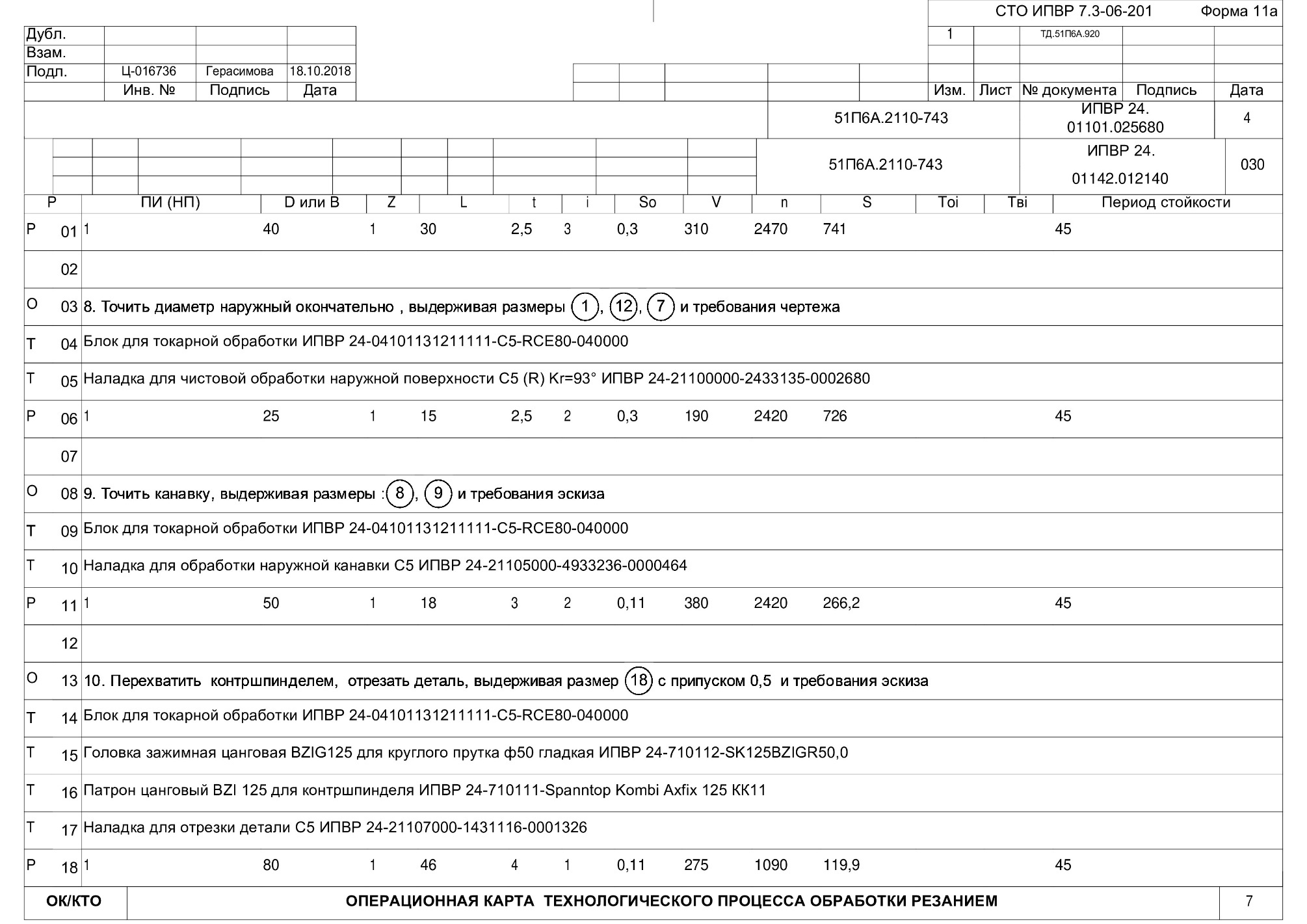
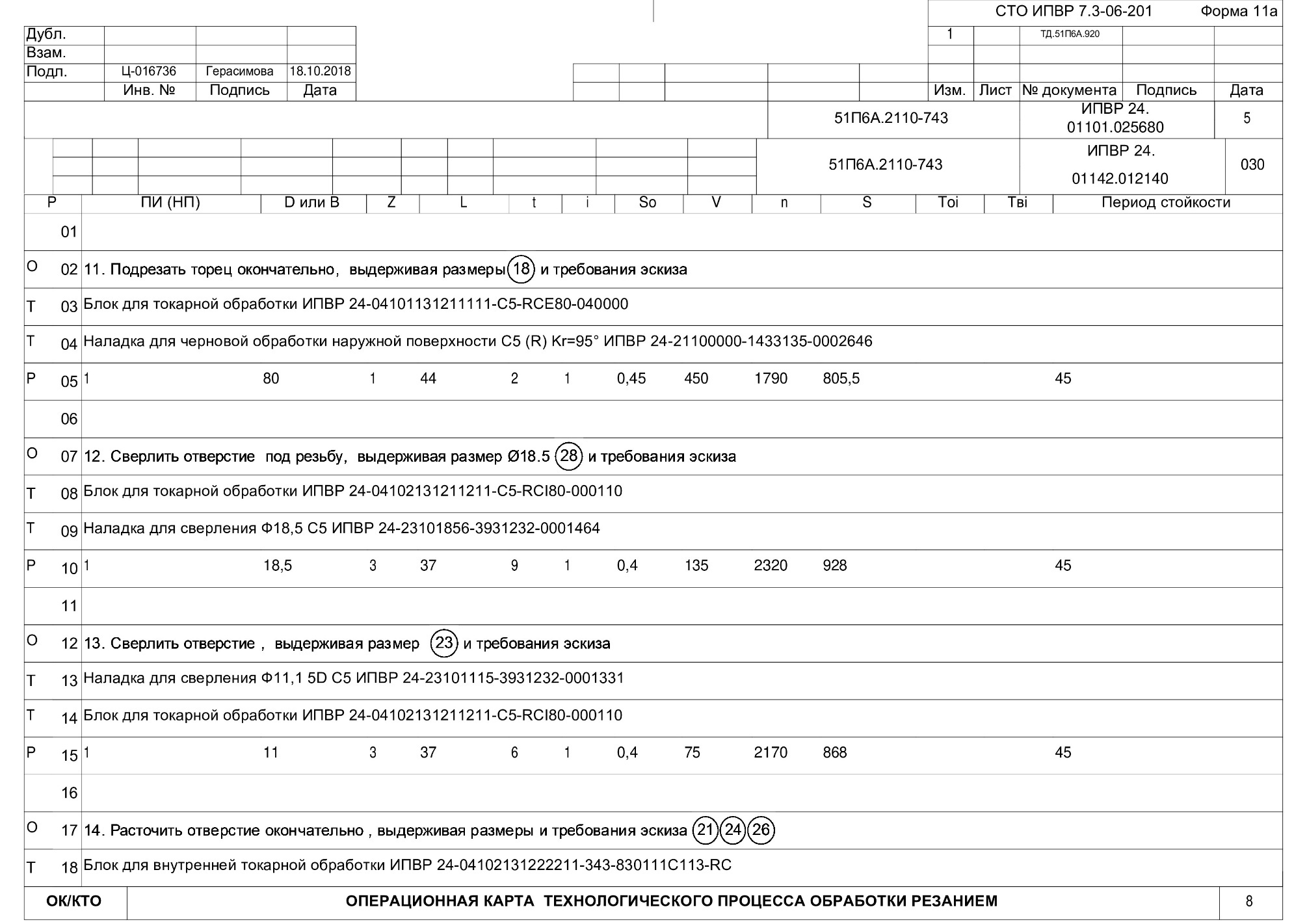
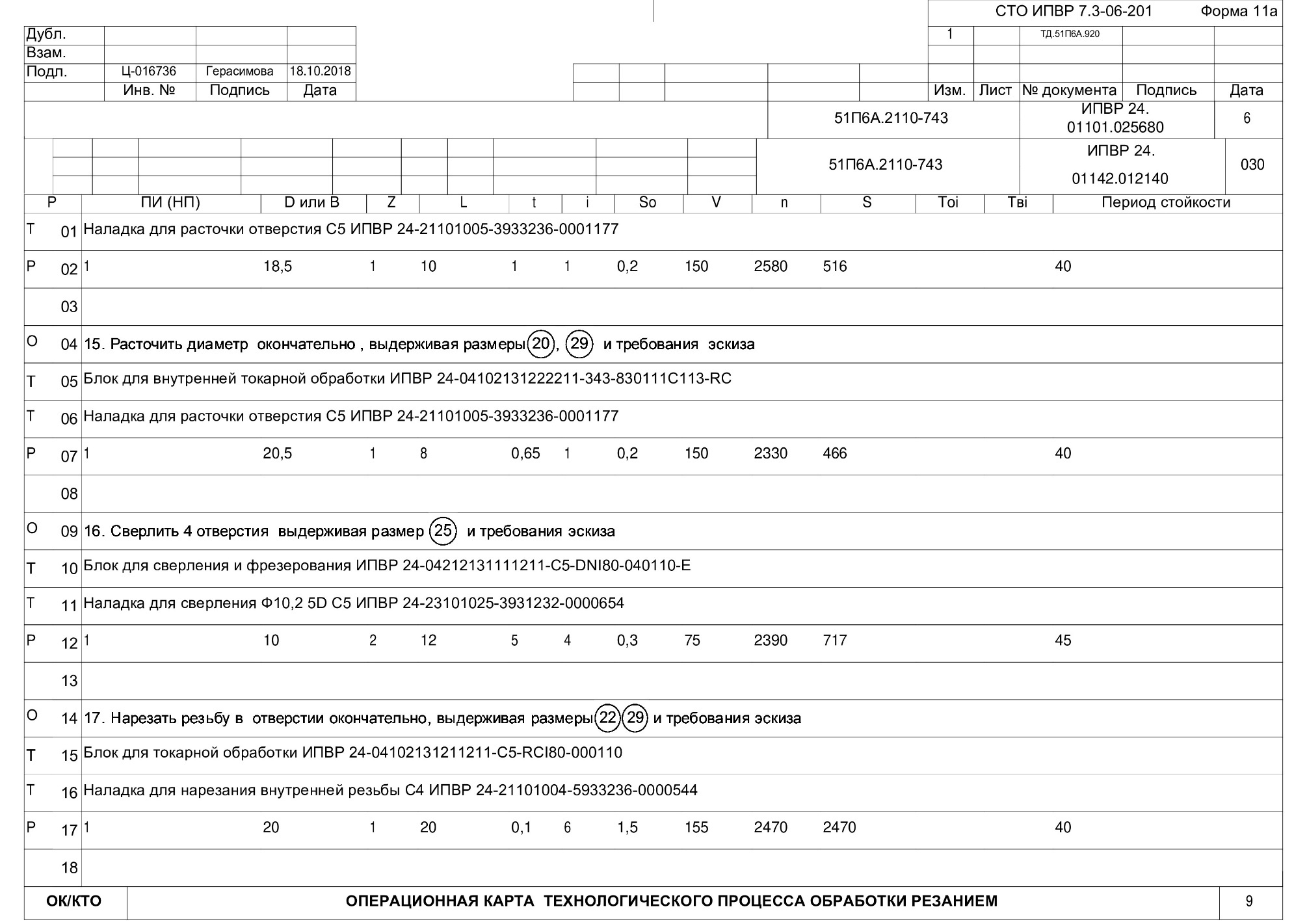
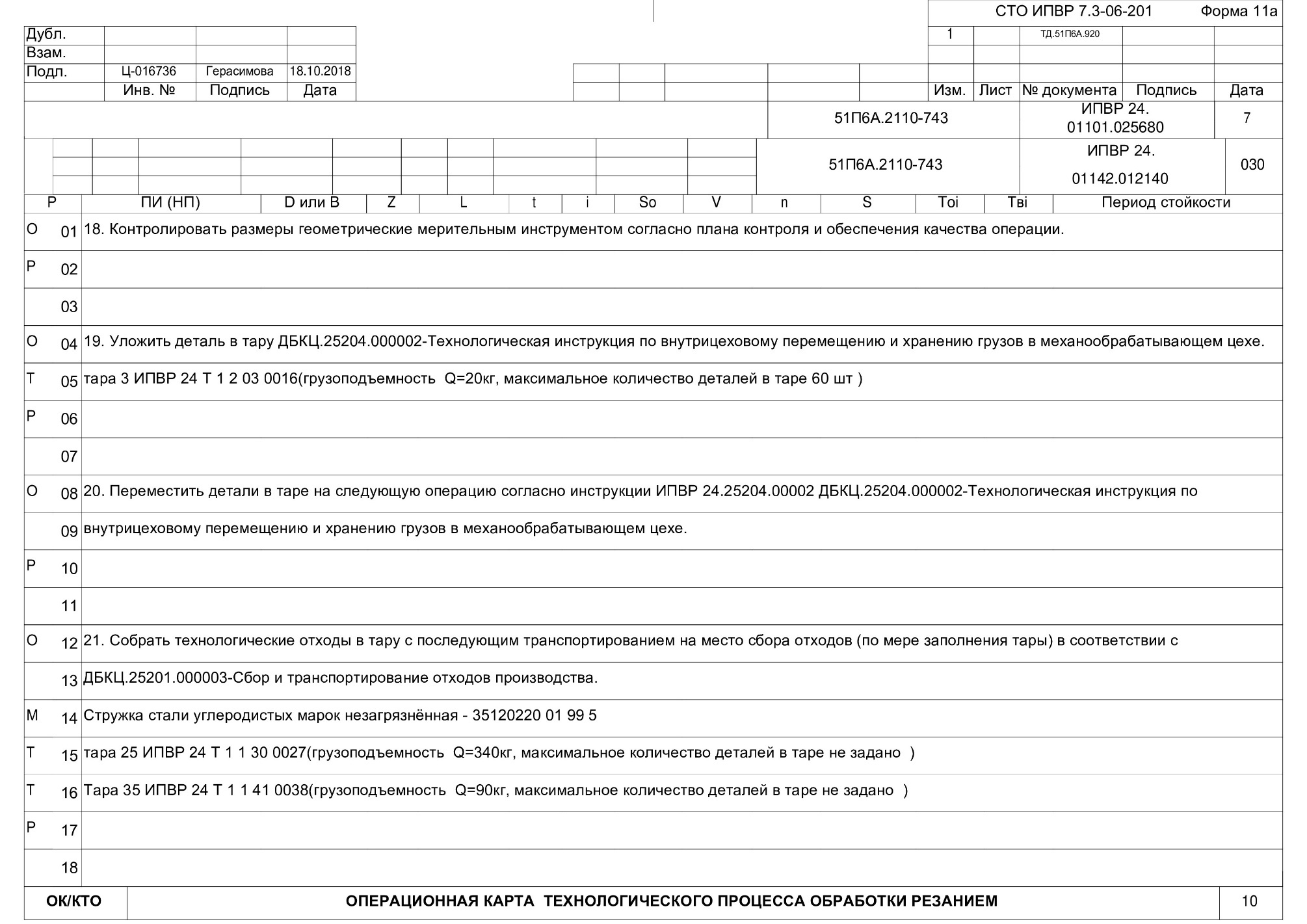
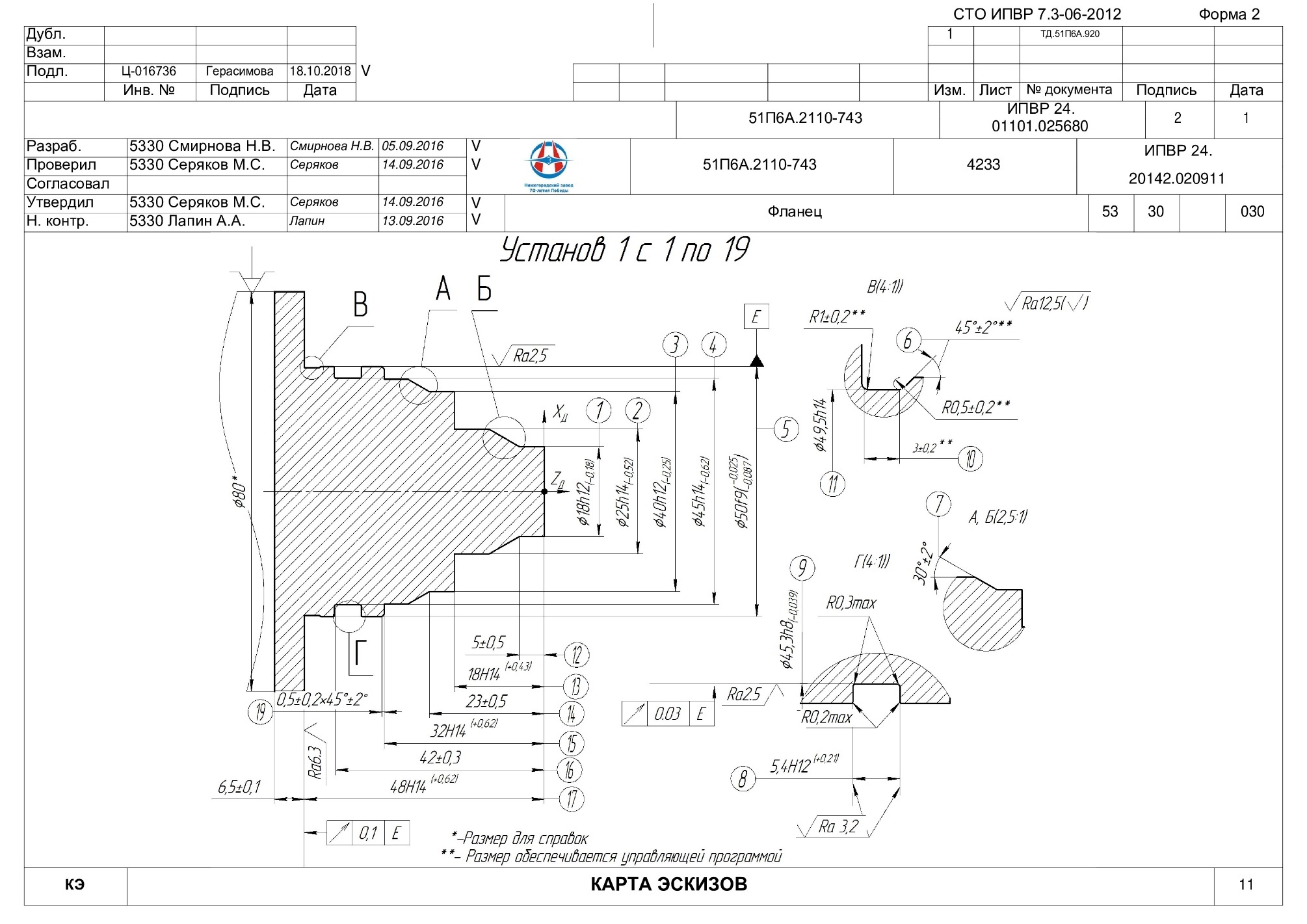
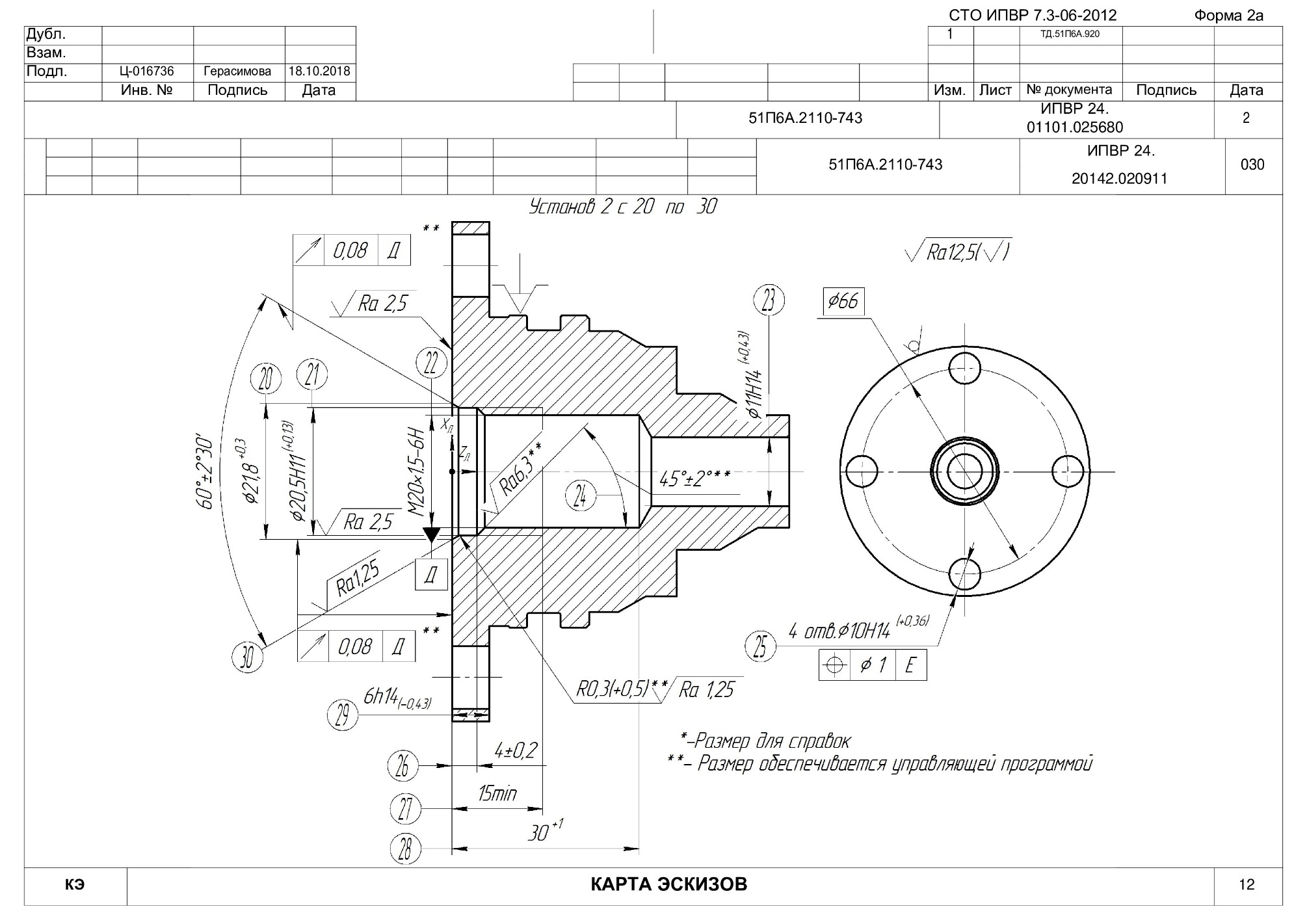
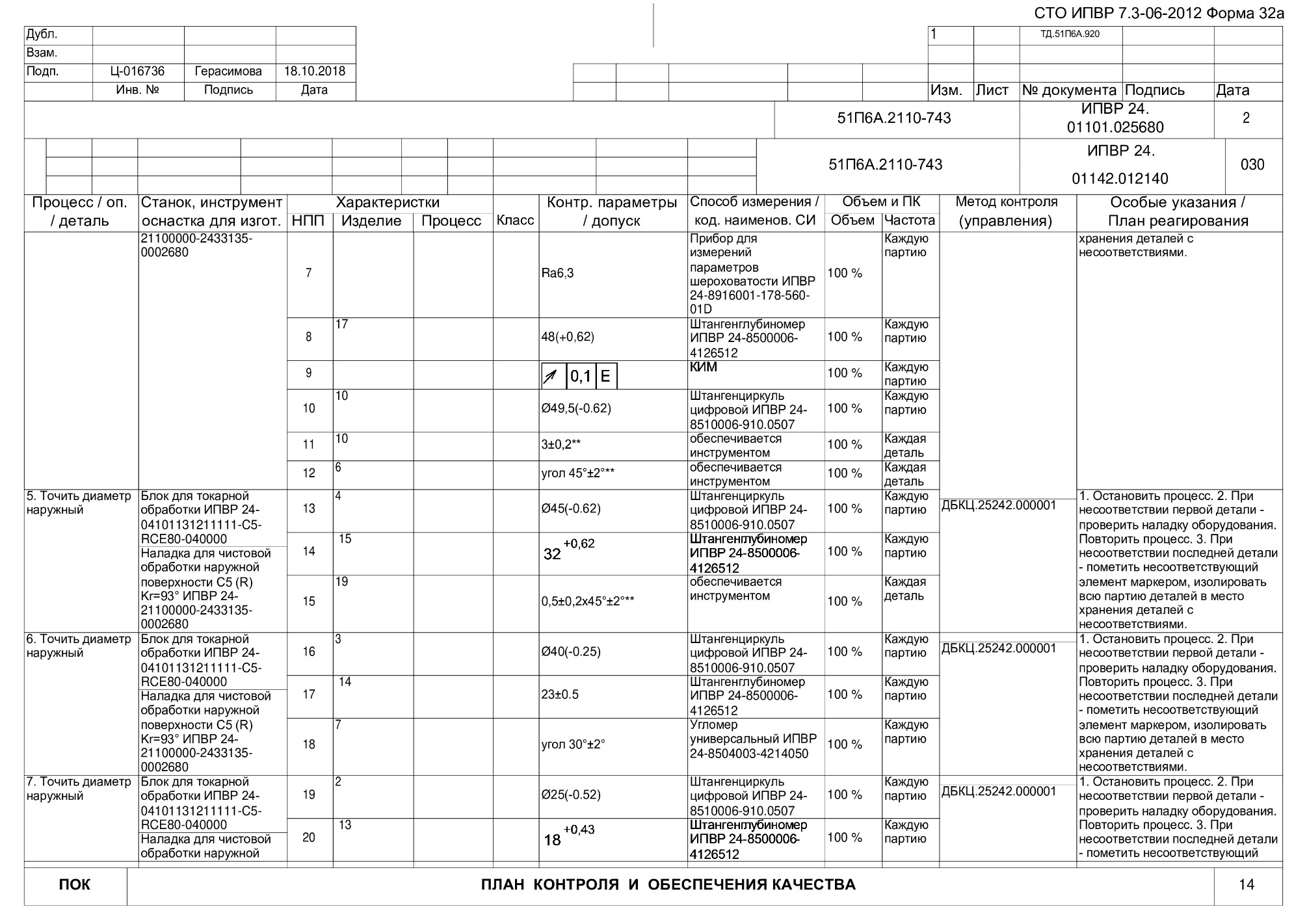
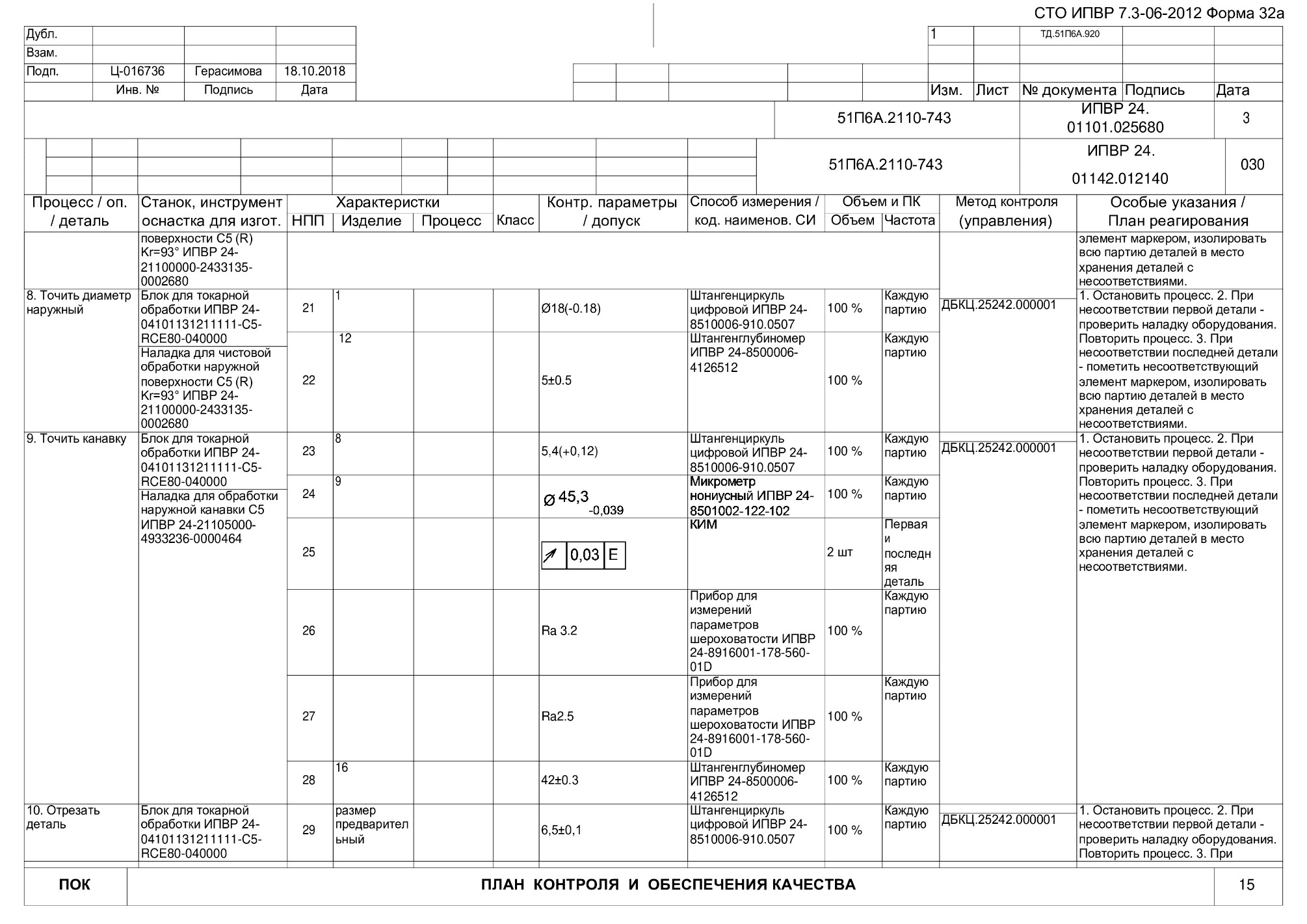
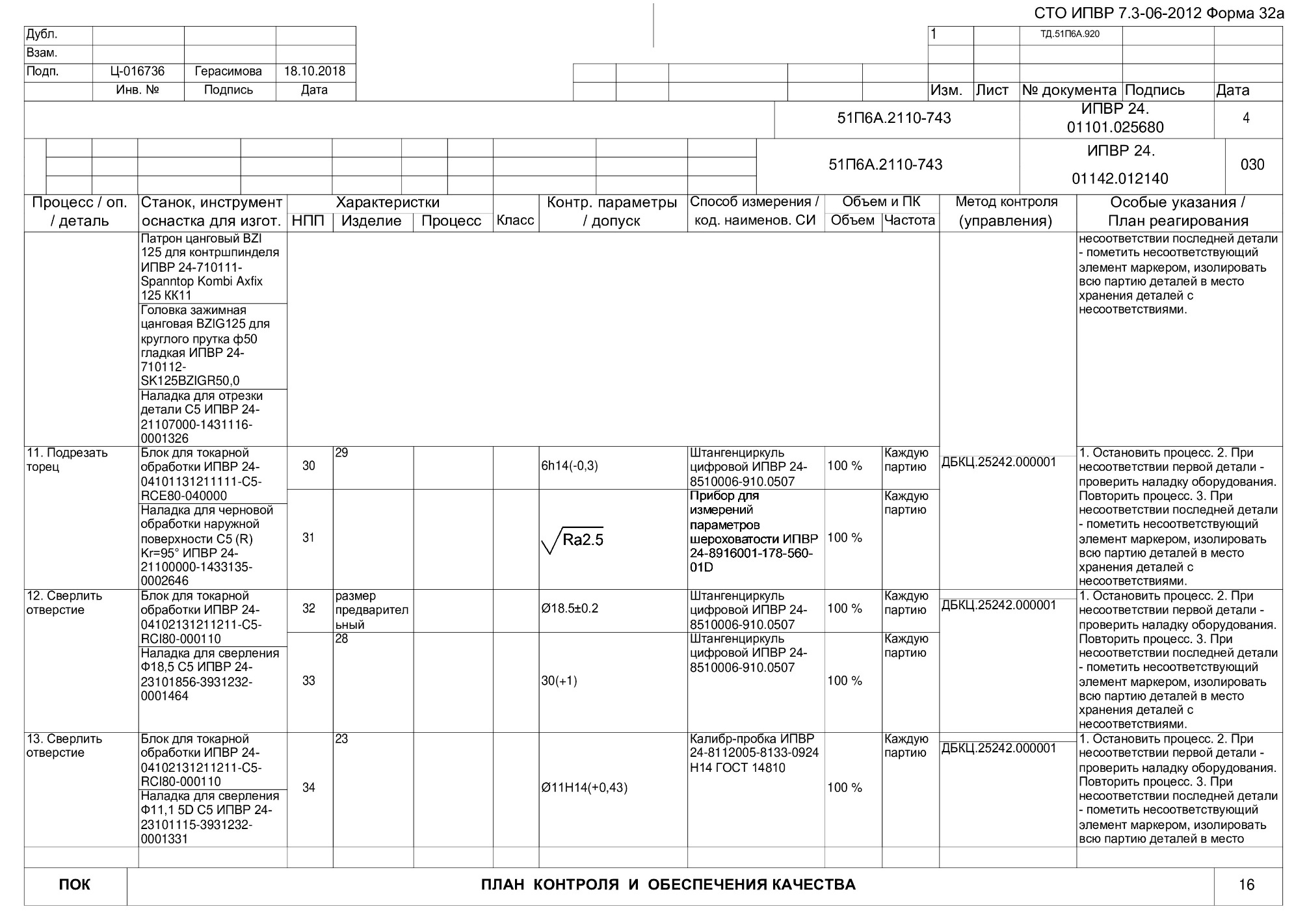
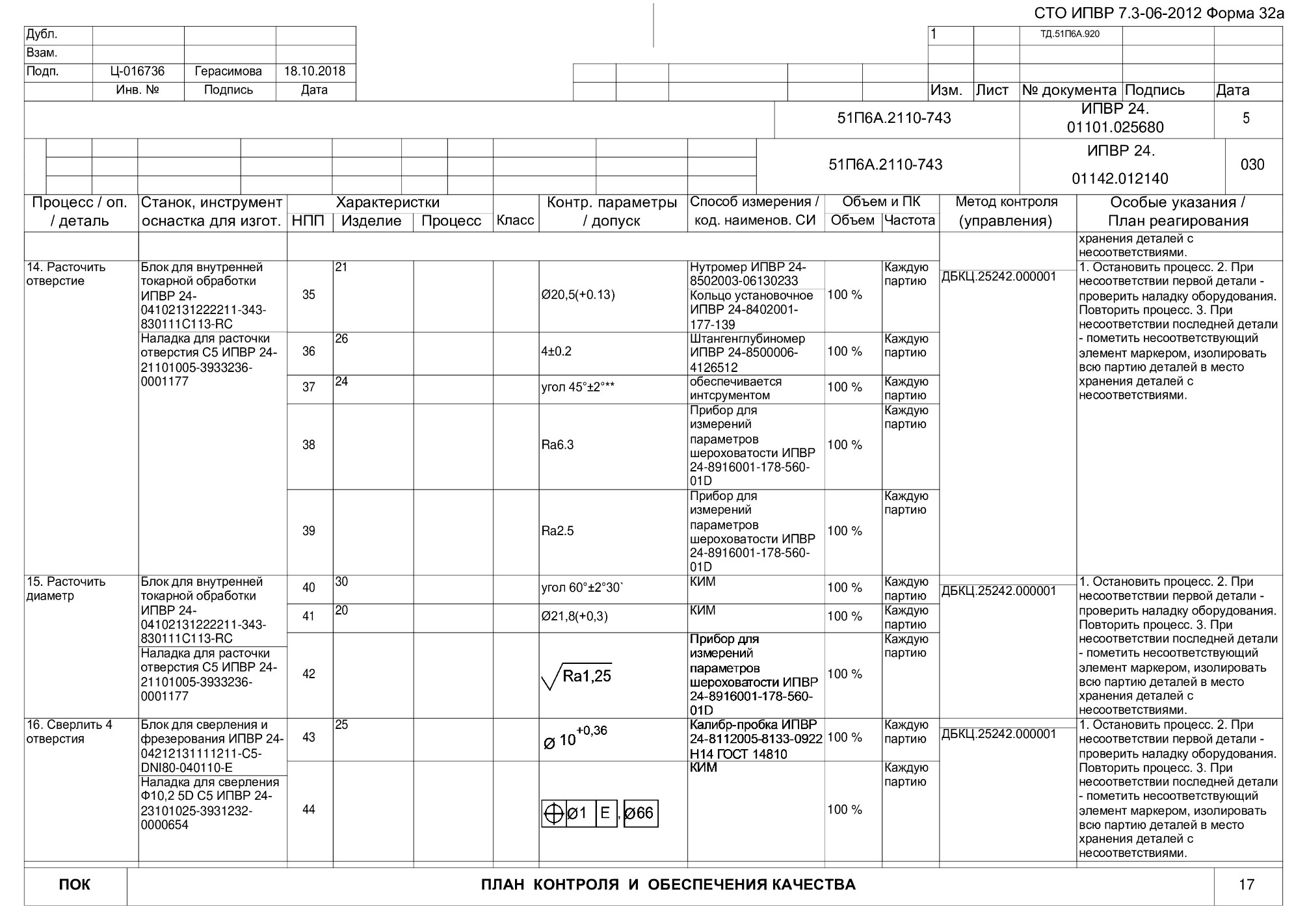
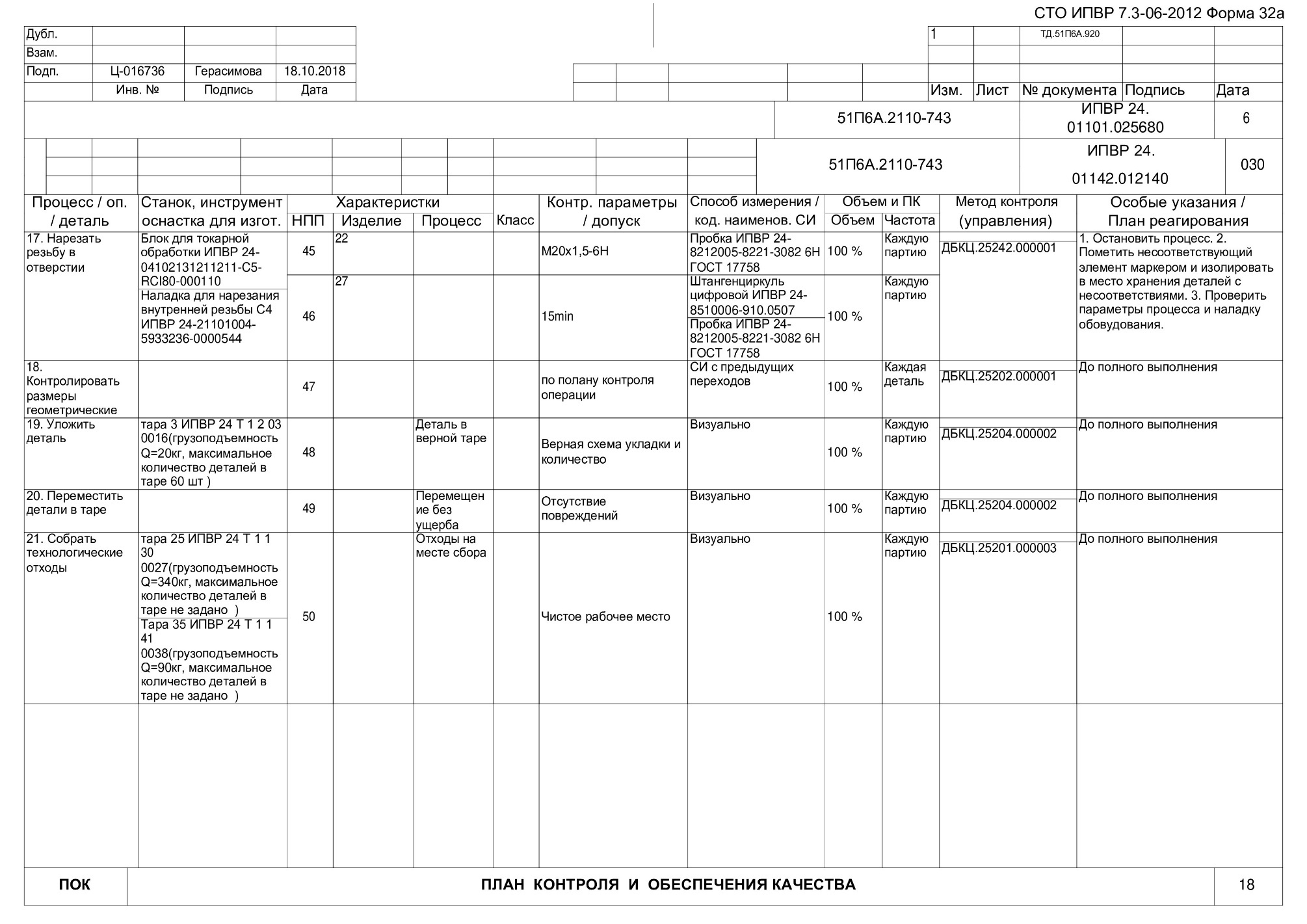
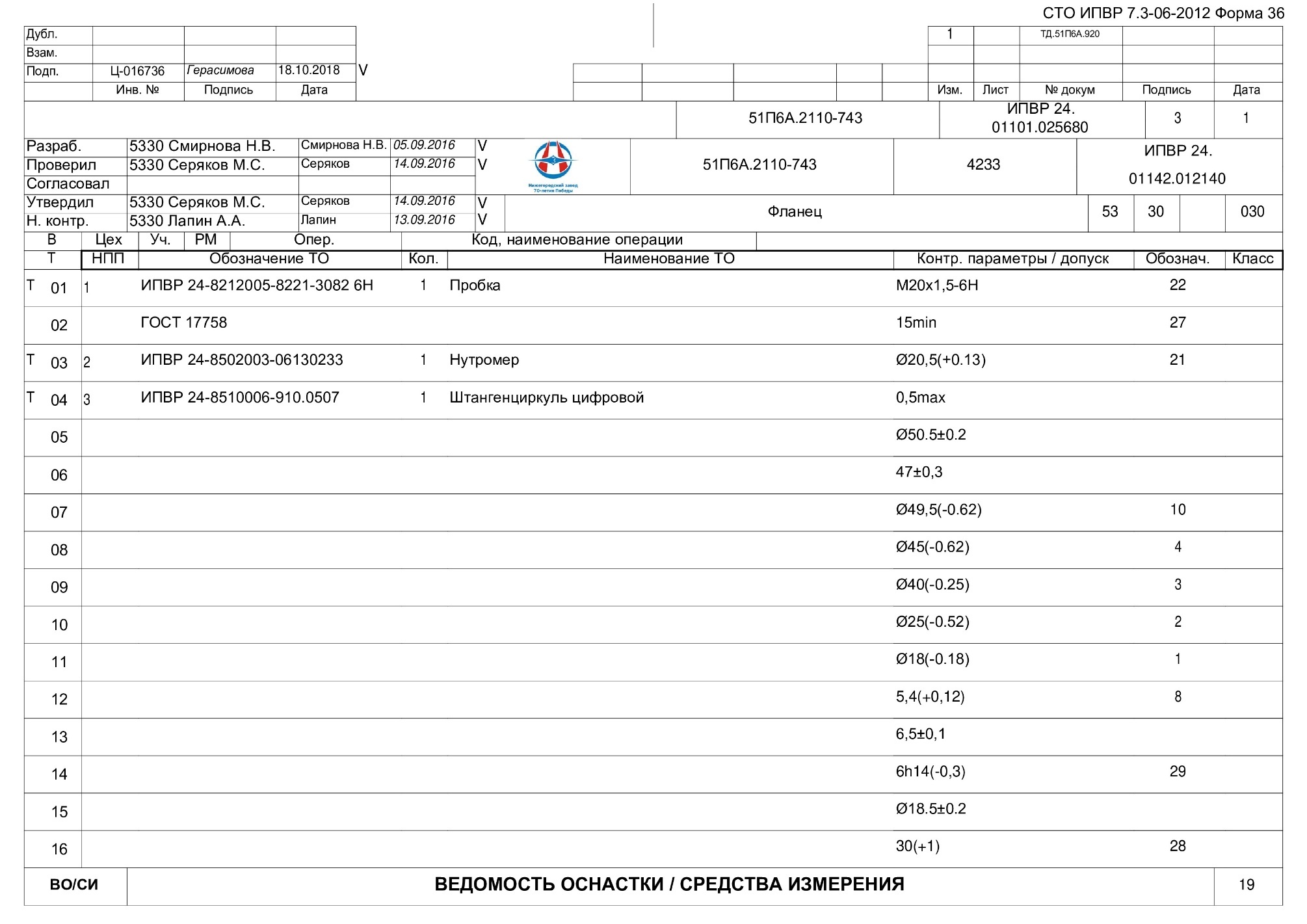
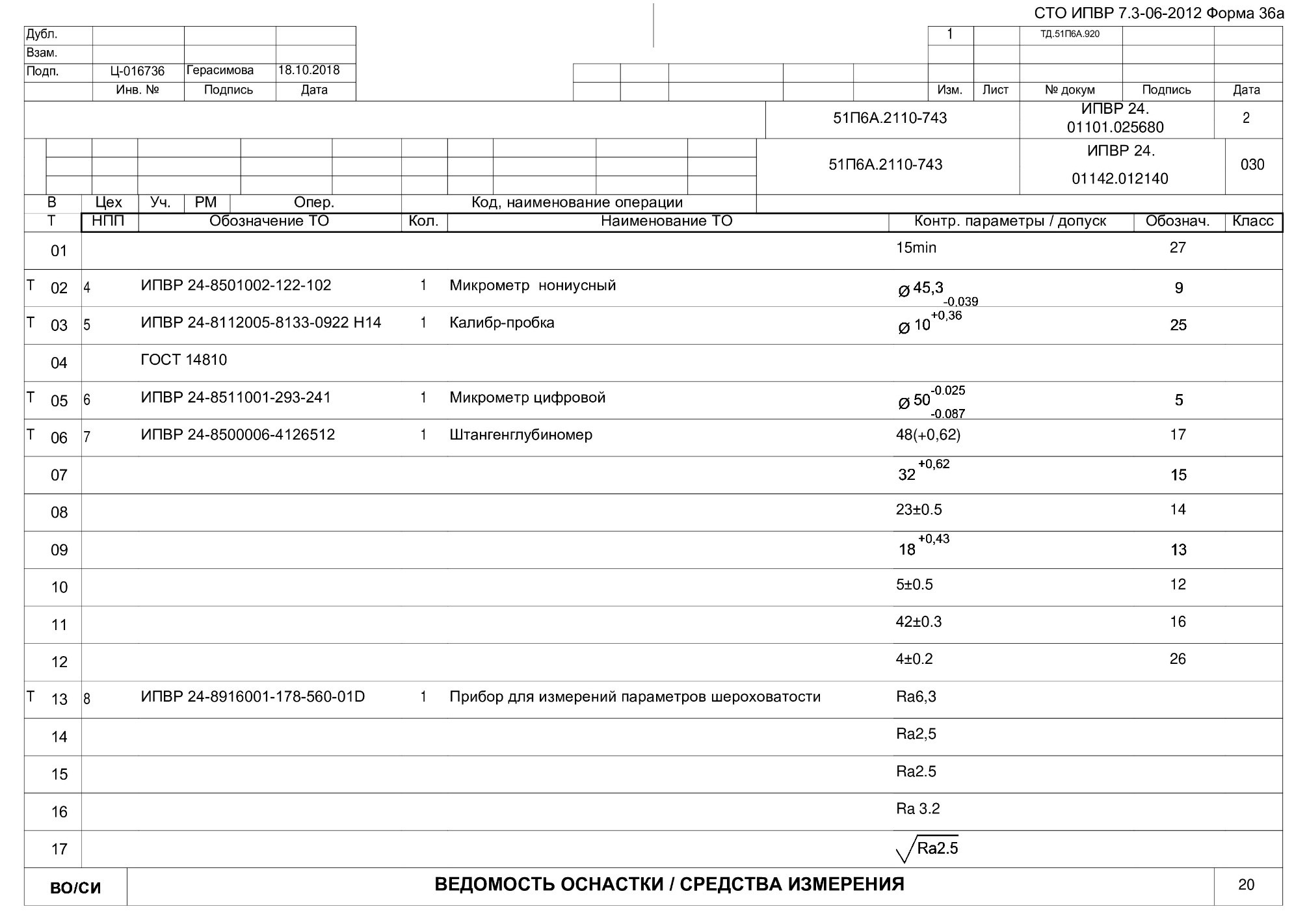
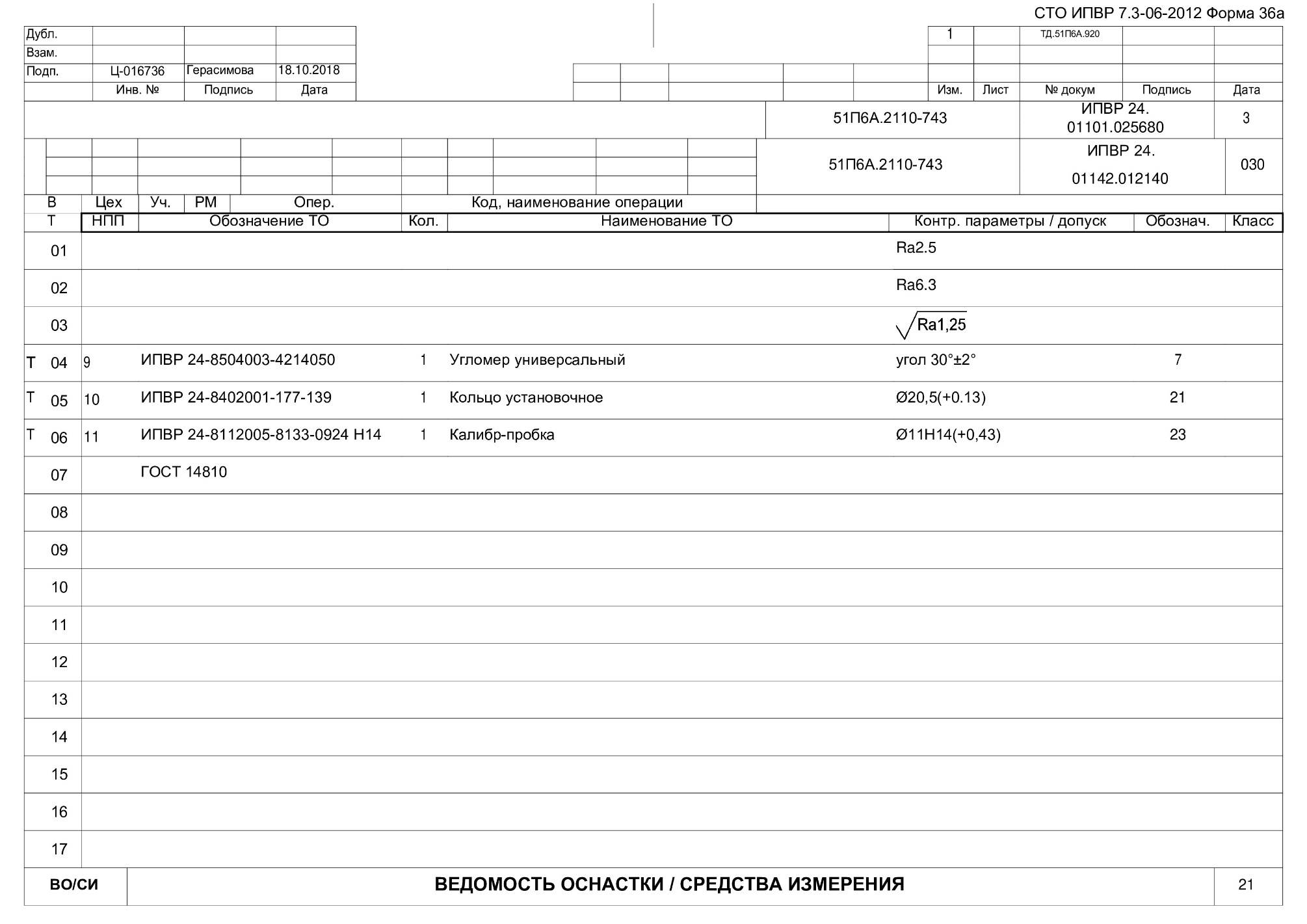
Технологические эскизы для каждой операции выполнены в соответствии с СТО ИПВР 7.3-06-201. Присутствуют все выполняемые размеры с допусками, указано базирование заготовки. В операционных картах весь необходимый режущий и мерительный инструмент указан. Анализ приспособлений
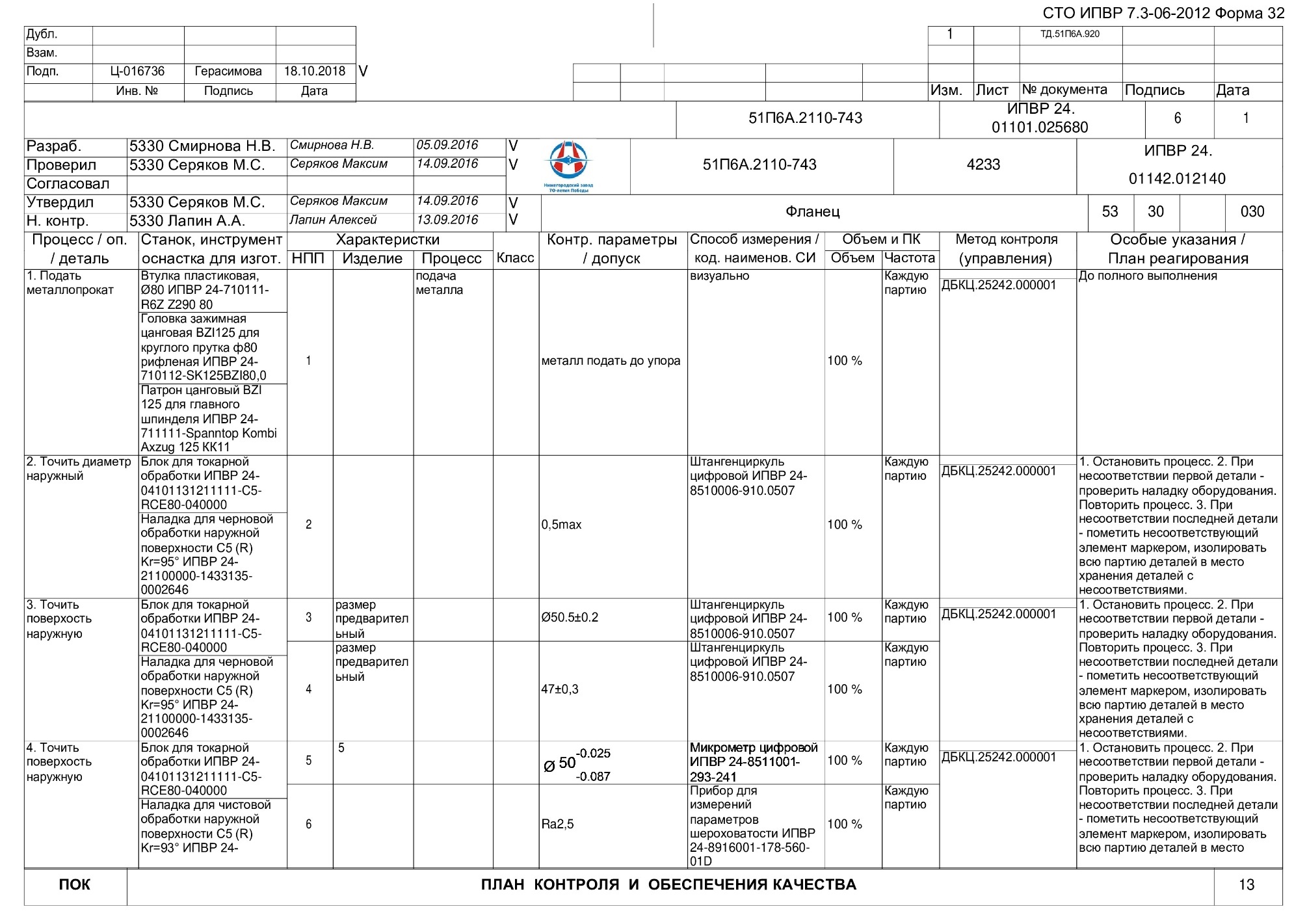
Анализ применяемых рабочих приспособлений для закрепления деталей на станке при выполнении операции подразумевает выявить вид приспособления, их соответствие типу производства, уровень механизации. В технологическом процессе основном применяется стандартные приспособления, такие как цанговый патрон на токарной операции.Применяемые приспособления приведены в 4.9 Таблица 4.9- Приспособления
Примечание: С-специальное, Сп-специализированное, У-универсальное Вывод: В анализируемом технологическом процессе используются Универсальные приспособления, фиксация детали после установки в приспособление механизированная и ручная, что соответствует мелкосерийному типу производства. Применение универсальных приспособлений показывает о высокой культуре производства и применение стандартных приспособлений, что сокращает затраты производства и время на подготовку производства. Перечень материалов собранных в процессе прохождения практики · Исходный чертеж детали; · Маршрутка карта технологического процесса; · Комплект документов на технологический процесс;
Список литературы
1. Основы технологии машиностроения: учебник / А.М. Антимонов.— Екатеринбург: Издательство Уральского университета, 2017.— 176 с. 2. Бадаев А.М. Проектирование механосборочных цехов. Учебное пособие. – Горький: ГПИ им. А.А.Жданова, 1985. 3. Данилевский ВВ Технология машиностроения М. высшая школа,1984 4. Черпаков БИ технологическая оснастка Москва ACADEMA 2003 5. ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ, Г. Б. ЯКУШЕВИЧ, Курс лекций по курсу «Технология машиностроения» для студентов специальности 1-36 01 04 – Оборудование и технологии высокоэффективных процессов обработки металлов, стр 3 стр 156 6. МАРОЧНИК СТАЛИ И СПЛАВОВ 7. ГОСТ 2.309-73 ОБОЗНАЧЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ 8. ГОСТ 8908-81. Основные нормы взаимозаменяемости. Нормальные углы и допуски углов 9. ГОСТ 6636-69ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ Нормальные линейные размеры 10. ГОСТ 2789-73 Шероховатость поверхности.
|
|||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2022-01-22; просмотров: 57; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.226.186.109 (0.005 с.) |