Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Кафедра «Технология и оборудование машиностроения»Содержание книги
Поиск на нашем сайте
Кафедра «Технология и оборудование машиностроения» ОТЧЕТ По практике
с 2021 г. по 2021 г.
Составил: (Ф.И.О. студента) Группа
Руководитель практики от кафедры:
_____________ ___________ ученые звание и степень подпись
Оценка за практику: _______________
«_____»__________ 2021 г.
Нижний Новгород 2021 Оглавление
1. Краткое описание предприятия и его истории. 3 2. Описание назначения и конструкции изделия, в которое входят детали, предложенные к изготовлению на проектируемом участке. 4 3. Организационные формы производства. 5 4. Анализ действующего процесса. 7 4.1. Анализ чертежа детали представителя и его исправления. 7 4.2. Анализ метода получения заготовки. 12 4.3. Анализ маршрутного технологического процесса. 16 4.4. Анализ операций и их содержания (оборудования и оснастки, схем обработки, видов переходов и др.) 18 5. Перечень материалов собранных в процессе прохождения практики. 2 Вывод. 2 Список литературы.. 21 Приложение……………………………………………………………………...22
Краткое описание предприятия и его истории АО «Нижегородский завод 70-летия Победы» — это новый завод АО «Концерн ВКО «Алмаз-Антей», построенный в Нижнем Новгороде, пилотный проект оборонной промышленности нашей страны. По объёмам и масштабам поставленных задач не имеет отечественных аналогов. Это новое суперсовременное производство, объединившее все инновации в области машиностроения. Задача завода — выпуск перспективных вооружений и военной техники, обеспечивающих выполнение Государственного оборонного заказа и государственной программы вооружения. Технологический цикл включает заготовительно-штамповое, механообрабатывающее, термическое, сварочное, окрасочное, сборочное производства, производство металлоизделий. Строительство завода завершилось в 2015 году, когда вся страна отмечала 70-ю годовщину Победы нашего народа в Великой Отечественной войне, чем и обусловлено название предприятия. Нижегородский завод 70-летия Победы — это прорыв в области современных технологий, темпов строительства, инженерной и конструкторской мысли. Предприятие уникально тем, что соединяет в себе современные наработки практически во всех сферах науки и техники. Применение быстропереналаживаемого оборудования значительно сокращает затраты на подготовку производства продукции. Завод стал первым предприятием в российском ОПК, прошедшим сертификацию действующей системы менеджмента бережливого производства на соответствие государственному стандарту 56404-2015 и получившим сертификаты соответствия под номерами 0001 и 0002. Нижегородский завод 70-летия Победы обеспечивает Нижнему Новгороду и области более 3 тысяч рабочих мест. Средний возраст сотрудников предприятия — 35 лет. Доля работников с высшим образованием составляет 80%.
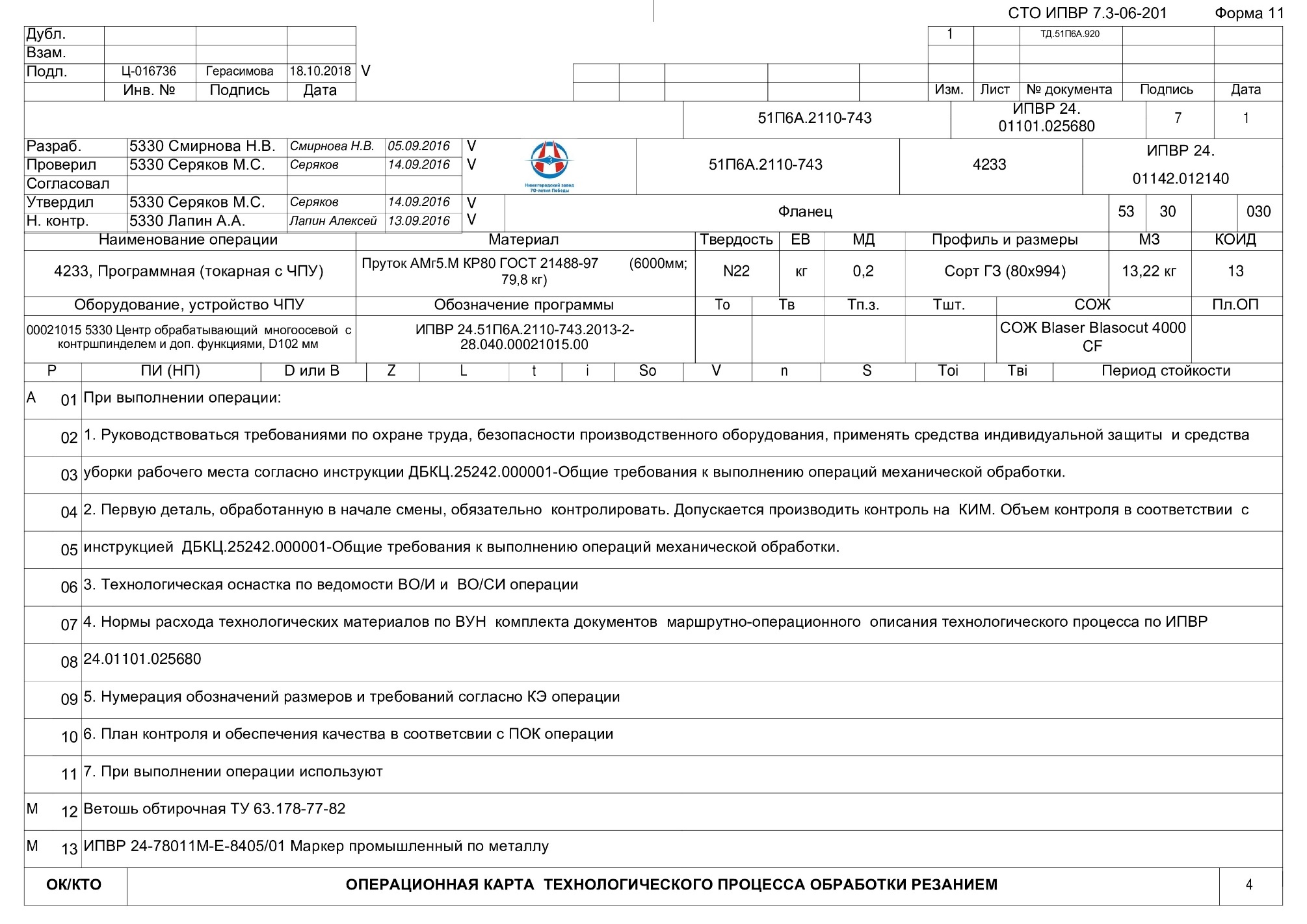
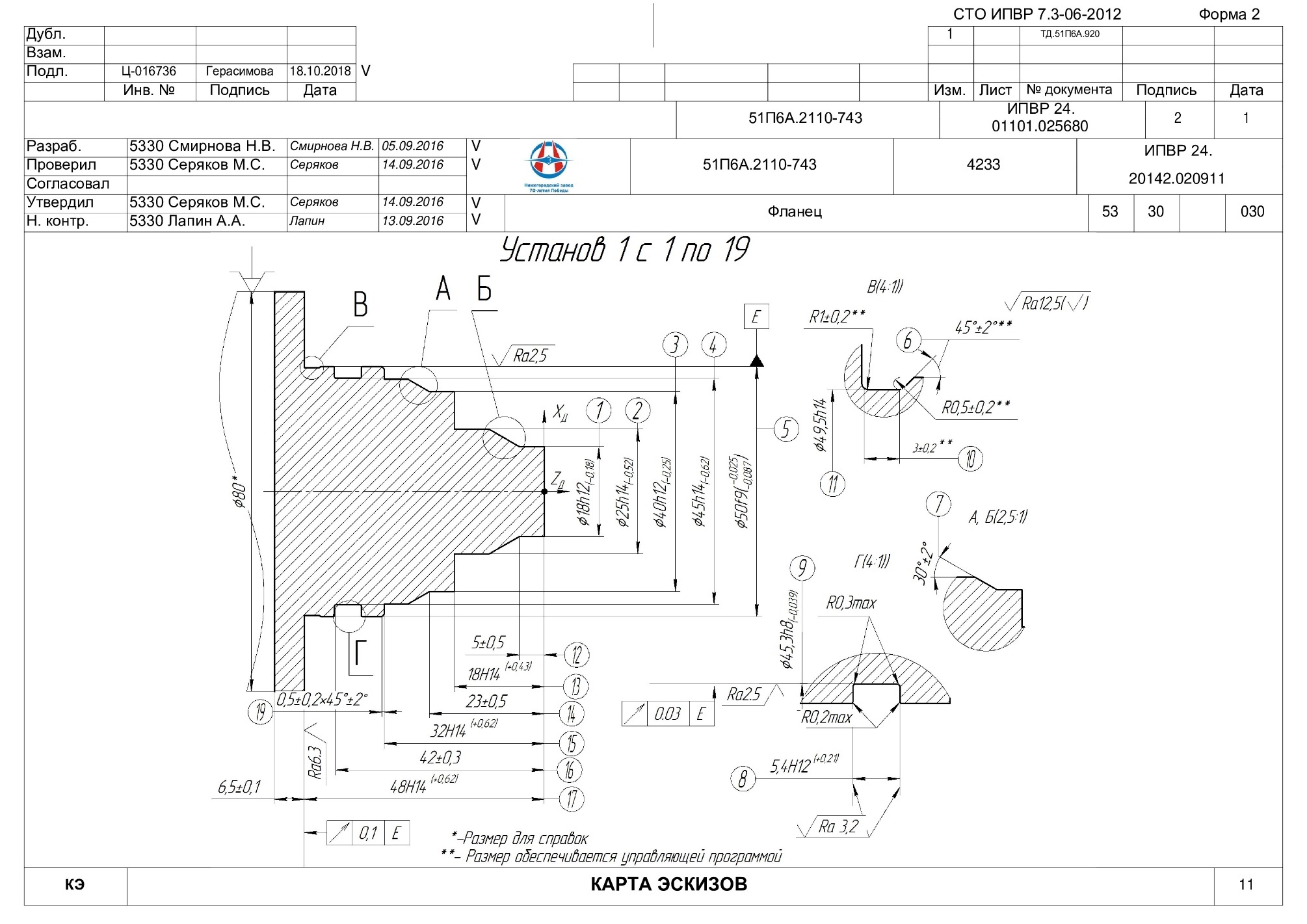
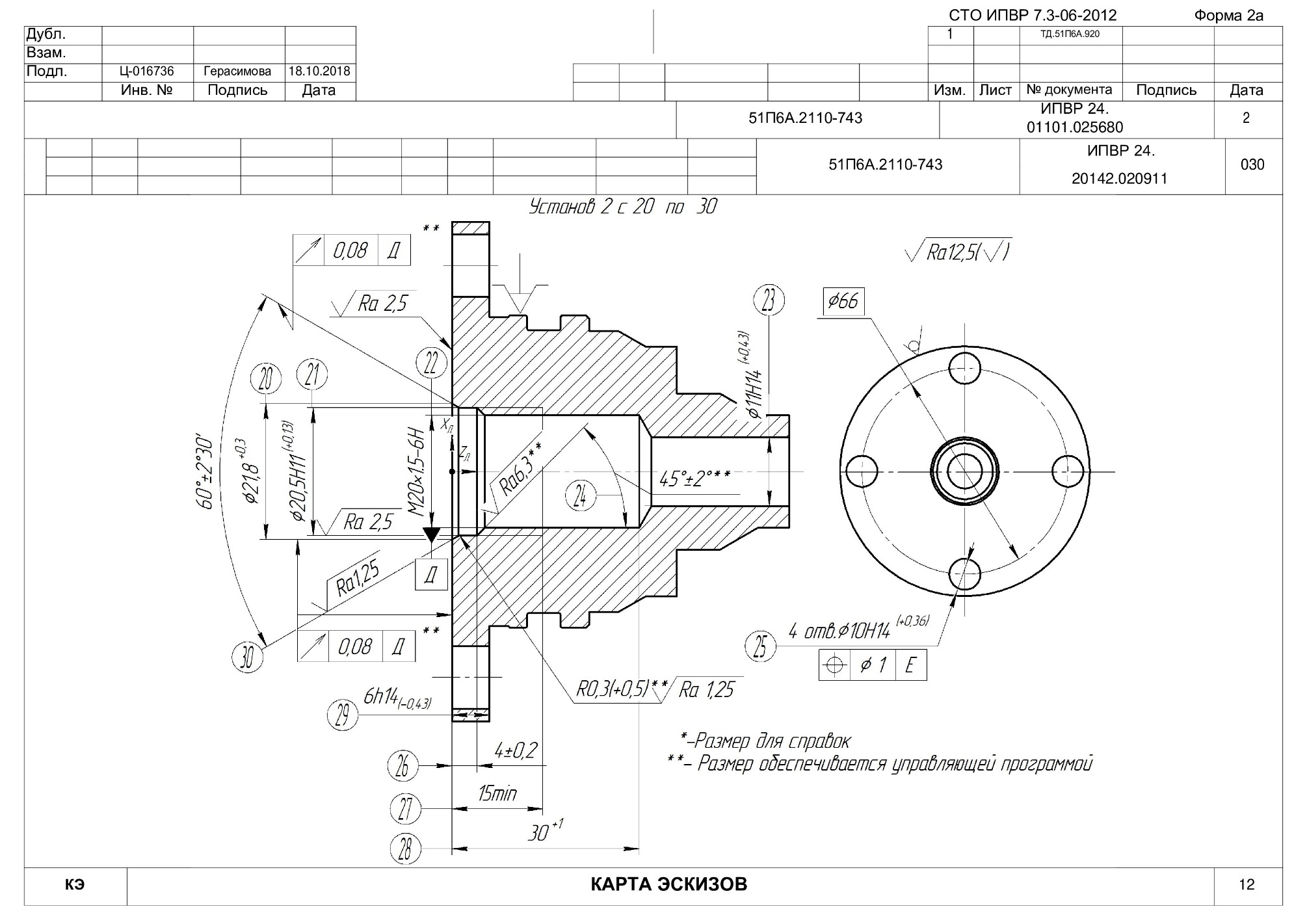
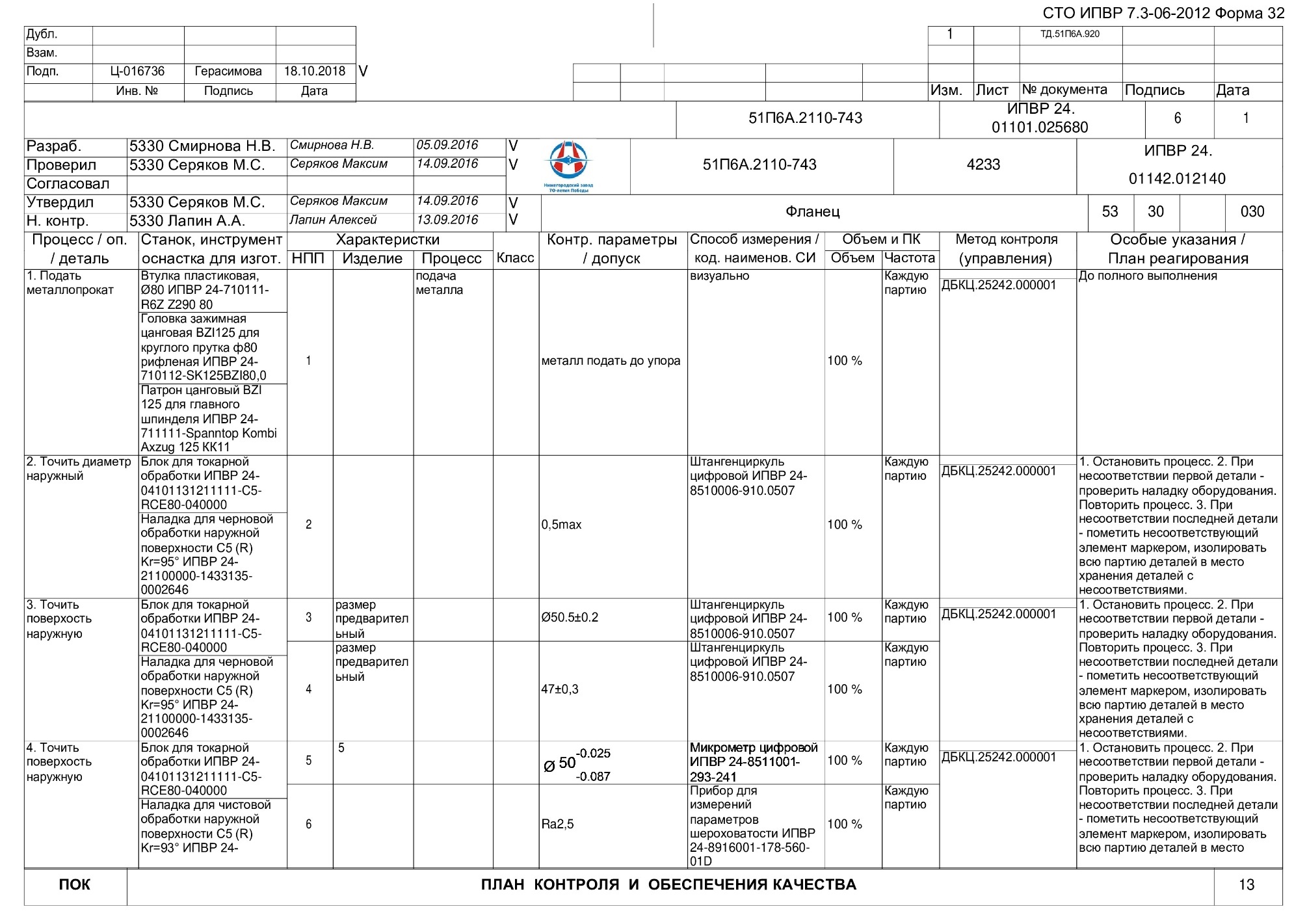
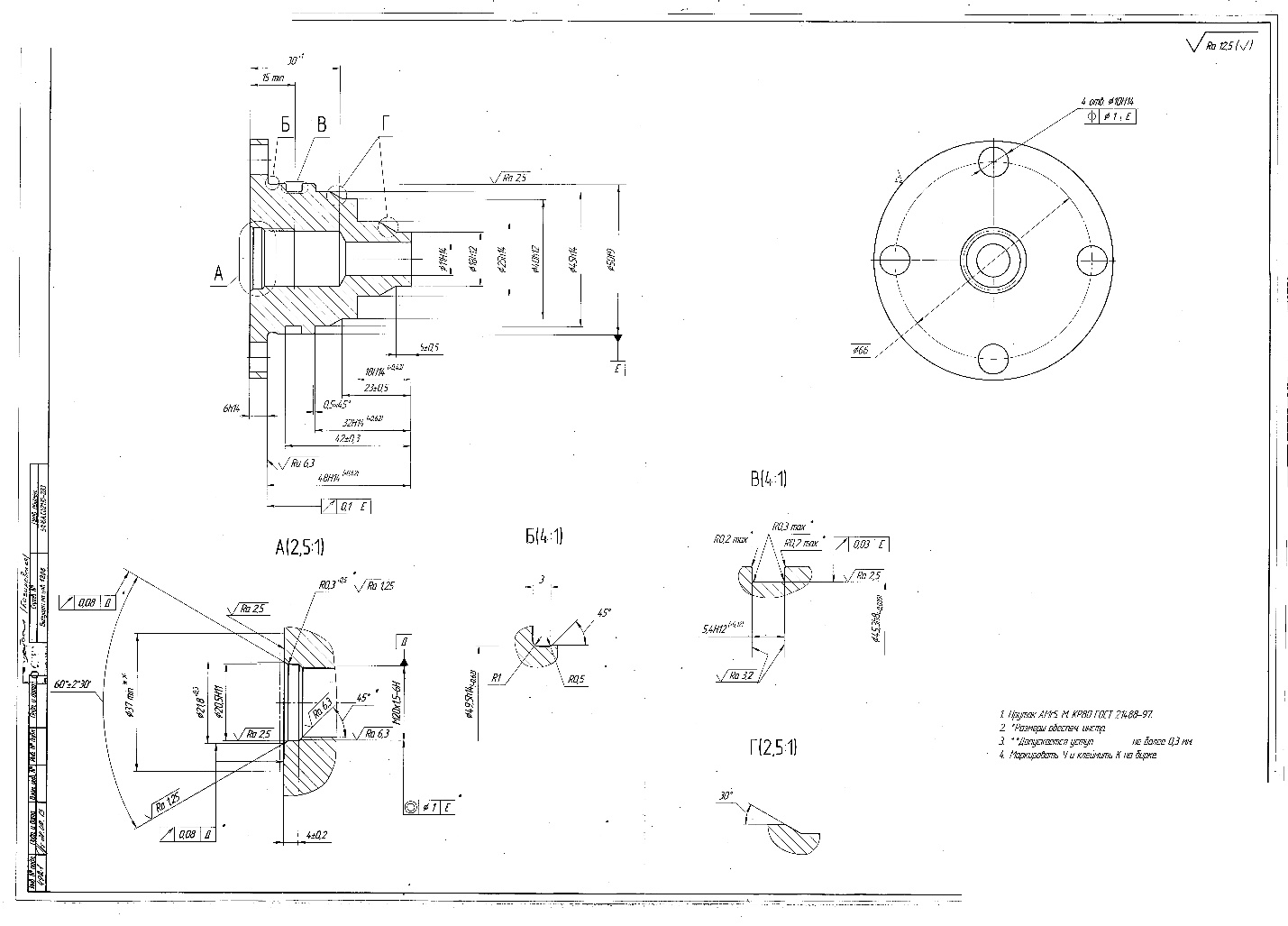
Описание назначения и конструкции изделия, в которое входят детали, предложенные к изготовлению на проектируемом участке Детали типа «Фланец», представляет собой тело вращения, предназначена для соединения корпуса редуктора. Материал, используемый для получения данной детали: АМг5. М. ГОСТ 21488-97 Данный материал согласно классификации ISO относится к группе N (Цветные материалы). Конструкция детали обеспечивает возможность применения типовых и стандартных технологических процессов, а также свободный подвод и отвод инструмента.
Рисунок 2.1 Исходный чертеж детали Анализ действующего процесса Количественный анализ технологичности Для количественной оценки технологичности детали произведем расчеты коэффициентов по ГОСТ 14.204-73 «Правила обеспечения технологичности конструкции детали»: - коэффициент точности обработки; - коэффициент шероховатости; - коэффициент унификации; - коэффициент стандартизации; - КИМ. Коэффициент шероховатости
где
Если Для расчета коэффициента шероховатости необходимо определить значение шероховатости каждой обрабатываемой поверхности и их сгруппировать по количеству и параметру шероховатости. Если параметр шероховатости не указан на поверхности, то принимаем значение шероховатости как R а 12.5. Расчет коэффициента шероховатости приведен в таблице 4.4
Таблица 4.4- Расчет коэффициента шероховатости
Общее количество поверхностей (рис. 2.1) – 25, из них унифицированных (одинаковых) – 2 Отсюда:
Деталь частично унифицирована.
1. Коэффициент стандартизации
где
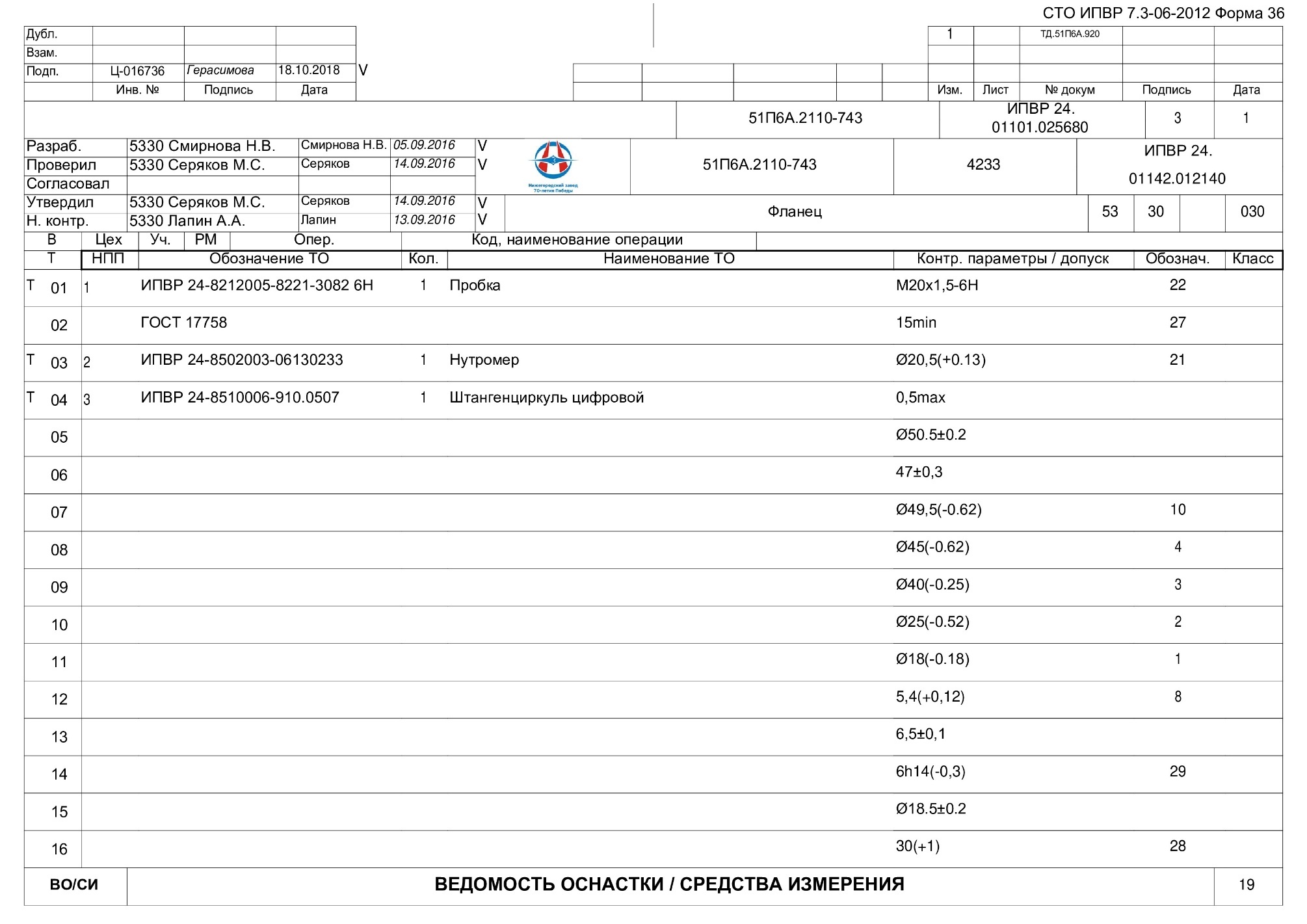
Всего размеров – 25, из них 21 присутствуют в ГОСТах (табл. 2.1). Отсюда:
Деталь частично стандартизирована.
После оценки технологичности по четырем коэффициентам мы видим, что деталь технологична только по двум коэффициентам. После проведения расчетов приходим к выводу, что: 1. Деталь необходимо унифицировать; 2. Четыре размера необходимо стандартизировать.
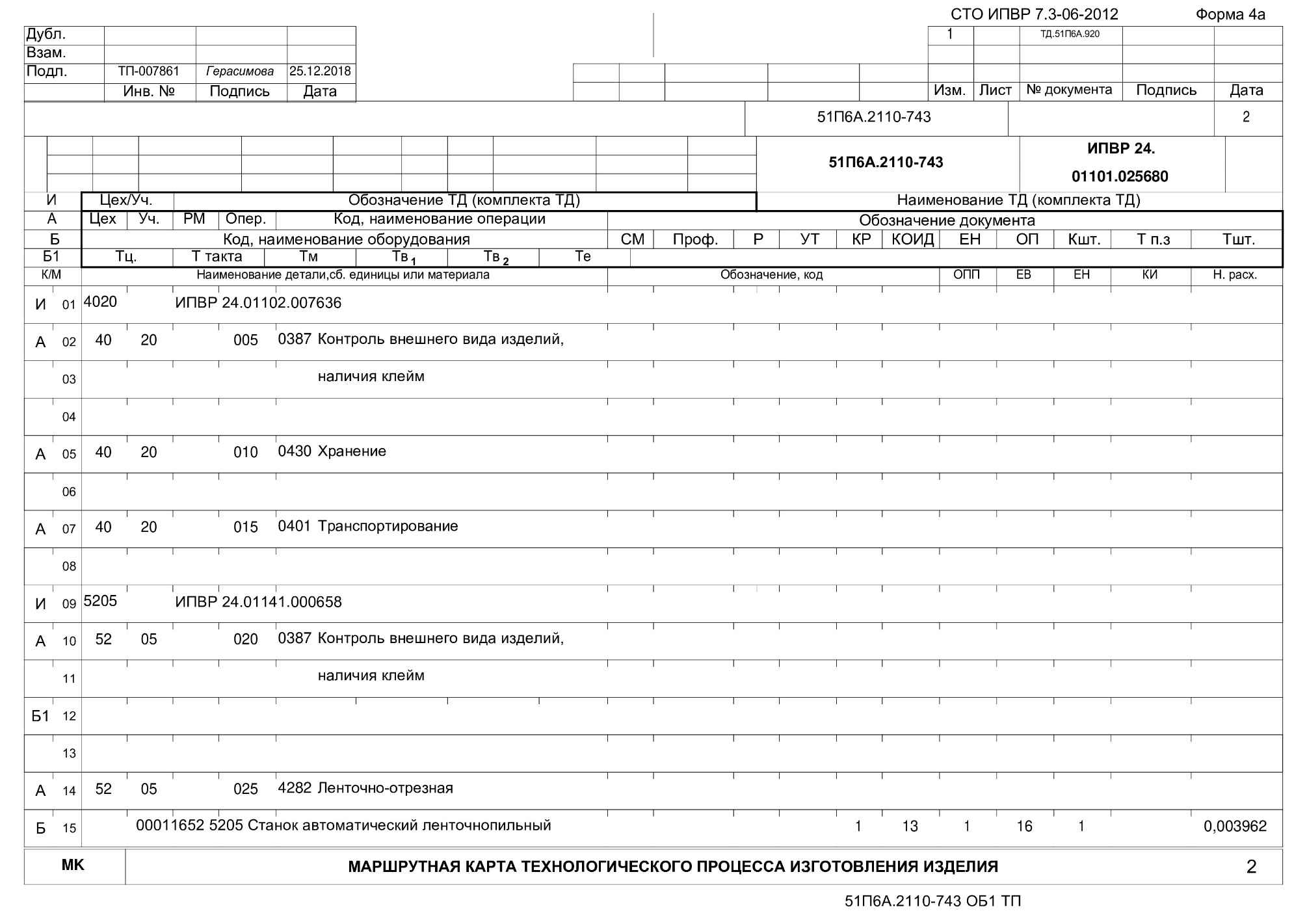
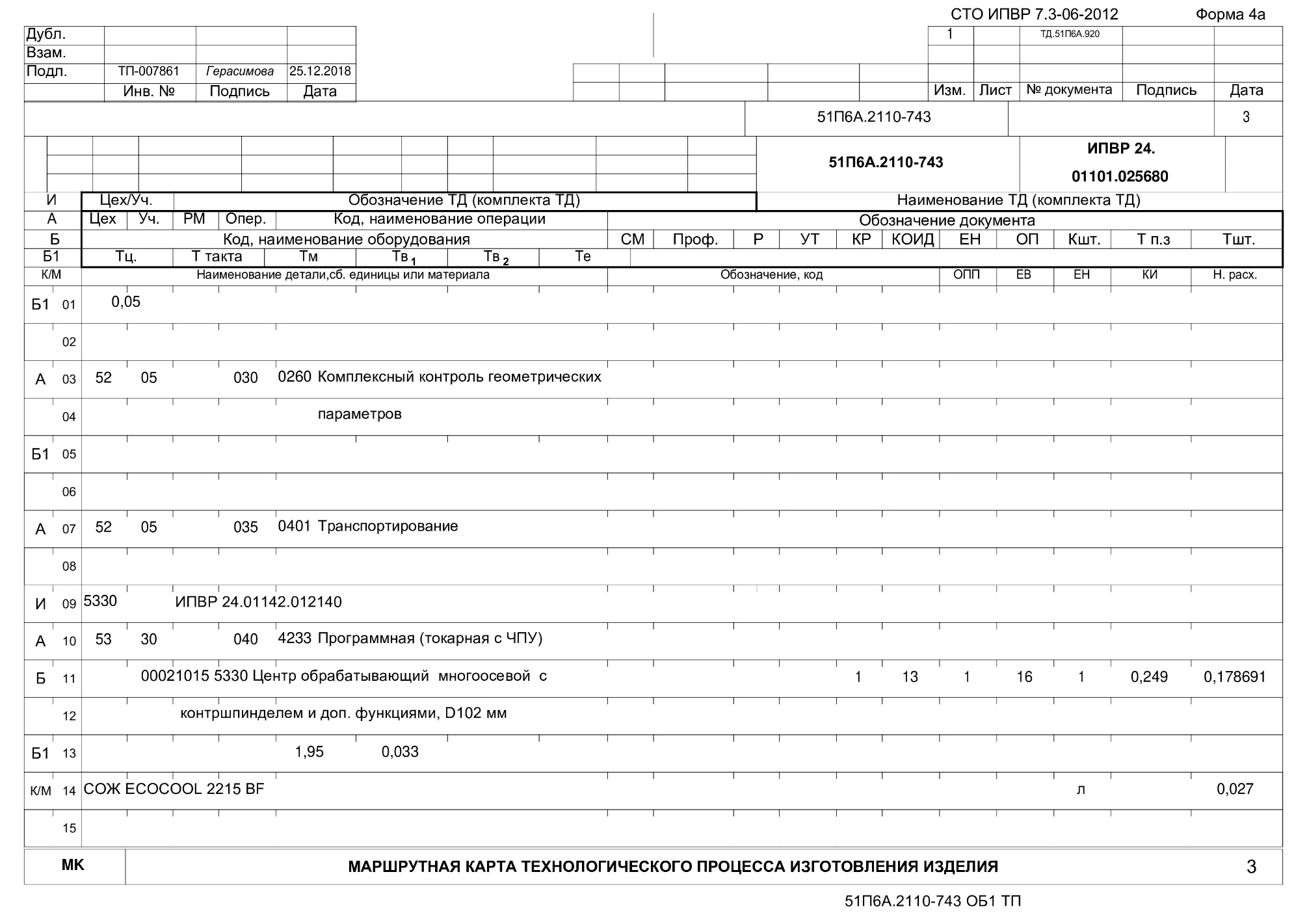
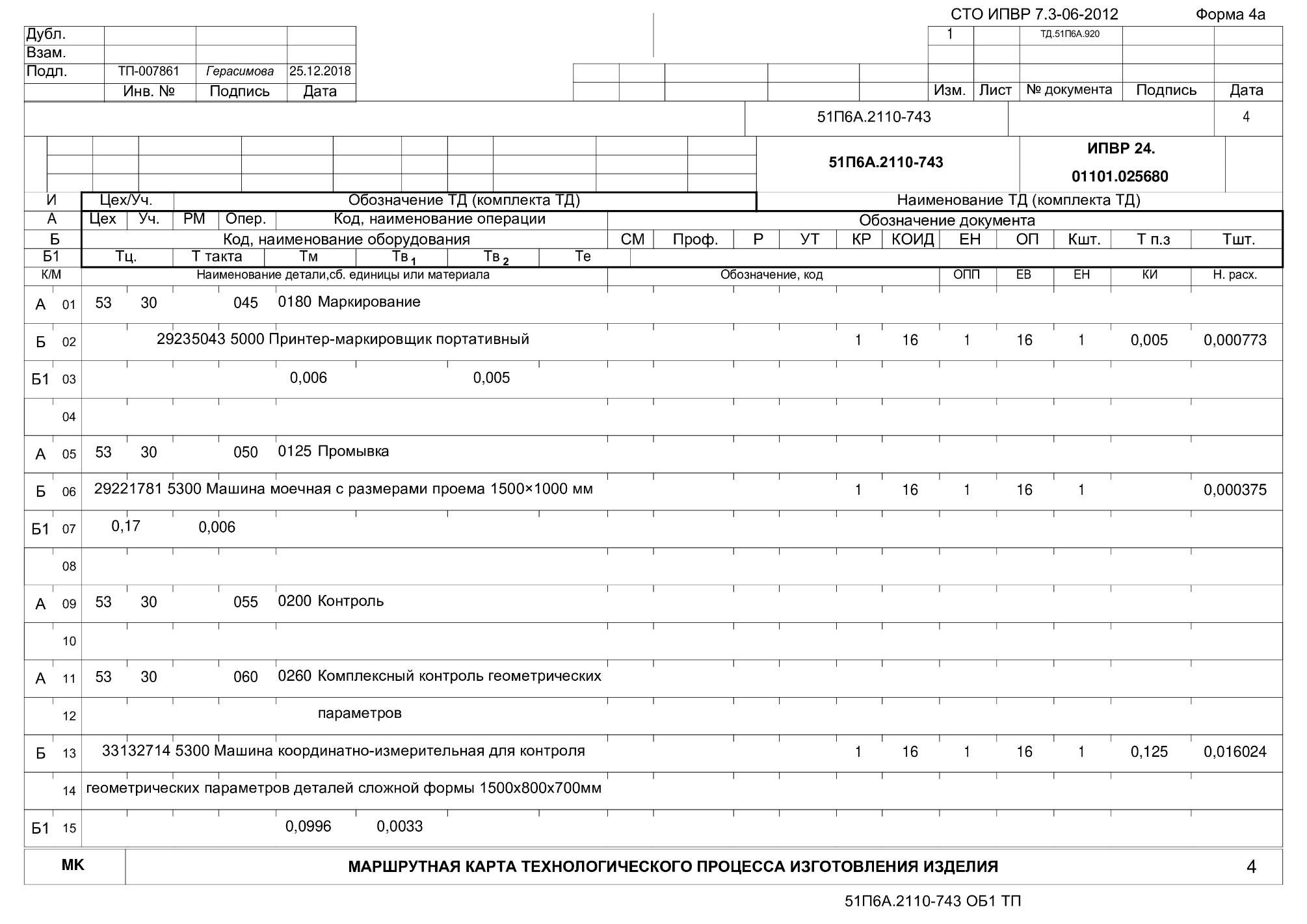
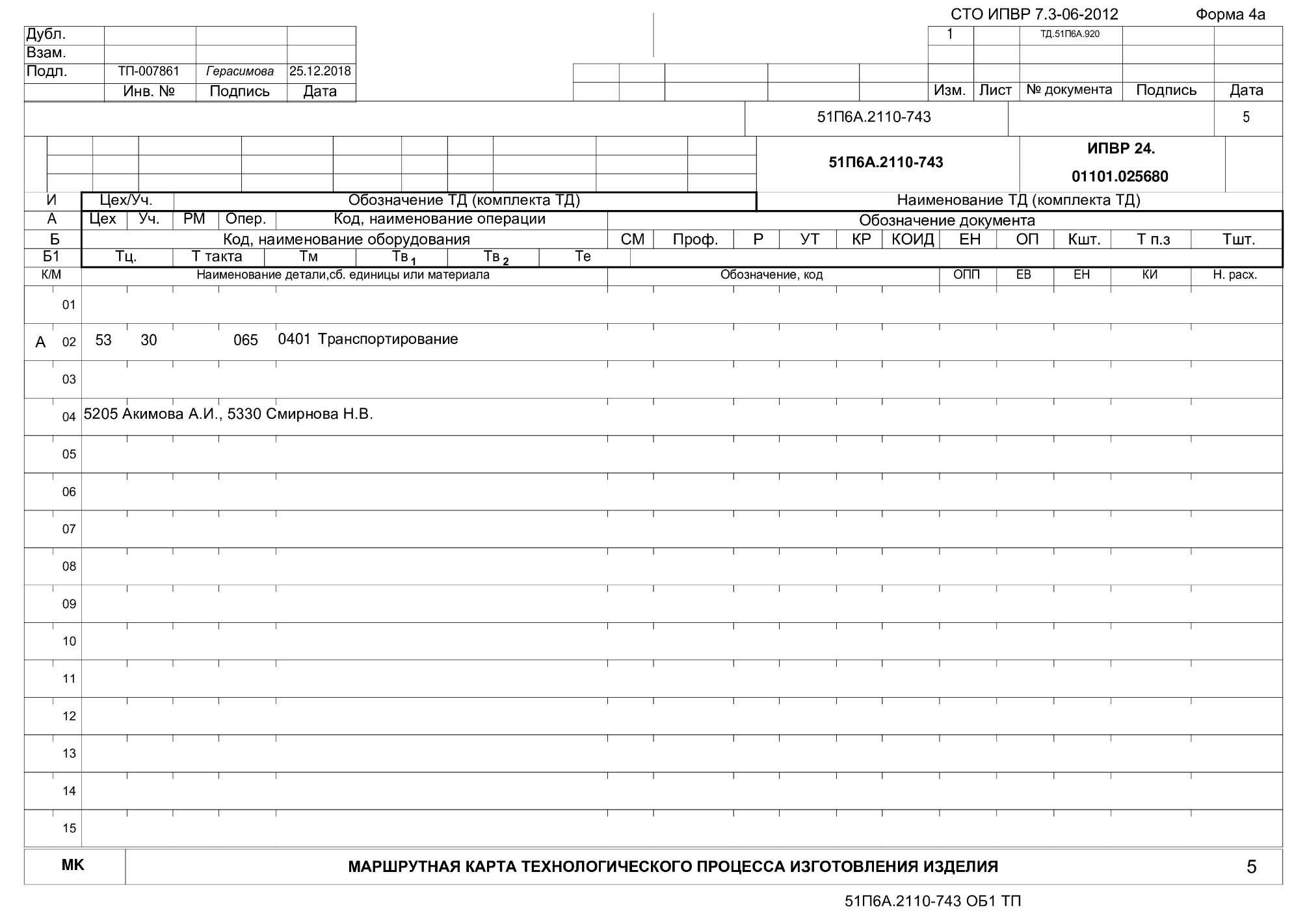
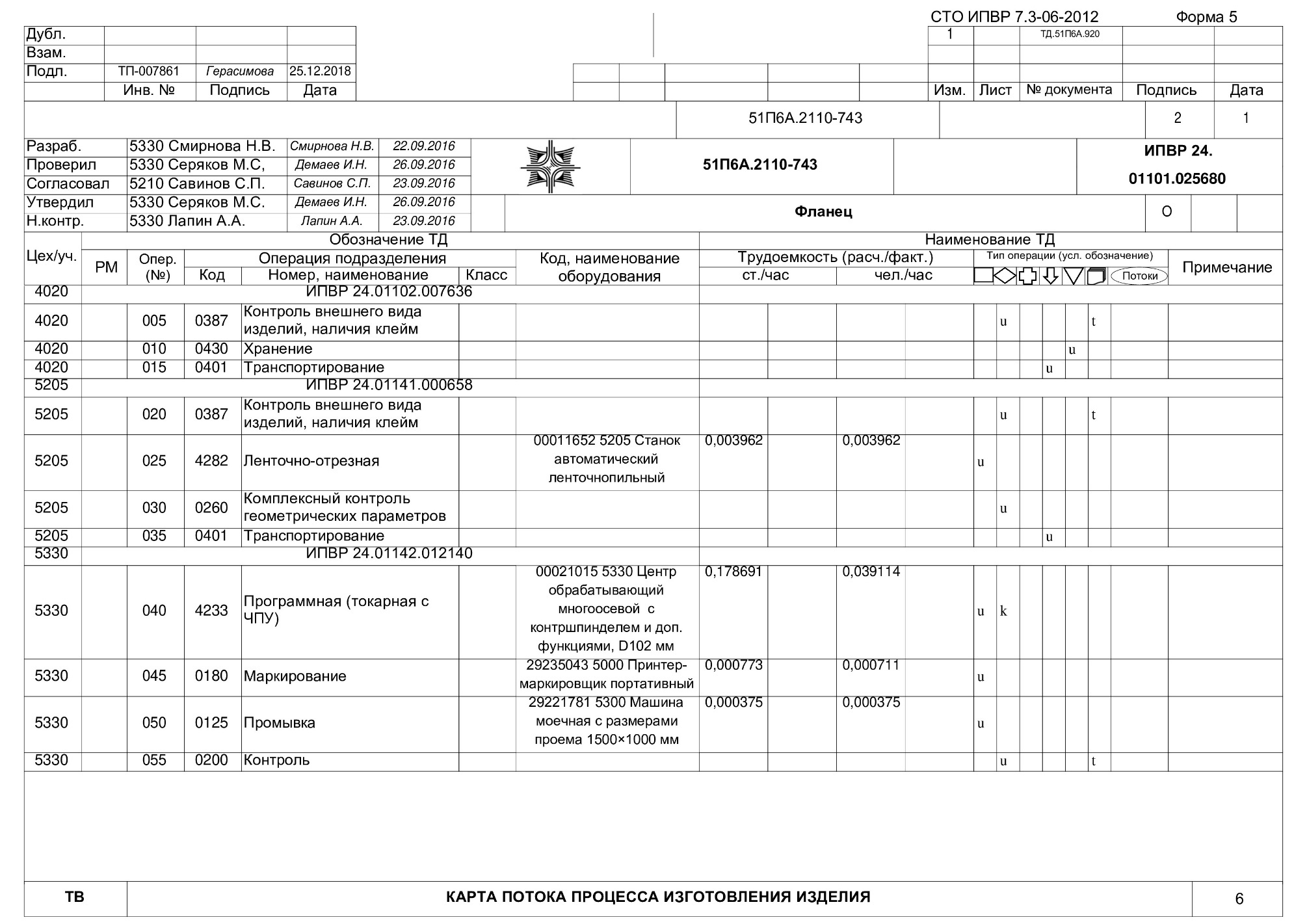
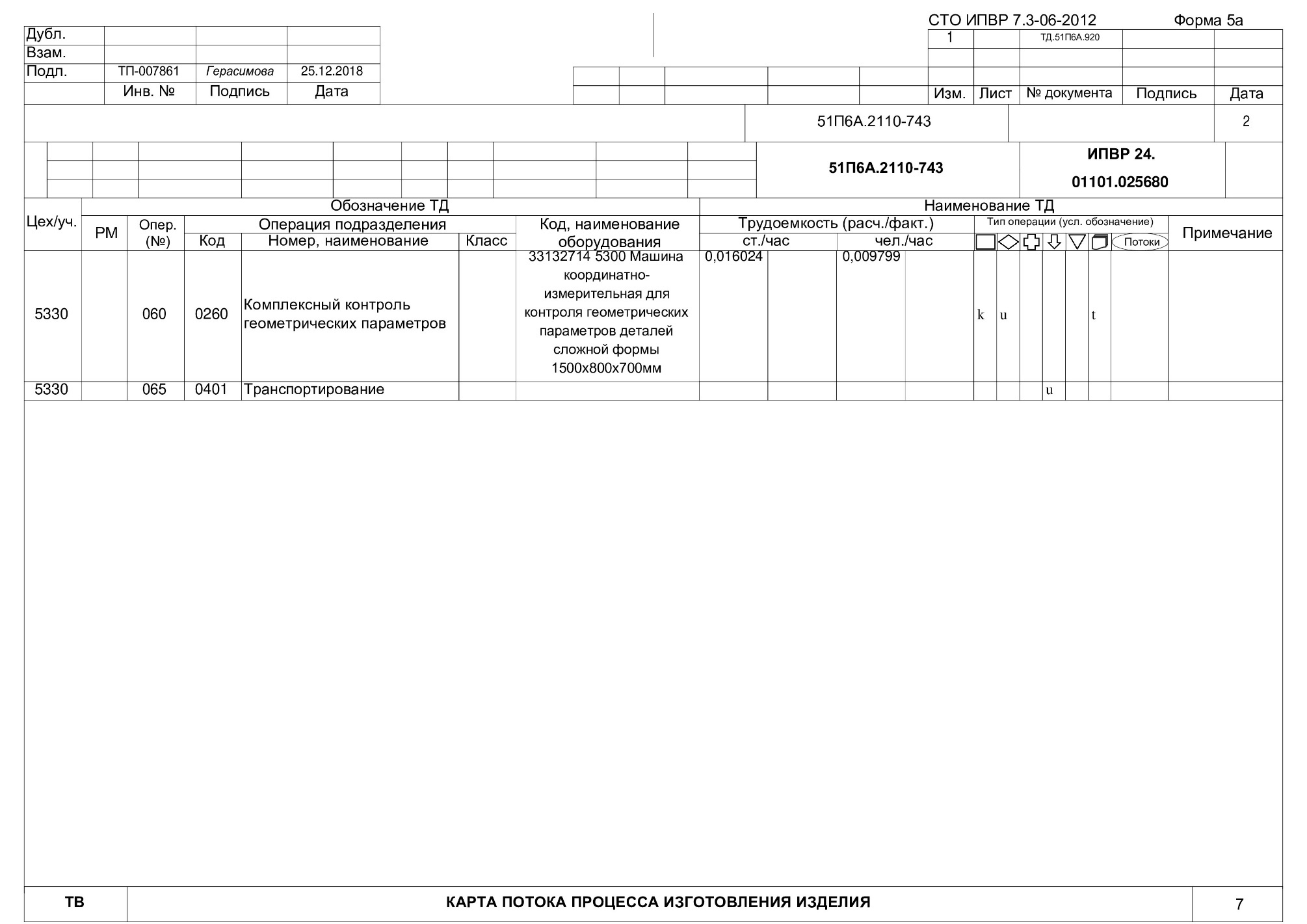
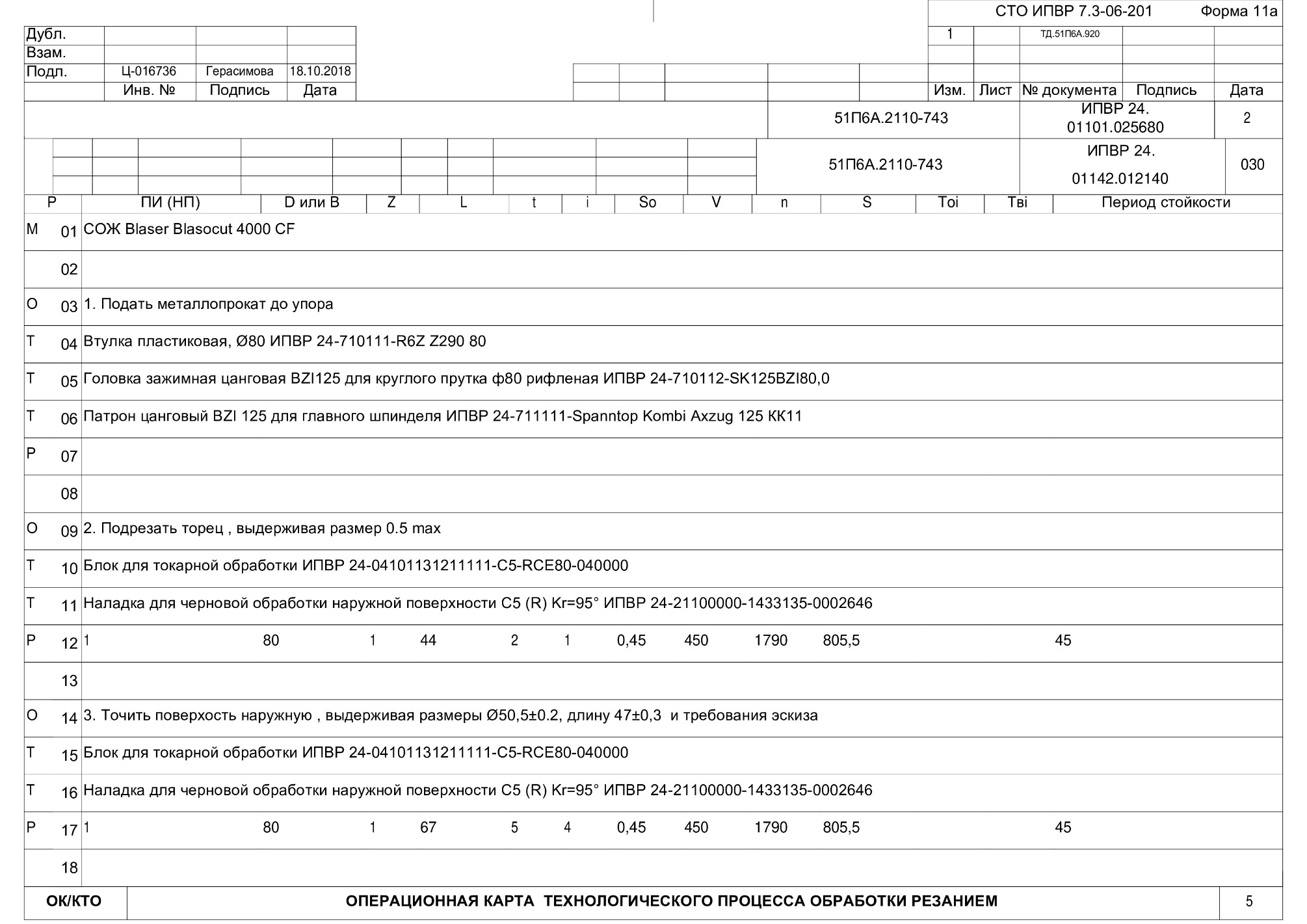
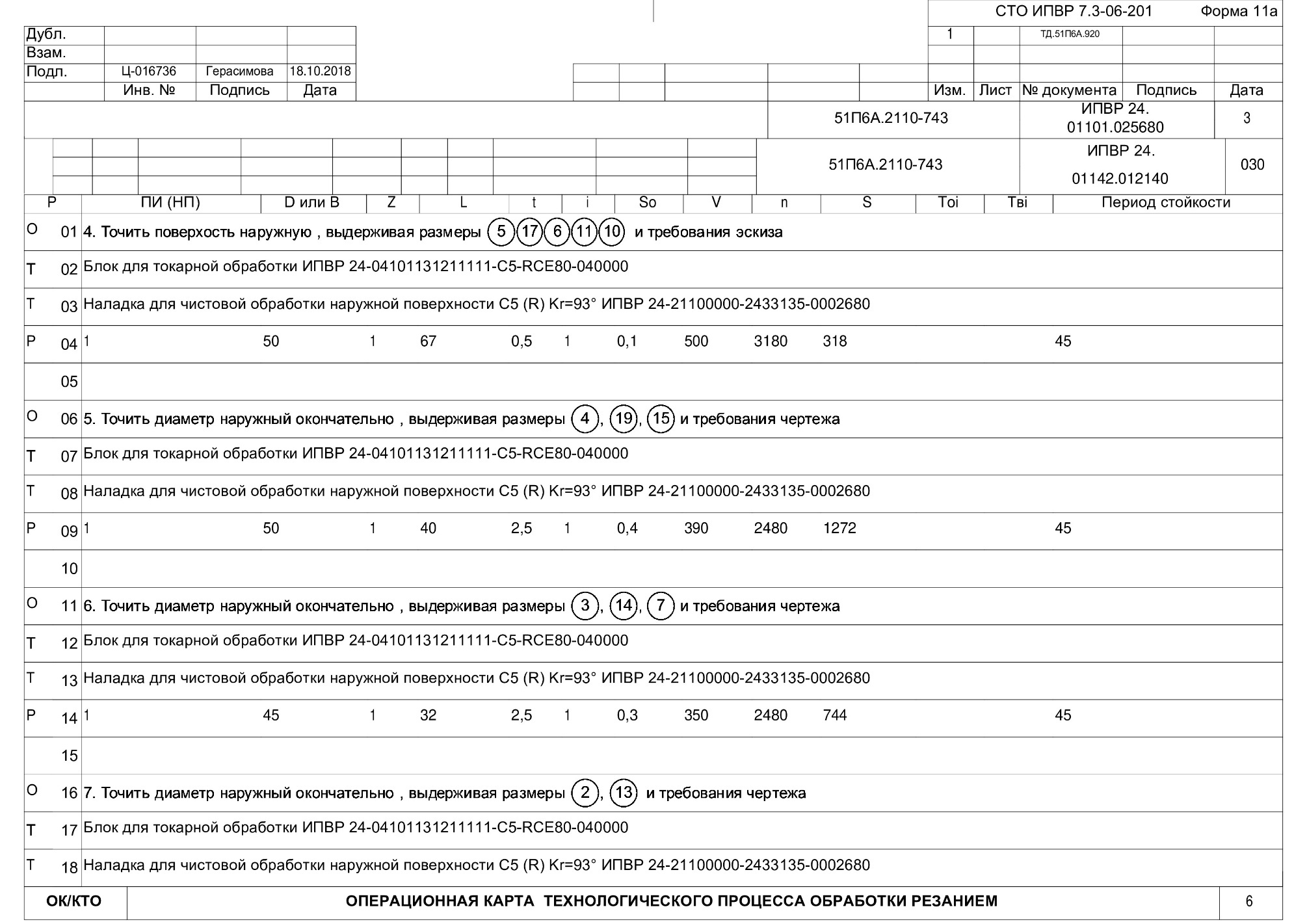
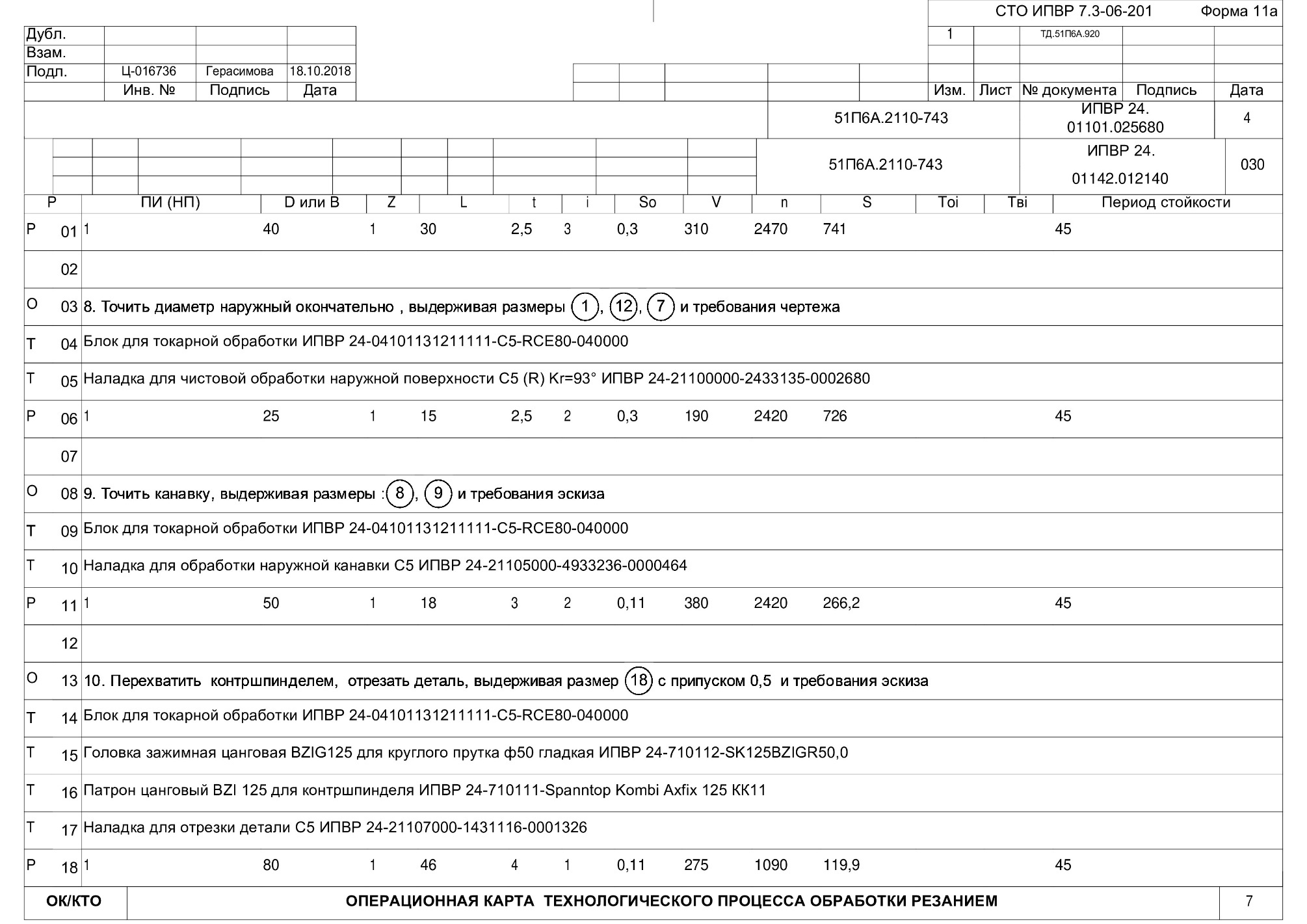
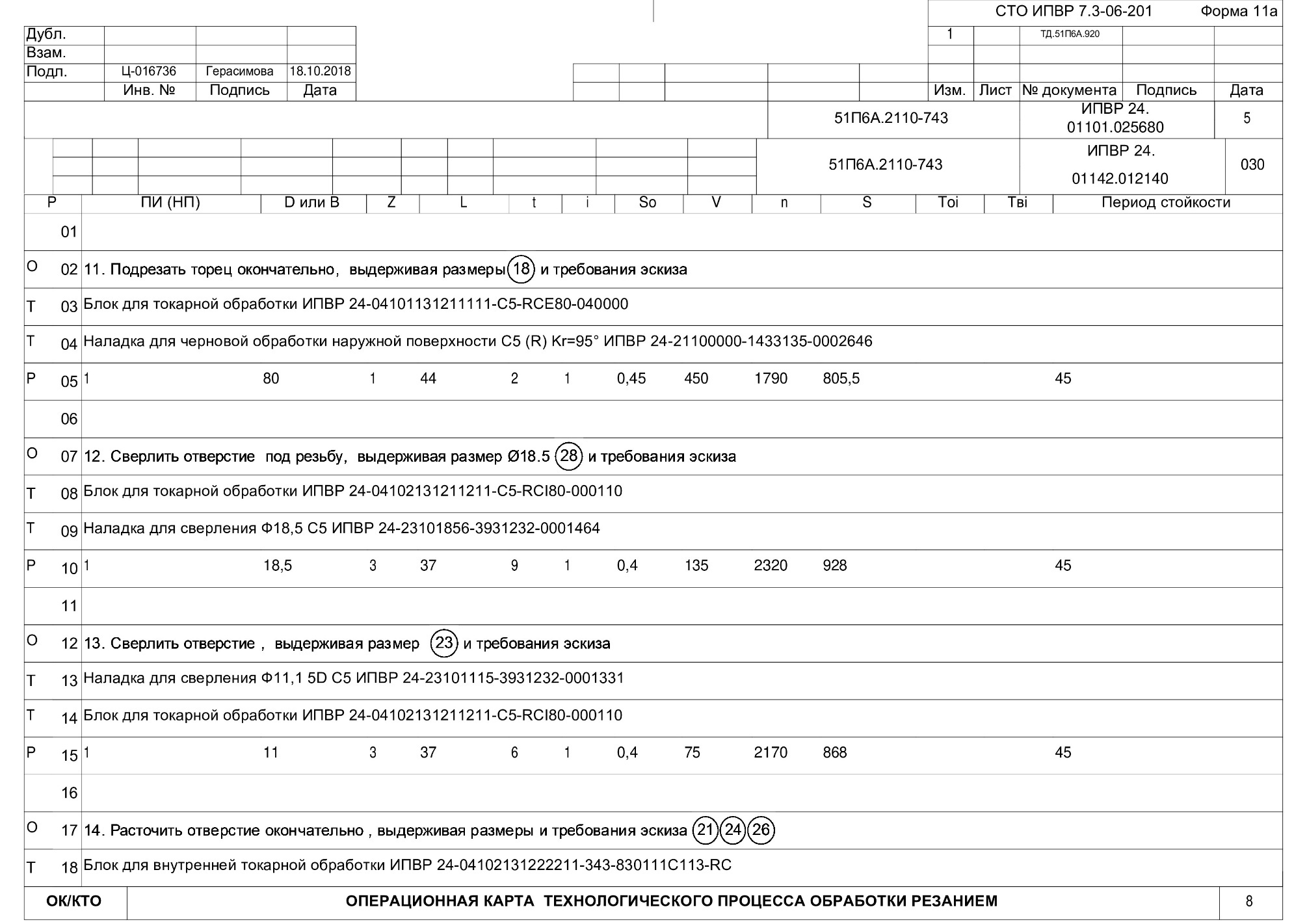
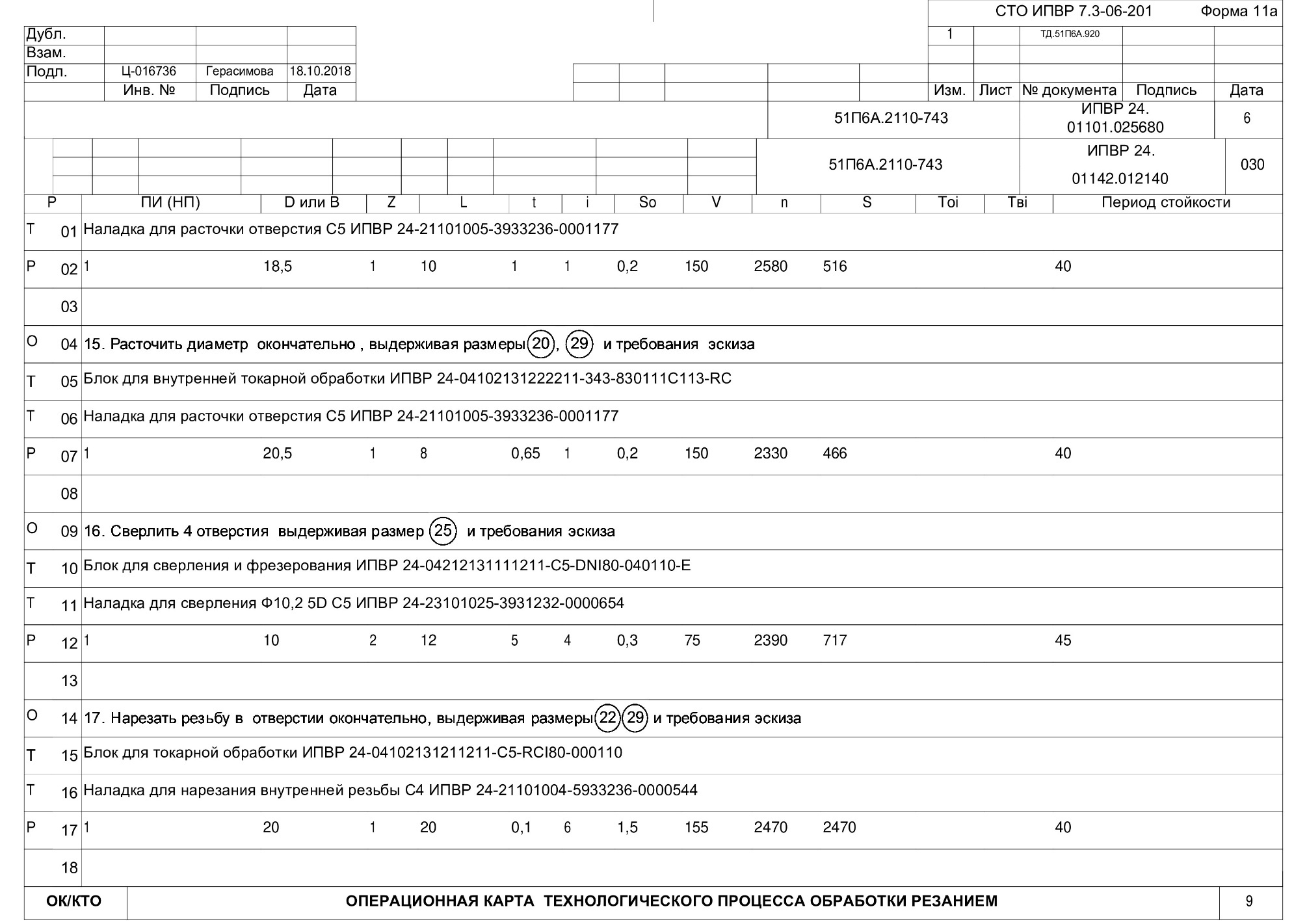
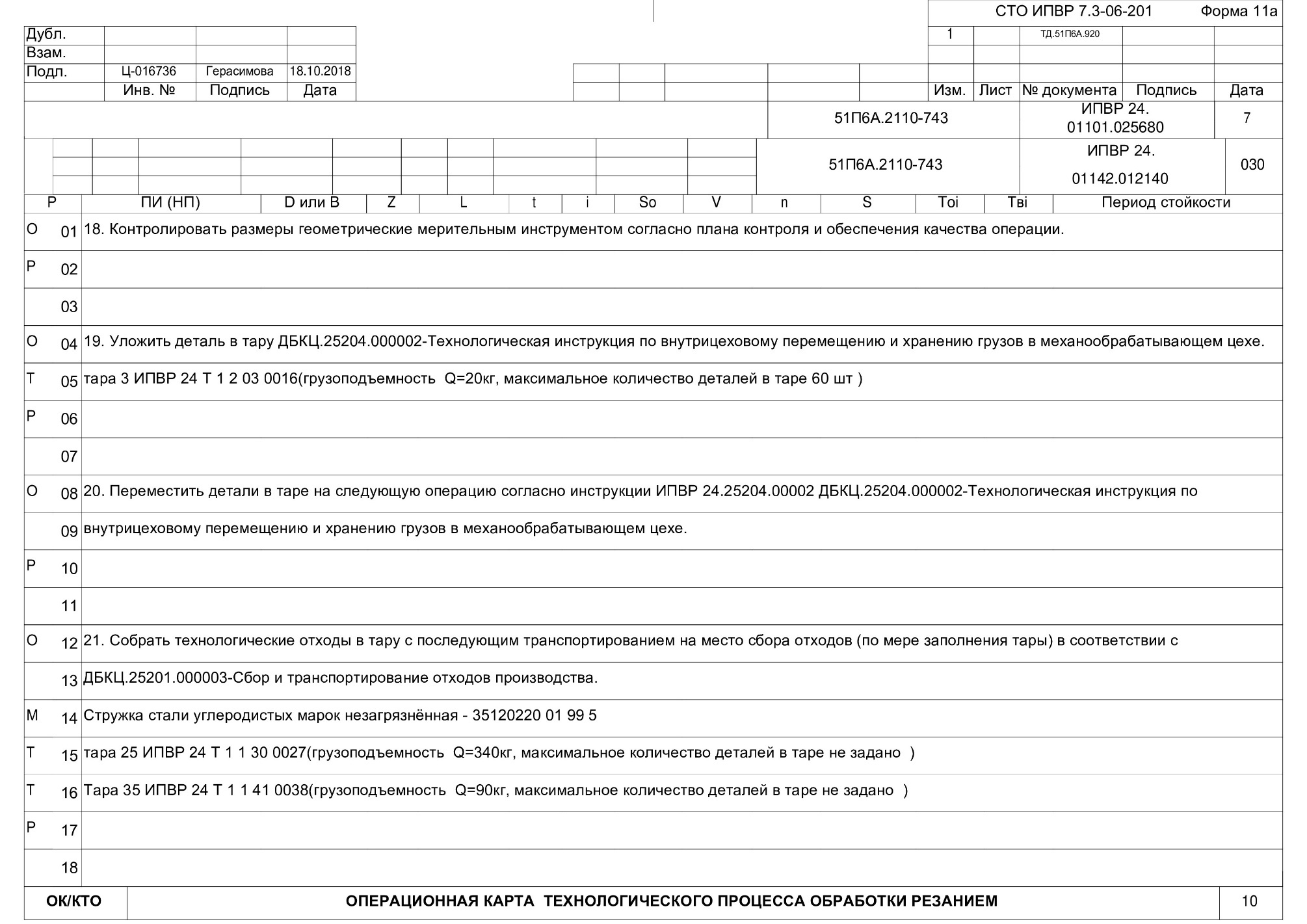
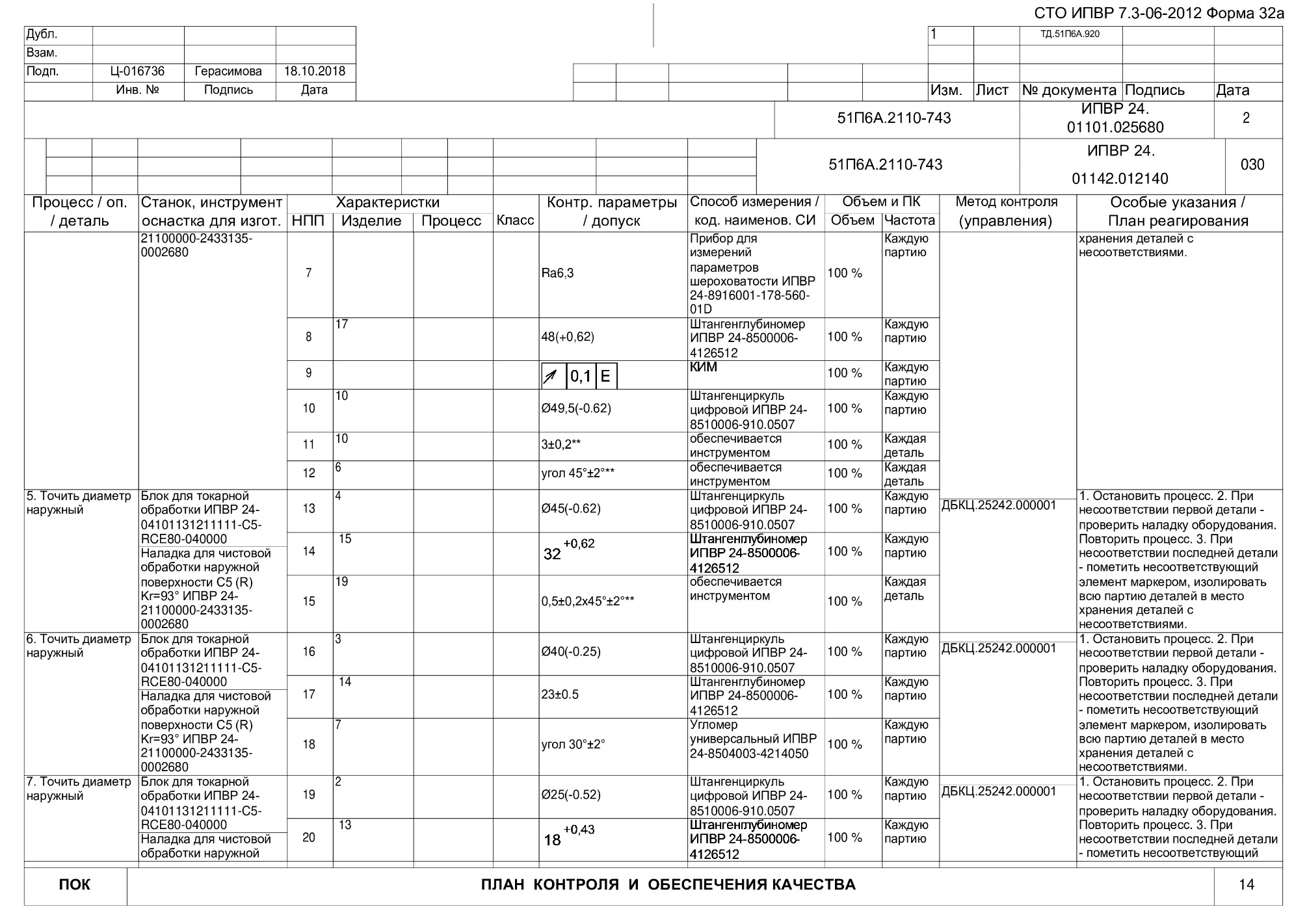
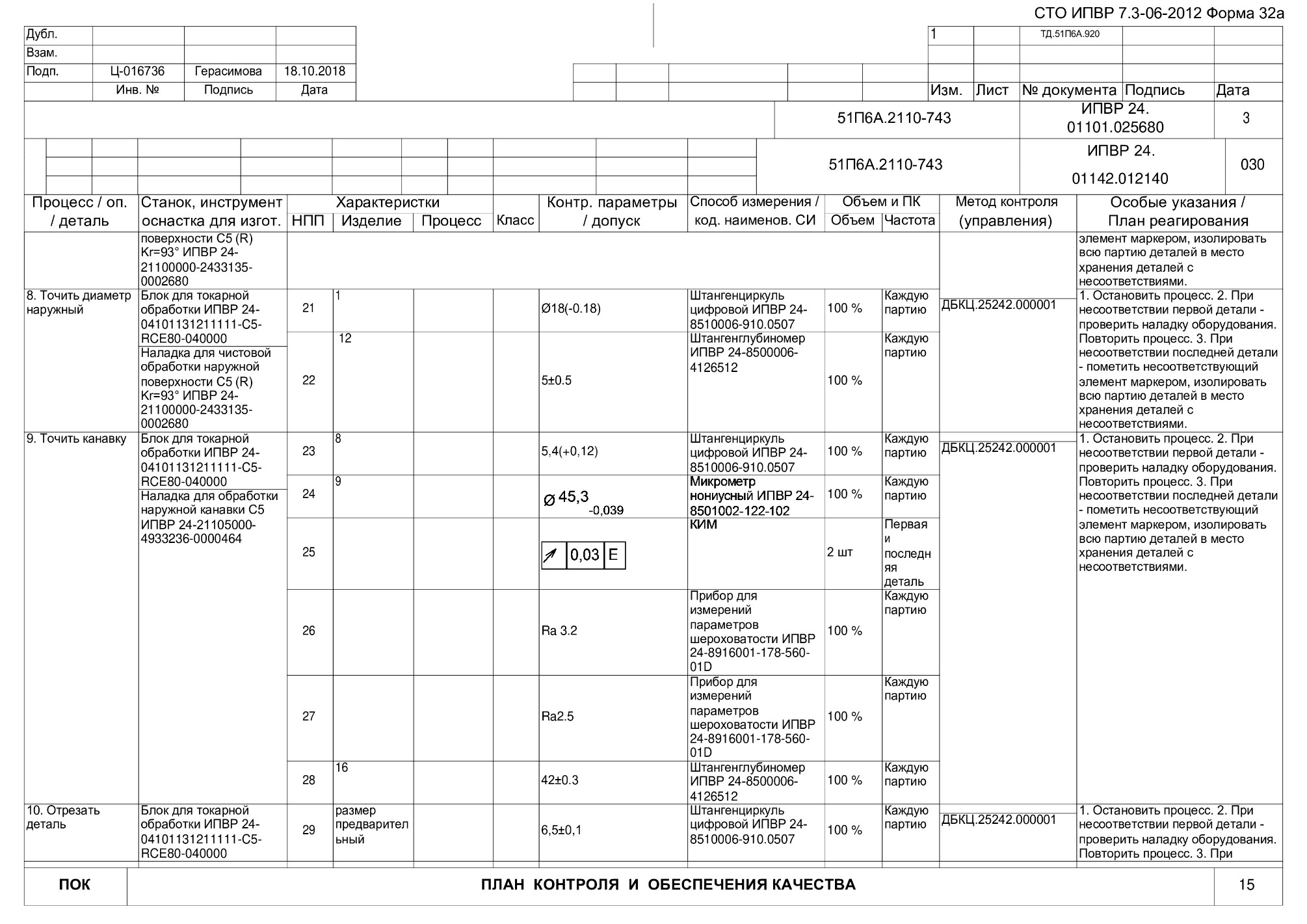
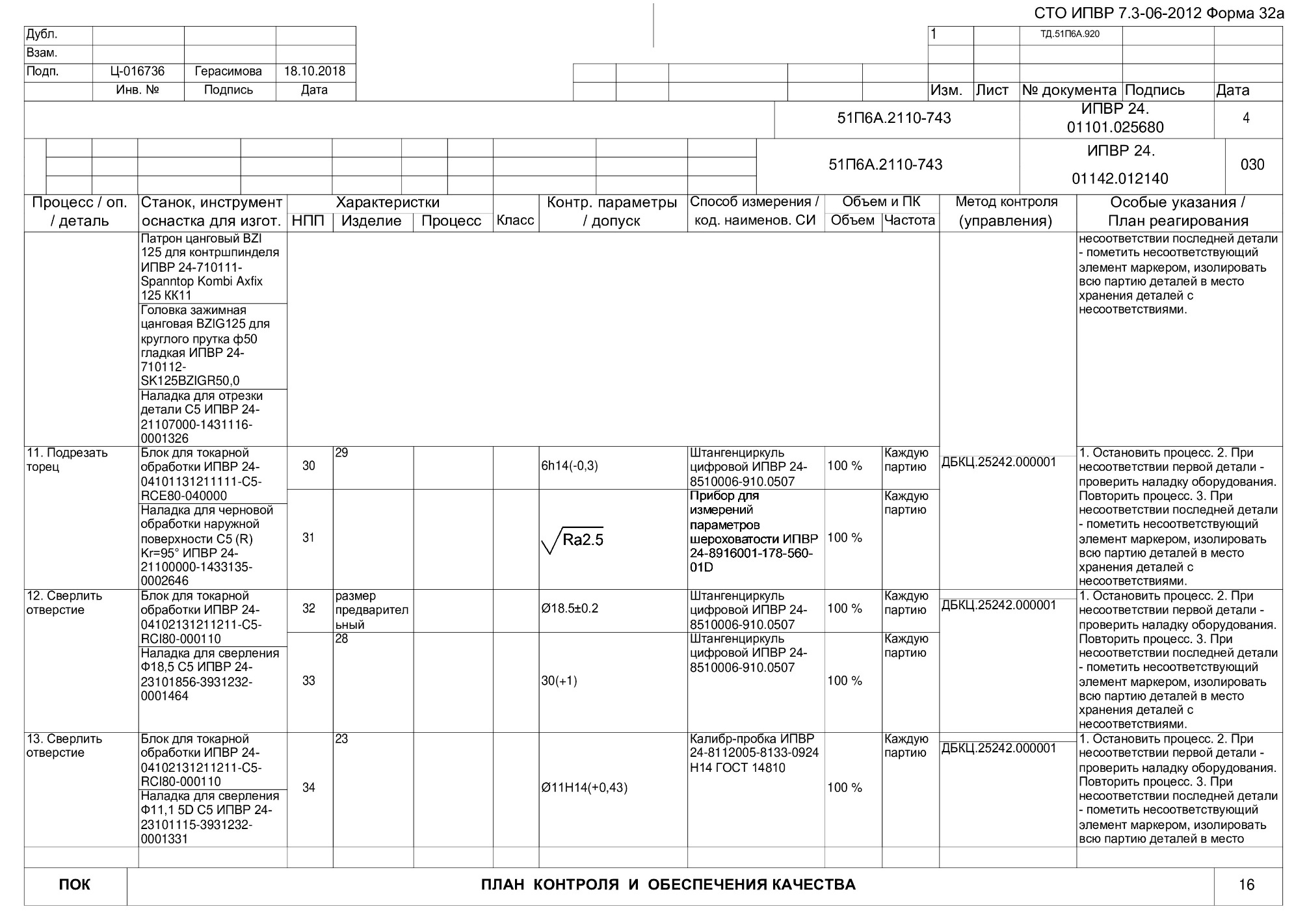
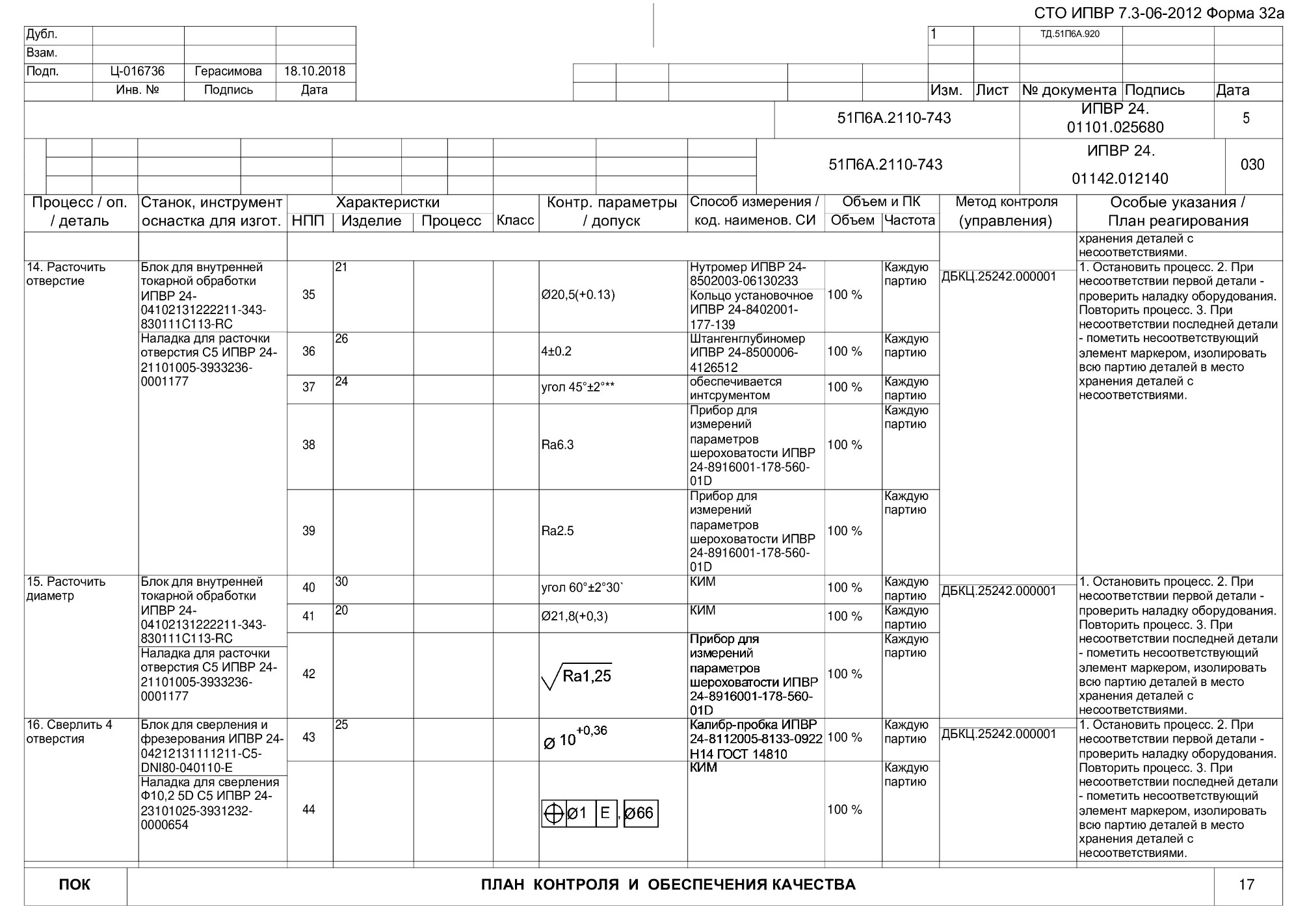
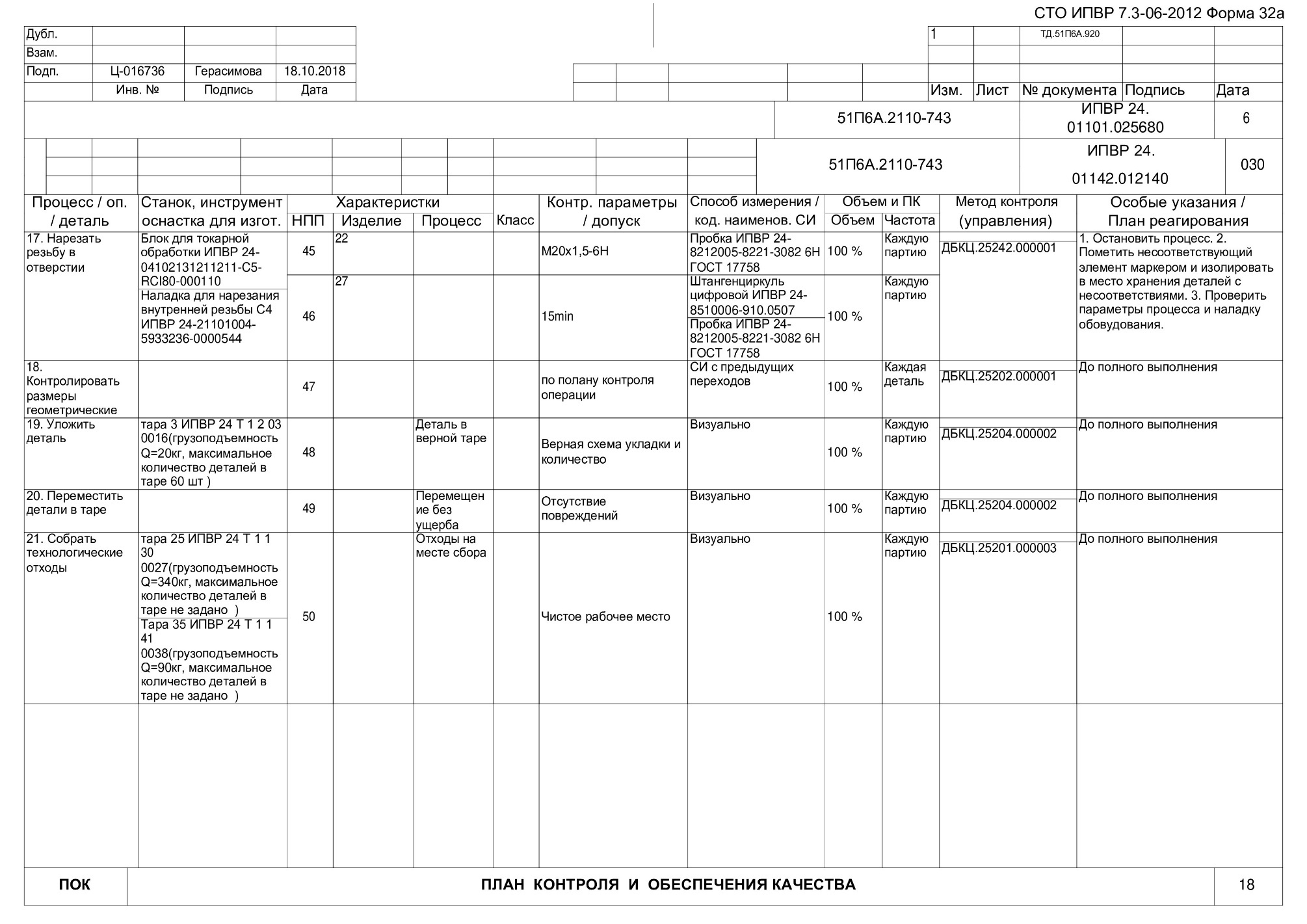
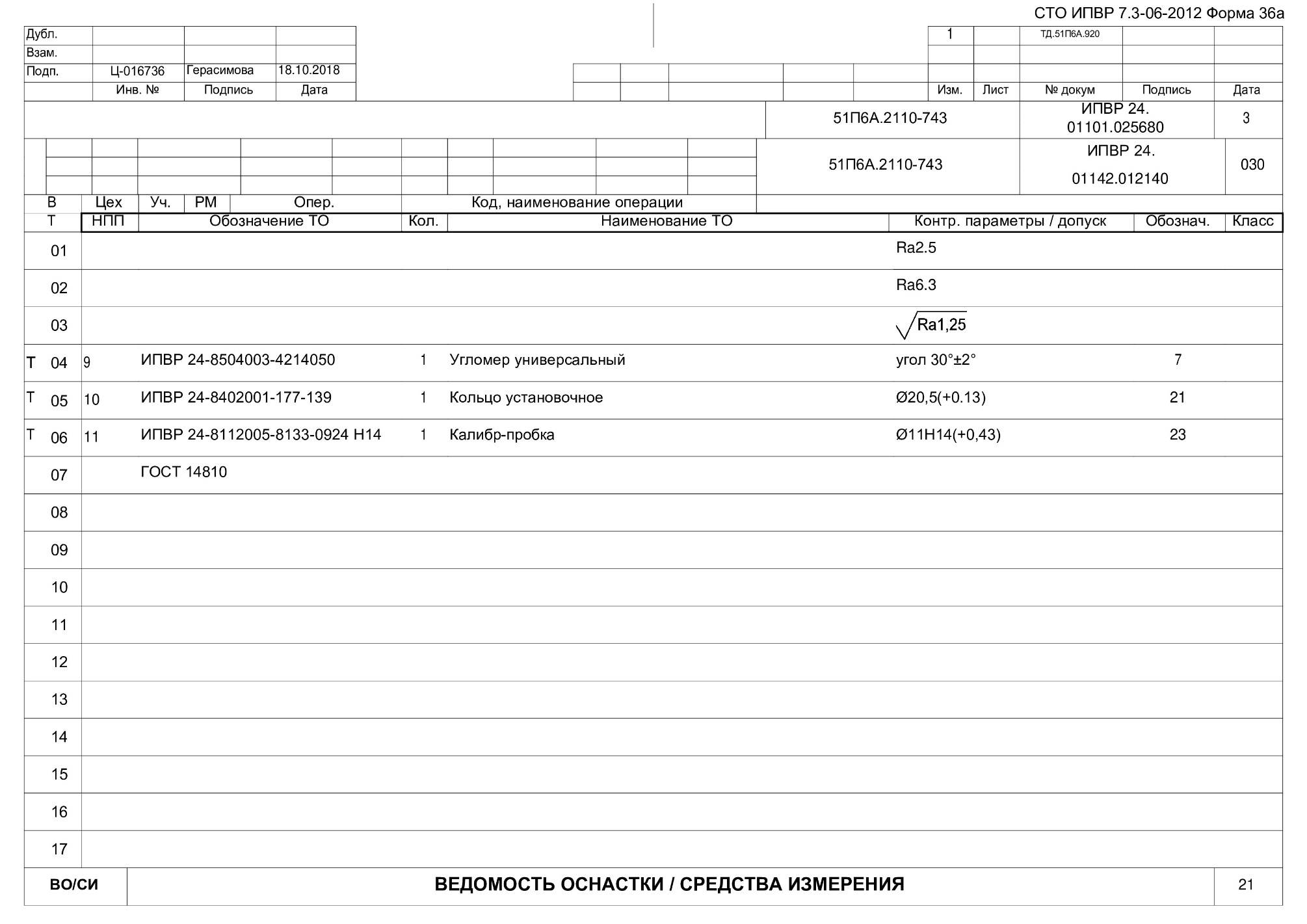
Виды операций В технологическом процессе изготовления детали «Фланец» выполняются следующие операции, которые представлены в таблице 4.8. Таблица 4.8- Операции
Все вышеперечисленные операции относятся к стандартным. Проведя анализ технологического процесса, можно сделать вывод, что все операции лезвийной обработки имеют следующую структуру: одноместная, многоинструментальная, последовательная. Операции промывки является многоместной.
Анализ приспособлений
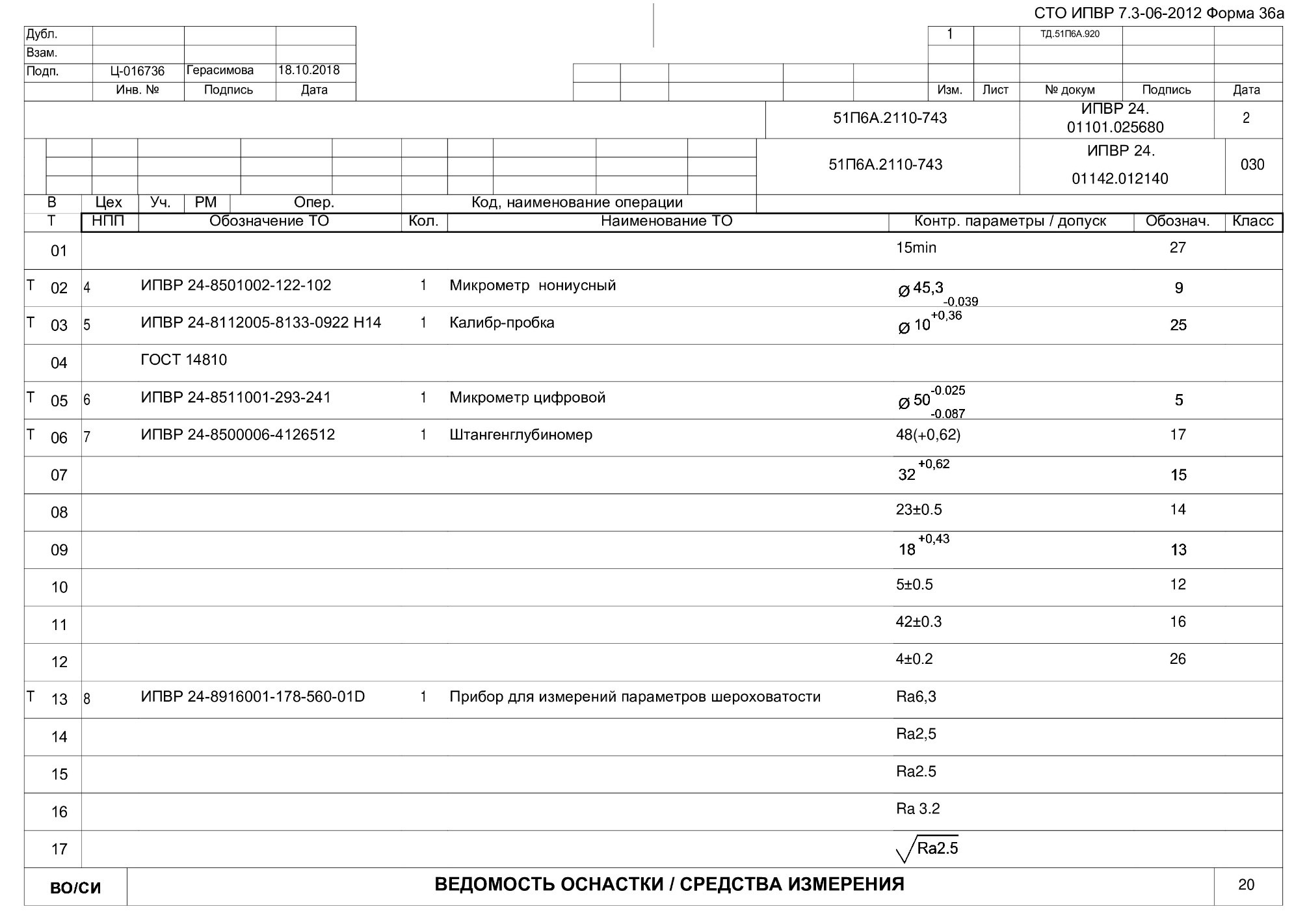
Анализ применяемых рабочих приспособлений для закрепления деталей на станке при выполнении операции подразумевает выявить вид приспособления, их соответствие типу производства, уровень механизации. В технологическом процессе основном применяется стандартные приспособления, такие как цанговый патрон на токарной операции.Применяемые приспособления приведены в 4.9 Таблица 4.9- Приспособления
Примечание: С-специальное, Сп-специализированное, У-универсальное Вывод: В анализируемом технологическом процессе используются Универсальные приспособления, фиксация детали после установки в приспособление механизированная и ручная, что соответствует мелкосерийному типу производства. Применение универсальных приспособлений показывает о высокой культуре производства и применение стандартных приспособлений, что сокращает затраты производства и время на подготовку производства. Список литературы
1. Основы технологии машиностроения: учебник / А.М. Антимонов.— Екатеринбург: Издательство Уральского университета, 2017.— 176 с. 2. Бадаев А.М. Проектирование механосборочных цехов. Учебное пособие. – Горький: ГПИ им. А.А.Жданова, 1985. 3. Данилевский ВВ Технология машиностроения М. высшая школа,1984 4. Черпаков БИ технологическая оснастка Москва ACADEMA 2003 5. ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ, Г. Б. ЯКУШЕВИЧ, Курс лекций по курсу «Технология машиностроения» для студентов специальности 1-36 01 04 – Оборудование и технологии высокоэффективных процессов обработки металлов, стр 3 стр 156 6. МАРОЧНИК СТАЛИ И СПЛАВОВ 7. ГОСТ 2.309-73 ОБОЗНАЧЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ 8. ГОСТ 8908-81. Основные нормы взаимозаменяемости. Нормальные углы и допуски углов 9. ГОСТ 6636-69ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ Нормальные линейные размеры 10. ГОСТ 2789-73 Шероховатость поверхности.
Кафедра «Технология и оборудование машиностроения» ОТЧЕТ По практике
с 2021 г. по 2021 г.
Составил: (Ф.И.О. студента) Группа
Руководитель практики от кафедры:
_____________ ___________ ученые звание и степень подпись
Оценка за практику: _______________
«_____»__________ 2021 г.
Нижний Новгород 2021 Оглавление
1. Краткое описание предприятия и его истории. 3 2. Описание назначения и конструкции изделия, в которое входят детали, предложенные к изготовлению на проектируемом участке. 4 3. Организационные формы производства. 5 4. Анализ действующего процесса. 7 4.1. Анализ чертежа детали представителя и его исправления. 7 4.2. Анализ метода получения заготовки. 12 4.3. Анализ маршрутного технологического процесса. 16 4.4. Анализ операций и их содержания (оборудования и оснастки, схем обработки, видов переходов и др.) 18 5. Перечень материалов собранных в процессе прохождения практики. 2 Вывод. 2 Список литературы.. 21 Приложение……………………………………………………………………...22
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2022-01-22; просмотров: 147; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.119 (0.007 с.) |


 – средняя шероховатость детали.
– средняя шероховатость детали. – количество поверхностей с шероховатостью.
– количество поверхностей с шероховатостью.
 . Так как Кш < 0,32, то по этому показателю деталь является технологичной.
. Так как Кш < 0,32, то по этому показателю деталь является технологичной.



 - деталь технологична
- деталь технологична
 ,
, - количество стандартных поверхностей (условно с размерами по ГОСТ 6636)
- количество стандартных поверхностей (условно с размерами по ГОСТ 6636) - общее количество поверхностей.
- общее количество поверхностей.