
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обладнання та автоматизація швейного виробництваСодержание книги
Поиск на нашем сайте
ІІІ модуль Лабораторна робота №7 Тема: Деталі, механізми та типи передач швейних машин (2 год.) Мета: Поглибити та закріпити знання щодо елементів машинознавства. Навчитись визначати види деталей, механізмів та передач швейної машини. Завдання 1. Опрацювати теоретичний матеріал лекцій та наведені короткі теоретичні відомості Деталі з яких складаються швейні машини можуть бути з’єднані між собою різними способами. Вони можуть рухатися одна відносно іншої – рухомі з’єднання. Якщо деталі не рухаються відносно інших – такі з’єднання є нерухомими. Рухомі і нерухомі з’єднання можуть бути роз’ємними (їх можна розбирати) та нероз’ємними (не можливо розібрати без пошкодження). Роз’ємні з’єднання: різьбові, шпонкові. Шліцові; нероз’ємні: зварні, заклепочні, паяні. Деталі об’єднуються в ланки та механізми. До типових механізмів човникових швейних машин належать: · механізм голки, робочий орган цього механізму – голка; · механізм човника, робочий орган – човник; · механізм ниткопритягувача, робочий орган – ниткопритягувач; · механізм зубчастої рейки (механізм транспорту або механізм переміщення матеріалу: тканини, полотна, шкіри тощо), робочий орган – зубчаста рейка. Сукупність цих типових механізмів та їхніх робочих органів дозволяє отримувати на човникових швейних машинах різноманітні човникові строчки. У швейній промисловості великого поширення набули одноголкові швейні машини човникового стібка для виконання стібків класу 300. Стібки класу 300 утворюють човникову строчку, що складається із двох ниток: верхньої, або голкової, оскільки крізь шари тканини її проводить голка, та нижньої, або човникової, оскільки вона заправлена в човниковий пристрій.
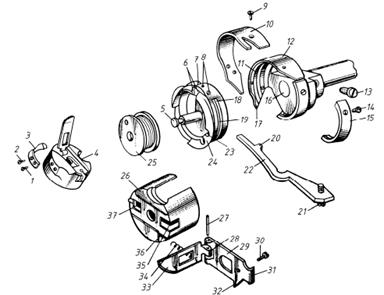
Для передавання енергії (руху) від ведучої ланки (елемента) до веденої, як правило з перетворенням швидкості, і відповідною зміною обертального моменту використовують механічні передачі. Види передач: Фрикційна – механічна передача, що передає обертальний рух від ведучої ланки (валу, осі) до веденої внаслідок тертя, що виникає між тілами кочення (дисками, конусами), притиснутими одне до одного. Зубчаста – механічна передача, в якій енергія від ведучої ланки до веденої передається за допомогою зубчастих коліс (бувають циліндричні, конічні, гвинтові) Пасова передача – механізм, що передає обертальний рух за допомогою безкінечного приводного паса, який охоплює з натягом шківи, насаджені на валах. Бувають плоскі, клино-, поліклино-, кругло- та зубчастопасові. Кожна передача характеризується передаточним числом, тобто відношенням числа зубців колеса до числа зубців шестерні. Шестерня – зубчасте колесо з меншою кількістю зубців. При однаковій кількості зубців, ведуче колесо – шестерня, а відоме - колесо Завдання 2. Розглянути схеми механізмів швейних машин. Заповнити таблицю





Завдання 3. Записати які передачі і з якою метою використовують у швейних машинах. Оформити звіт. Захистити роботу. Лабораторна робота №8 Тема: Підбір голки швейних машин та прийоми їх встановлення (2 год.) Мета: Поглибити та закріпити знання щодо особливостей будови голки. Освоїти прийоми встановлення та заміни голок
Завдання 2. Розрахувати довжину стержня голки, її діаметр та визначити номер голки. Варіант відповідає букві прізвища Необхідну довжину стержня lС розраховують за функціональними та конструктивними характеристиками, параметрами утворення петлі-напуску голкової нитки та взаємодією човника з голкою.
де S0 – підйом голки з крайнього нижнього положення (КНП), необхідний для утворення петлі-напуску. Згідно з експериментальними даними та практикою експлуатації машин – S0 ≈ 2 мм. Важливу роль в утворенні петлі-напуску оптимальної величини і форми, при незначному підйомі голки з КНП, відіграє човник, шпулетримач якого забезпечує утворення петлі-напуску з одної сторони голки, саме там, де відбувається захват її носиком човника. а – перевищення носика човника над верхньою кромкою вушка голки. В звичайних умовах цей параметр як величина, що забезпечує вхід носика човника в найбільш розширену частину петлі-напуску, становить а ≈ 2 мм. b – відстань між верхньою точкою траєкторії носика човника і нижньою площиною голкової пластинки. Цей параметр, з урахуванням розміщення та руху зубчастої рейки, в залежності від товщини матеріалу та інших особливостей машини, беруть в межах b ≈ 5-8 мм. с – товщина голкової пластинки. В залежності від товщини матеріалу та інших, наприклад, конструктивних міркувань c ≈ 1,5-3 мм. m – товщина пакету матеріалу у стиснутому стані. Цей параметр задають згідно з функцією машини, її призначенням. Для човникових швейних машин загального призначення m = 4-5 мм. e – відстань між тканиною та підошвою лапки, що знаходиться у піднятому положенні. Цей проміжок приймають головним чином з ергономічних міркувань, щоб забезпечити зручність заправки матеріалу. Він, звичайно, дорівнює е ≈ 3-5 мм. n – товщина притискної лапки. В залежності від товщини пакету матеріалу та конструктивних міркувань n ≈ 1,5-3 мм.
d *100 – номер голки
Голки виробництва США, Німеччини та Японії мають інший порядок номерів, оскільки вимірювальною одиницею цих країн є не міліметри, а дюйми. Співвідношення номерів наведено в таблиці
Завдання 3. Продемонструвати правила встановлення голки
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-18; просмотров: 838; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.178.162 (0.007 с.) |





 Завдання 1. Виконати специфікацію до креслення «Будова голки»
Завдання 1. Виконати специфікацію до креслення «Будова голки»
 ,
, 



