Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
The effect of nickel, chromium, and primary alpha phase on the creep behavior of Ti 6242siСодержание книги
Поиск на нашем сайте
K.E.THIEHSEN, M.E. KASSNER, J. POLLARD, D.R. HIATT, and B.M. BRISTOW
Elevated temperature creep tests were performed on Ti 6242So deformed to small (<0.002) plastic strains using a highly aligned creep testing apparatus. Specimens were solution annealed at various temperatures below the beta transus (Tß – 6 OC to Tß – 52 OC) which controlled the volume fraction of primary alpha. Decreases in the amount of primary alpha are associated with decreased primary and steady-state creep rates. The effects of trace levels of the elements Ni and Cr on the creep properties of Ti 6242Si were also studied. Relatively small additions of Ni (0.075 to 0.093 wt pct), which appeared to segregate to the bcc beta phase, substantially increased the creep rates of this alloy, while additions of Cr up to 0.278 wp pct had little, if any, effect on the creep rates.
I. INTRODUCTION
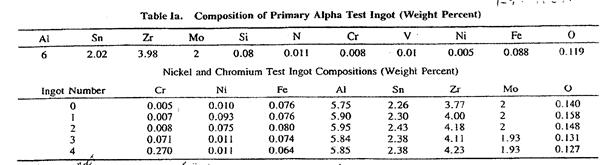
Ti-6 wt pct Sn-4 wt pct Zr-2 wt pct Mo-0.1 wt pct Si is classified as a near alpha, alpha-beta alloy, since it is composed primarily of the hcp alpha phase at ambient temperature, although some bcc beta phase is still present in the microstructure. The alloy is frequently utilized subsequent to an anneal that is 14 0C to 28 0C below the beta transus, Tß- A typical microstructure for the alloy when annealed below the beta transus consists of equiaxed grains of primary alpha in a matrix of lenticular alpha and beta platelets. The amount of primary alpha phase in the microstructure decreases as the solution anneal temperature approaches the beta transus. Ti 6242Si must usually satisfy stringent specifications before it is accepted for most applications. A common specification requires an accumulated creep strain of less than 0.001 after 35 hours at 241 MPa and 510 0C[1]. Thus, since the variables that affect the small plastic-strain creep in this alloy at this temperature are very important, small strain creep plasticity in this alloy is the focus of this study. Previous work by Bania and Hall, [2] Seagle et al., [3] and Chen and Coyne [4] indicated that the steady-state creep rate may be strongly influenced by the amount of primary alpha in the alloy and, hence, the solution annealing temperature. The present investigation attempted to confirm the steady-state findings of these authors who suggested that by raising the solution annealing temperature toward the beta transus, thus reducing the amount of primary alpha, the steady-state creep rate would decrease. Confirming the results was considered important, since the data were limited in both quantity and reproducibility. The primary creep range, where previous investigators[2, 3, 4] report no (or inconsistent) data, was also investigated in the present study, since it dominates the creep deformation at small (εp < 0.002) plastic creep strains. It has also been shown that small additions of certain alloying elements can dramatically affects the creep properties of Ti 6242Si. For instance, a relatively small quantity of silicon added to the alloy decreases the permanent creep deformation in the alloy after 100 hours at 510 0C and 241 MPa from approximately 0.002 at 0.01 wt pct Si to 0.0009 at 0.09 wt pct Si. [3] Similarly, small amounts of bismuth and sulfur added to an alloy similar to Ti 6242Si have been shown to increase creep resistance. [5] Conversely, it has also been shown that impurities, such as iron[5, 6] and oxygen, [7] can dramatically degrade the creep properties of the alloy. It is not uncommon for small concentrations of impurity elements to be present in production ingots of titanium alloys such as Ti 6242Si. Elements, such as iron, nickel, and chromium, may leech into the raw sponge during the Kroll sponge production process if stainless steel retorts are used. [8] These elements and carbon can also enter an ingot if recycled titanium chips or machine turnings are used which contain small amounts of other materials, such as stainless steel, chipped carbide tooling, etc. The effects of trace levels of nickel and chromium on the creep properties of Ti 6242Si do not appear to have been investigated. Thus, the effects of these two commonly found trace impurity elements were studied. Meaningful data could only be collected with very precise equipment, since the measured plastic strains were generally small (< 0.002). In particular, significant errors in the creep sample are introduced into the specimen by the testing apparatus. Therefore, improvements were made to the standard high-temperature creep testing apparatus to improve the accuracy of the creep tests. II. EXPERIMENTAL PROCEDURE The samples used for the determination of the effect of the amount of primary α on creep were forged from a production billet of OREMET Ti-6242Si (heat number T 90847) which had a beta transus T β = 1004 0C (determined by differential thermal analysis [DTA]). The composition is listed in Table 1a. The billet was processed by forging a vacuum arc-melted 914-mm diameter ingot to a 152-mm diameter billet using a two-stage process.
The initial reduction was in the beta temperature range between 1065 0C and 1149 0C (T β + 61 0C and + 145 0C) where the ingot was forged to a 254-mm-diameter octagon. The final forging at T β – 36 0C reduced the diameter to 152 mm. the forged ingot was then cooled to ambient temperature which resulted in a microstructure of principally elongated primary alpha due to relatively slow cooling because of the large diameter of the ingot. Sample coupons were then extracted from the billet and forged. The samples had initial dimensions of 64x64x95 mm. these coupons were heated for 2 hours at T β – 36 0C +/- 14 0C before forging. Hammer forging of the samples was performed at OREMET at a strain rate of between 63 and 252 s-1. Six forging passes were required to reduce the sample coupon to the desired cross-sectional dimensions of 41x16 mm. the resultant true and engineering strains were 5.1 and 1.81, respectively, for the coupon forging sequence. The samples were air-cooled after forging and solution-annealed at either T β – 6 0C, T β – 28 0C, T β – 52 0C for 1 hour and air cooled. This resulted in lenticular alpha rather than elongated primary α due to the faster air-cooling rate of the smaller samples. The samples were then aged at 643 0C for 8 hours and air cooled to ambient temperature as is consistent with standard practices for this alloy. [1] Tensile samples with a 25.4-mm-gage length and a 6.35-mm diameter were cut from the coupons. The axes of the tensile samples were parallel to the long axis of the forgings. The creep strain was measured using a single Applied Test Systems model 4112 extensometer configured for 6.35-mm-diameter samples with 25.4-mm-gage lengths and a Measuretron model L1-12 linear variable capacitance transducer. The extensometer was determined to have an error of less than +/- 50 microstrain over a 72-hour period. The creep tests were performed on an Arcweld (SATEC) model UC creep testing machine. Anomalies in the data observed during preliminary tests (i.e., significant variations in elastic strain on loading and poor reproducibility of the creep rates) using a single extensometer indicated that bending moments existed in the system. The level of bending observed would be insignificant in a conventional (e.g., 0.1 to 0.2 plastic strain) creep test. However, at the very low plastic strains measured in this investigation (<0.002) and the relatively high elastic strain on loading (~0.0035), less than perfectly aligned testing systems can have bending moments that cause a stress gradient. Stress gradients can cause anomalously high or low creep rates, as measured by a single extensometer. To ensure minimal bending, creep test machine pull rods precision ground straight to within 0.01 mm using stress relieved INCONEL* 600 were utilized. High-temperature double clevis universal-type specimen grips were designed and fabricated from X750 INCONEL. *INCONEL is a trademark of Inco Alloys International, Inc., Huntington, WV.
Another universal was added to the lower part of the standard “load train”. Thus, a total of four universal joints were present in the load train. The universal grips were lubricated with graphite. The standard recommended practices for determining the magnitude of bending were utilized prior to all creep tests. [9, 10] It was determined that Ti 6242Si did not measurably creep at ambient temperature at 241 MPa (the standard applied creep stress). This allowed strain gages to be mounted on all creep test samples for ambient temperature prealignment at 241 MPa. Four strain gages were mounted at 90 deg intervals around the sample, and the bending in the sample was then measured for various operations of the sample within the threaded universal grips. A configuration that minimized the bending at ambient temperature was identified. Bending values were calculated according to the following formula:
pct bending = (average elastic strain) – (maximum or minimum elastic strain) (average elastic strain) x 100 [1] The improvements to the apparatus allowed a reduction of test sample bending at ambient temperature to less than 4 pct (and as low as 0.7 pct). The strain gages were then removed, while the sample was still loaded to prevent misalignment during stripping. The adhesive was removed, and the sample was then given a final cleaning with methanol. Three thermocouples were attached, at the top, middle, and bottom sections of the specimen gage length. This allowed for precise temperature monitoring and control. The extensometer was the attached to the sample which was then unloaded to 25 MPa (a stress at which no measurable creep occurs at 510 0C) and heated to 510 0C. The creep tests were commenced once the temperature was allowed to stabilize at 510 0C +/- 2 0C for 3.5 to 4.5 hours. A three zone furnace with Eurotherm power supplies and controllers was utilized. The smples were tested for 72 hours (or longer) to ensure that a mechanical steady state was achieved. The temperature typically did not vary by more than 2 deg from 510 0C at any point along the specimen throughout the test. All creep data reported in this article are unaltered raw data; “smoothing” was not performed. After creep testing, the samples were sectioned and the microstructures were examined by optical metallography and transmission electron microscopy (TEM). Area fractions of primary α were determined using computerized image analysis of the metallographic specimens and were verified by manual point counting. Metallographic sections were taken parallel and perpendicular to the tensile axis. Two parallel sections were extracted that were 90 deg apart. The TEM foils were produced from 0.5-mm sections extracted from the gage section that were perpendicular to the tensile axis using a low speed diamond cutting saw. These were ground to a thickness of 150 µm in stages using 30, 12, and 3-µm alumina polishing paper. Three-millimeter-diameter disks were subsequently cut from the center of the slices by an abrasive slurry disk cutter. The disks were then jet polished at -40 0C to perforation using a solution consisting of 10 pct HCIO4, 10 pct isobutyl alcohol, and 80 pct methanol at 25 V. The microstructure was examined with a PHILIPS* CM12 scanning transmission electron microscope (STEM) operated at 120 kV. *PHILIPS is a trademark of Philips Electronic Instruments Corp., Mahwah, NJ.
Compositional analysis was performed using a KEVEX** X-ray energy dispersive spectrometer (XEDS) attached to the STEM with an electron beam size reduced to ~ 10 nm.
**KEVEX is a trademark of Kevex Corporation, Foster City, CA.
Five special 24.4-kg laboratory ingots with the compositions appearing in Table Ib were prepared by OREMET to study the effects of Ni and Cr on creep. All of the ingots were forged at the United States Bureau of Mines, Albany, OR. The 203-mm-diameter ingots were heated to 1149 0C and soaked for 8 hours then forged to 165-mm octagons in 3 steps with a 20-minute reheat to 1149 0C between each forging step. Then the sample was air-cooled until the metal visually appeared to be ambient temperature and subsequently reheated to 945 OC for 90 minutes. The ingot was then forged in two steps down to a 127-mm square with a 20-minute reheat to 945 0C (below Tβ) between the steps. Next, it was beta annealed at 1038 0C for 80 minutes and water-quenched. Following quenching, the ingot was reheated to 971 0C for 90 minutes and then forged in nine steps down to a 57-mm square with a 20-minute reheat to 971 0C after each step. Sample coupons were then extracted from the billet and hammer forged using the same procedure used to make the samples for determining the effect of primary α except that all coupons were solution annealed at T β – 14 0C. The samples were then creep tested using procedures identical to those described earlier with the exception of the use of a high-temperature synthetic grease instead of graphite for lubricating the double clevis grips.
III. RESULTS
A. Effect of Primary α-Phase
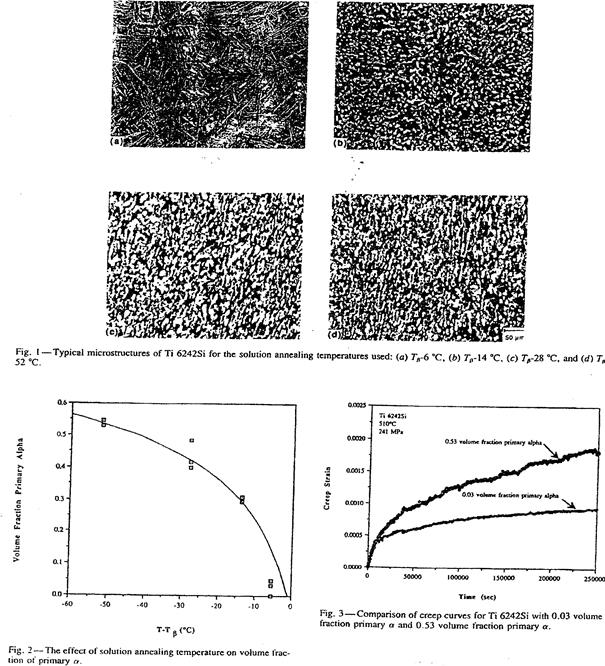
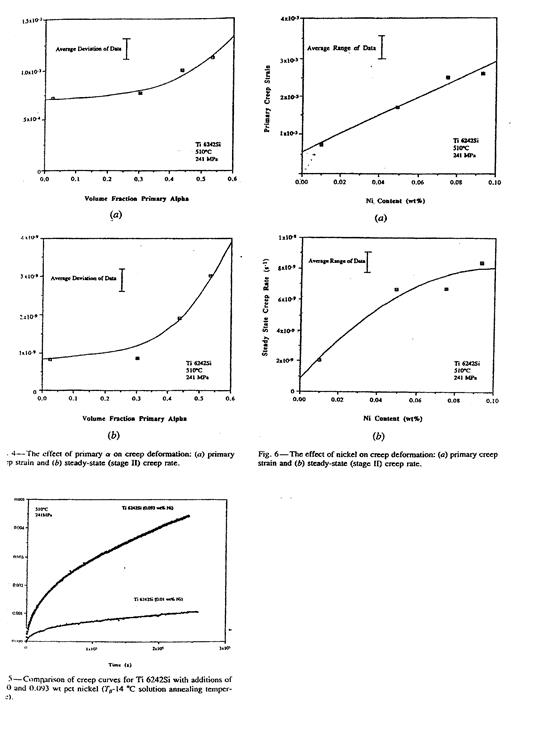
Figures 1(a) through (d) shows the typical microstructure of hammer-forged samples solution annealed at Tβ – 6 0C, Tβ – 15 0C, Tβ – 36 0C, and Tβ – 52 0C. Bands of elongated primary alpha are evident at lower annealing temperatures but diminish with higher solution annealing temperatures. A companion study by the authors suggests that the elongated primary alpha grains observed in the samples solution annealed at or below 1018 0C may be remnants of the elongated alpha of the forged billets. [11] The dependence of the amount of primary alpha on solution annealing temperature (relative to the beta transus) is shown in Figure 2. As anticipated, the amount of primary alpha in the sample is a strong function of the solution annealing temperature. With the exception of the T β – 60C samples, which contained slightly less primary alpha than predicted, the percentages of primary alpha all fall within the ranges reported by Seagle et al. [3] however, the fractions were generally higher than those predicted by Bania and Hall (who determined the Tβ micrographically rather than by DTA). [2] Some scatter is evident in the data, particularly at higher percentages of primary α. Since the beta phase platelets in this alloy are very thin (<20 µm), they were impossible to accurately characterize using the optical micrography and image analysis which was used to determine the amount of primary alpha. To accurately characterize the changes in the volume fraction and morphology of the beta platelets would have required an extensive TEM study, which was beyond the scope of this investigation. Figure 3 shows typical creep curves for Ti 6242Si solution treated at Tβ – 6 0C and Tβ – 520C. Note that the increase in primary alpha content from ~0.03 to ~0.53 volume fraction causes a large increase in creep. Also note that both the primary and steady-state creep regimes are fairly well defined. Figure 4(a) shows a summary of the primary creep strain as a function of volume fraction of primary α. The onset of stage II creep typically occurred at a plastic strain of 10-3. Figure 4(b) shows a summary of the dependence of the steady-state (stage II) creep rate on the volume fraction of primary α. It is apparent that the steady-state creep rate varies with the volume fraction of primary α. Since bending stresses decrease with plastic strain, the stage II or steady-state creep value may be the most reliable indicator of creep resistance. The scatter bands appear significant, however, the “average scatter” was biased by an anomalously low creep rate for one of the three tests at the lowest primary α fraction. The data are reported as an average of three tests at each primary α percentage corresponding to their respective solution annealing temperature, as found in Figure 2.
B. The Effects of Ni and Cr
Figure 5 compares the creep-rate curves of two Ti 6242Si specimens solution treated at the same temperature (T β – 14 0C) containing 0.01 and 0.093 wt pct Ni. It is obvious that small additions of Ni can dramatically degrade the primary and steady-state creep resistance of Ti 6242Si. The summary of the effects of Ni on the primary and steady-state creep rates are shown in Figures 6(a) and (b). Based on the slope of the best-fit line through the steady-state creep data in Figure 6(b), Ni may increase the steady-state creep rate by about 8000 pct per wt pct Ni over the range of Ni concentrations from 0.01 to 0.1 wt pct. Similarly, Figure 6(a) shows that the primary creep also increases by approximately 5000 pct per wt pct Ni over the range of Ni concentrations studied.
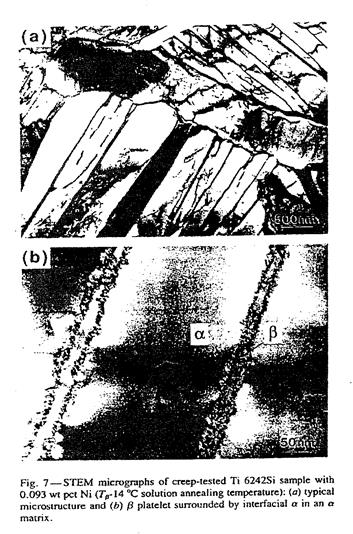
Examination of the sample with the highest Ni concentration (0.093 wt pct) by optical metallography and TEM showed the microstructure to be typical for this alloy for the heat-treating conditions used. Figures 7(a) and (b) shows TEM micrographs of α and β platelets. Figure 7(a) is primarily intended to put Figure 7 (b) in context. Because of misorientation, all of the α grains are difficult to maintain in contrast although some dislocation structure is evident. No nickel-rich precipitates were observed, although fine interfacial α was noted at the α/β interfaces as expected. The β phase is quite thin at only about 10 to 25 nm. The results of an XEDS analysis of the sample with 0.093 wt pct added Ni are shown in Table II the sample with the highest Ni content was chosen for analysis, because the sensitivity of the XEDS system was insufficient to accurately detect the Ni at the lower concentrations. It appeared that all of the Ni and the Fe (also known to degrade creep resistance[6]) segregated to the β phase. In addition to the segregation of Ni and Fe, Sn appears to somewhat segregate to the α phase. The anomalously high oxygen content determined by XEDS is probably due to surface oxidation after jet polishing. The effects of Cr on the creep properties are reported in Figures 8(a) and (b). It appears that Cr has little, if any, effect on the creep properties of Ti 6242Si.
IV. DISCUSSION There is no general consensus as to the rate-controlling creep mechanism in Ti 6242Si at 5100C and 241 MPa. Evans and Harrison, [13] while studying titanium alloys similar to Ti 6242Si, showed that if one accounts for a temperature-dependent threshold stress, the activation energy for creep is in the range of the activation energy for lattice self-diffusion, thus suggesting classic dislocation-climb control. Ankem and Seagle, [6] however, suggested that for α/ β microstructures, creep is mainly due to grain boundary sliding. The evidence they presented for this argument was that pre- and postcreep specimens revealed no significant differences in dislocation substructures within the grain interiors. Increased creep resistance due to Si additions was explained by Si tending to cluster or precipitate on prior β grain boundaries and at α/β interfaces, thus inhibiting grain boundary sliding. Work by Bania and Hall [2] on Ti 6242Si indicates that the activation energy for creep is higher than that for either self-diffusion or silicon diffusion in α Ti at the relevant test temperature and stresses but was very close to that reported for “clustering” of Si on mobile dislocations. Paton and Mahoney [12] noted that the clustering referred to by Bania and Hall also occurred in titanium alloys similar to Ti 6242Si. They describe the clustering phenomenon as dislocations sweeping through the microstructure, collecting Si atmospheres as they move, and causing strengthening rather than stationary dislocations having Si diffuse to them.[12] They argue against grain boundary sliding as the rate-controlling process by noting that when silicides were formed at grain boundaries (which were expected to inhibit sliding), the creep rates were relatively unchanged. They also showed that grain boundary sliding accounted for less than 10 pct of the creep deformation as measured by pre- and postcreep offset of gold grid lines deposited on the sample by electron beam lithography. Because the basic mechanism of Ti 6242Si creep at the temperature and stress used in this investigation is not understood, it is difficult to explain the trends in terms of a basic mechanism. The observed increase in steady-state creep rate with increasing amounts of primary alpha was expected based on the work of Bania and Hall, [2] Chen and Coyne, [4] and Seagle et al. [3] Chen and Coyne [4] reported approximately a threefold increase in the time to 0.002 total creep strain for α + β forgings as solution annealing temperature is raised from T β – 4500C
to the beta transus (at 566 0C and 211 MPa). Seagle at al. [3] reported an approximate 40 pct increase of total creep deformation as the solution annealing temperature was lowered from T β – 120C to T β – 420C. Bania and Hall [2] found that a decrease in primary alpha from 35 to 0 pct resulted in a threefold decrease in steady-state creep rate, while the effects on primary creep were unclear.
In our work we found a decrease in steady-state creep rate of approximately fivefold upon reducing the amount of primary alpha from 53 to 3 pct or a threefold decrease of creep rate with a reduction of primary α from 35 to 3 pct which appears consistent with earlier findings. [2] The work presented here is important since it confirms the earlier steady-state trends, but more significantly, primary creep trends are established. One possible explanation for our observed α-phase trends would be that the decrease in creep rate may be due to a more refined microstructure with less primary α. It has also been established that smaller grain sizes (a more refined microstructure) may result in greater creep resistance. [14] Semiatin and Lahoti [15] suggested that both texturing and banding can as much as double the observed creep strain. Based on the observed banding in our specimens annealed at lower temperatures, texturing may be more pronounced at lower annealing temperatures (larger fractions of primary α), thus leading to higher creep rates. In as much as the β phase is important with respect to small-strain creep, as will be discussed subsequently, the change in solution annealing temperature may affect the β-phase morphology and thus the creep rate. Thus, the “effect” of primary α on the creep properties may be artificial or indirect. While Ti 6242Si is a very complex alloy (six primary constituent elements, several common impurity elements, and an hcp α phase with a bcc β phase), much of the previous research has treated the alloy as essentially a homogeneous material in terms of determining creep mechanisms. This approach may be too simplistic to accurately characterize the creep phenomenon, and perhaps the material should be viewed as a composite instead. Since Fe [2, 10] and Ni, which we find dramatically degrade the creep properties, appear to segregate exclusively to the beta phase, creep in this phase may be the dominating factor in this alloy at 510 0C and 241 MPa at least over the small strain range examined. This may also be consistent with the fact that steady state is observed in the “bulk” (90 pct α phase) after only 0.001 strain. In reality, the strain in the β phase may be much higher and thus more consistent with the values of strain typically observed for the onset of steady-state creep. [15] One theory suggests that Fe may interact with Si (present in both the α and β phases) in such a way that it reduces the ability of Si to inhibit plasticity. [6] This theory might also apply to Ni. Also, since it appears that the Ni and Fe segregates (in solution) to the β phase, it is possible that they could enhance self-diffusivity in the bulk β phase or at the grain boundaries, thus assisting climb-controlled creep or grain boundary sliding. This is consistent with the literature reportings of Ni and Fe effects on self diffusion of β-Ti. [17]
V. CONCLUSIONS
1. Improved testing procedures show that raising the solution annealing temperature appears to increase both the primary and steady-state creep resistance of Ti 6242Si. This beneficial effect may be derived from a combination of several sources, including the removal of such micrographic features as banding or texturing and especially the altering or refining of the α or β microstructure. 2. Small concentrations of Ni appear to segregate uniformly into the β phase and dramatically degrade the creep properties of Ti 6242Si. The explanation for this is unclear. 3. Small additions of Cr have little, if any, affect on the creep resistance of the alloy. 4. The β phase, which comprises only about 10 pct of the alloy, may have a much more important role in the creep of Ti 6242Si over the small strain range examined than previously acknowledged.
ACKNOWLEDGMENTS The authors would like to acknowledge the financial support provided by the United States Bureau of Mines, Oregon Metallurgical Corporation (OREMENT), and the Oregon Economic Development Department through the Oregon Metals Initiative. We would also like to acknowledge the assistance of The United States Bureau of Mines for performing our press forging and of G. Buchanan at OREMENT who performed our coupon forgings. Finally, we would like to acknowledge the assistance of U. Kansal with the metallography and Professor J. Koike with the TEM in this work. Conversations with Dr. P. Bania of TIMET are also appreciated.
REFERENCES
1. S.A.E. Aerospace Material Specification 4976D, Society of Automotive Engineers, Warrendale, PA, 1988. 2. P.J. Bania and J.A. Hall: Titanium Scence and Technology, Deutsche Gesellschaft fur Metallkunde, Oberursel, Germany, 1985, pp.2371-78. 3. S.R. Seagle, G.S. Hall, and H.B. Bomberger: Met. Eng. Q., 1972, feb., pp. 48-54. 4. C.C. Chen and J.E. Coyne: Titanium ’80 Science and Technology, TMS-AIME, Warrendale, PA, 1980, pp. 1197-1207. 5. P.J. Bania, J. Hall, and L. Bidwell: Interim Technical Report, AFML Contract No. F33615-75-C-5089, 1975. 6. S. Ankem and S.R. Seagle: Titanium Science and Technology, Deutsche Gesellschaft fur Metallkunde, Oberursel, Germany, 1985, pp. 2411-18. 7. Quesne, C. Duong, F. Charpentier, J. Fries, and P. Lacombe: J. Less-Common Met., 1979, vol. 68, pp. 133-42. 8. Hiatt and B. Bristow: OREMET Corp., Albany, R, private communication, 1991. 9. Annual Book of ASTM Standards, 3.1, ASTM Testing Standard E696, Philadelphia, ASTM, PA, 1980, p. 609. 10. C.W. Schmidt: G.E. Quality Specifications S-400B, Evandale OH, 1990, pp. 24-26. 11. U. Kansal, M.E. Kassner, D. Hiatt, and B. Bristow: J. Eng. Mater, Perform., 1992, vol. 1, pp. 393-98. 12. Neil Paton and M.W. Mahoney: Metall. Trans. A, 1976, vol. 7A, pp. 1685-94. 13. W. Evans and G. Harrison: J. Mater. Sci., 1983, vol. 18, pp. 3449-55. 14. M.E. Kassner and X. Li: Scripta Metall. Mater., 1991, vol. 25, pp. 2833-38. 15. S.L. Semiatin and G.D. Lahoti: metal. Trans. A, 1983, 14A, pp. 743-50. 16. O.D. Sherby and P.M. Burke: Prog. Mater. Sci., 1968, vol. 13, pp. 325-90. 17. Metals Reference Book, C.J. Smithells and E.A. Brandes, eds., Butterworths, London, 1976, p. 879. Establishing Arguments by Stacy Weida
|
|||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-07-19; просмотров: 144; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.181 (0.009 с.) |