Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
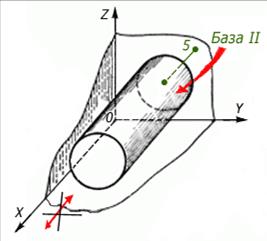
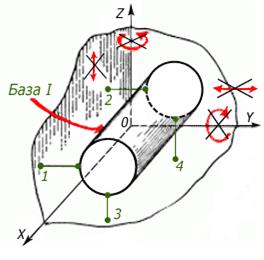
Полные и неполные схемы базирования ⇐ ПредыдущаяСтр 8 из 8
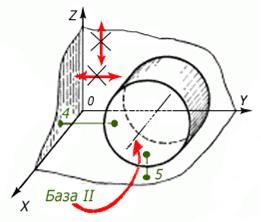
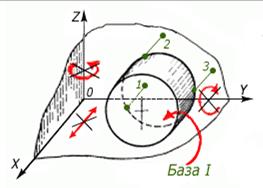
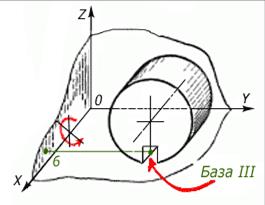
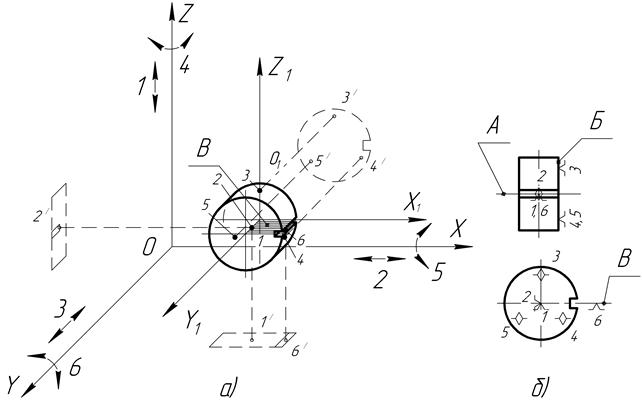
Если на заготовку, деталь или СЕ наложено шесть степеней свободы, то в этом случае схема базирования является полной. В ряде случаев определение положения детали в машине не требует наложения на неё шести координатных связей. В этом случае схема базирования оказывается неполной, и деталь в момент базирования или же в течение всего времени работы в машине сохраняет одну или несколько степеней свободы. К таким случаям относятся все схемы базирования подвижных деталей, ярким примером которых служит любой вал. Следует отметить, что степени свободы, не влияющие на работу соединений, можно отнимать за счёт силового замыкания, не определяя точного положения детали в этих координатных направлениях (например, соединение вала в подшипниках по посадке с натягом). Неполные схемы базирования, приносят экономический эффект, поскольку их применение позволяет упростить конструкцию деталей и машины в целом. Этим важным обстоятельством широко пользуются технологи при разработке схем базирования заготовок в технологических системах для упрощения и удешевления технологической оснастки. В качестве примера на рис. 4.26 приведены три случая обработки призматической детали на вертикально-фрезерном станке. В первом случае (рис. 4.26 а) фрезеруется только верхняя плоскость в размер А. Для достижения этого размера достаточно только одной установочной базы с опорными точками 1,2,3. Положение заготовки в остальных координатных направлениях для получения размера «А» не имеет значения, лишь бы фреза перекрывала ширину обрабатываемой поверхности и рабочий ход перекрывал длину фрезеруемой плоскости. Во втором случае (рис. 4.26 б) обрабатывается угловой паз по длине заготовки. Положение обрабатываемых поверхностей этого паза задано размерами А и В, и для их получения требуются установочная и направляющая базы. Положение заготовки вдоль паза для получаемых размеров безразлично, поэтому используется пять координатных связей (неполная схема базирования). Обработка паза по всей длине обеспечивается соответствующим запасом рабочего хода. В третьем случае (рис. 4.26 в) фрезеруется угловой паз, но не на всей длине заготовки. Положение паза задано тремя размерами А,В,С и для их достижения требуется полная ориентация заготовки. Станочные приспособления для всех трёх случаев окажутся разными, и, конечно, для первого случая оно может и должно быть наиболее простым. Из рассмотренных выше примеров можно сделать следующие выводы:
1. Применение неполных схем базирования имеет целью либо обеспечение работы подвижных соединений, либо упрощение конструкции соединяемых деталей или технологической оснастки. 2. В неполных схемах базирования всегда присутствует неопределённость базирования в некоторых координатных направлениях. В подвижных соединениях возможные смещения ограничиваются гарантированными зазорами. В остальных случаях – не ограничиваются ничем, но это не приведёт к снижению качества работы детали или обработки. 3. Следует использовать всякую возможность применения неполных схем базирования и добиваться на этой основе упрощения и удешевления конструкций деталей и технологических операций.
Рис. 4.26 Схемы базирования заготовок для обработки на вертикально-фрезерном станке.
|
|||||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 142; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.141.30.162 (0.007 с.) |