Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Классификация баз по назначению.Содержание книги
Поиск на нашем сайте
РАЗДЕЛ 3 Основные понятия о базировании. Классификация баз по назначению. Классификация баз по лишаемым степеням свободы. Детали типа «корпус». §16.2. Детали типа «вал» (D < L). §16.3. Детали типа «диск» (D > L). Классификация баз по способу их проявления Технологические базы Принцип совмещения баз. Принцип постоянства баз. Правила выбора баз. Дополнительно § Схема базирования детали по конической поверхности большой длины и малой конусности, шара. § Силовое замыкание: назначение, конструктивное обеспечение, погрешность закрепления. § Неопределённость базирования. Полные и неполные схемы базирования Основные понятия о базировании. Конструктивная форма детали, набор поверхностей, которые её образуют, размерные соотношения между ними и их точность не являются плодом вольной фантазии конструктора, а определяются теми задачами служебного назначения, решение которых должна обеспечивать деталь. Другими словами, каждая поверхность детали имеет своё определенное функциональное назначение. С этой точки зрения любая деталь может быть классифицирована на следующие поверхности, имеющие своё определённое функциональное назначение: -исполнительные поверхности, с их помощью деталь выполняет свое служебное назначение; -основные поверхности (базы), с их помощью определяется положение данной детали в изделии; -вспомогательные базы, с их помощью определяется положение присоединяемых деталей относительно данной; -свободные поверхности, не соприкасающиеся с поверхностями других деталей. Поверхности детали, являющиеся исполнительными поверхностями, основными или вспомогательными базами образуют комплекты. Комплект исполнительной поверхности имеют только те детали, которые являются кинематическими звеньями: шестерни, червяки, звёздочки, шкивы и т.п. Этими поверхностями деталь передаёт (получает) движение и нагрузку. Например, у шестерни – это эвольвентные поверхности зубьев, у шкива – конические поверхности ручья и т.д. Комплект основной базы составляют поверхности, определяющие положение детали в машине или сборочной единицы. Этот комплект у детали всегда один, состоящий из нескольких поверхностей на которых располагаются опорные точки, лишающие деталь степени свободы. Чтобы проверить себя в правильности определения комплекта основной базы мысленно «уберите» эти поверхности из детали. Если положение детали в машине изменится, то комплект основной базы выбран правильно.
Комплект вспомогательной базы составляют поверхности, которые определяют положение присоединяемой детали к данной. Количество комплектов вспомогательной бызы зависит от числа присоединяемых деталей к данной. Все остальные поверхности являются свободными, предназначенные для ограничения детали в пространстве и объединяющих в одно целое первые три группы поверхностей. Свободные поверхности не имеют комплектов. Термины и определения основных понятий базирования и баз регламентируются ГОСТ 21495-76 (в 1981 – действие продлёно, в 1990 - переиздан с дополнениями, действующий на территории РФ, как правопреемнице СССР). Базирование – придание заготовке или изделию требуемого положения относительно выбранной системы координат. Свободное твердое тело (не имеющее геометрических и кинематических связей) обладает шестью степенями свободы. Оно может перемещаться вдоль координатных осей и вращаться вокруг этих осей (Схема). При базировании заготовки или изделия в выбранной системе координат, чтобы лишить тело степеней свободы на него необходимо наложить двусторонние геометрические связи. Точку, символизирующая одну из связей заготовки или изделия с выбранной системой координат называют опорной (привести вид конструкторской базы – ромбик). Так как наложение геометрических связей можно осуществить не только по точке, то вводится определение базы. База – поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования. Необходимое и достаточное условие для базирования твердого тела наложение на него не более шести двусторонних связей. Правило шести точек Детали типа «корпус». ГОСТом декларируются. Установочная база – база, используемая для наложения на заготовку или изделие связей, лишающих их трех степеней свободы – перемещения вдоль одной координатной оси и поворотов вокруг двух других осей.
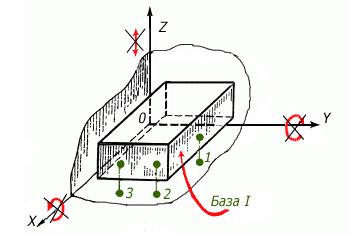
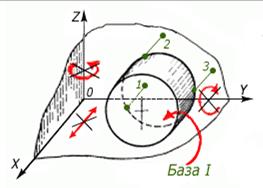
Если нижнюю поверхность призматического тела соединить тремя жесткими двусторонними связями 1, 2 и 3 с тремя точками, плоскости XOY выбранной системы координат, не лежащими на одной прямой, тело приобретет устойчивое положение и лишится трех степеней свободы. Данное тело не сможет перемещаться вдоль оси Z и вращаться вокруг осей X и Y. Такая база называется установочной, смотри рисунок ниже. Направляющая база – база, используемая для наложения на заготовку изделие связей, лишающих их двух степеней свободы – перемещения вдоль одной координатной оси и поворота вокруг другой оси.
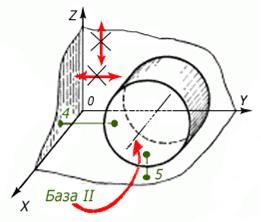
Если связать боковую поверхность призматического тела двумя жесткими двусторонними связями 4 и 5 с двумя точками плоскости XOZ, тело лишится еще двух степеней свободы. Оно не сможет перемещаться вдоль оси Y и вращаться вокруг оси Z. Такая база называется направляющей, смотри рисунок ниже. Опорная база – база, используемая для наложения на заготовку или изделие связей, лишающих их одной степени свободы – перемещения вдоль одной координатной оси или поворота вокруг оси.
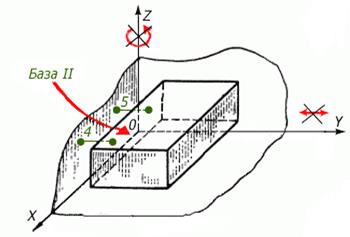
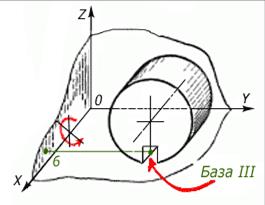
Чтобы добиться полного базирования данного тела необходимо лишить его шестой степени свободы. Для этого соединяем вторую боковую поверхность одной жесткой двусторонней связью 6 с точкой плоскости YOZ, тем самым лишая тело возможности перемещения вдоль оси Х. Такая база называется опорной, смотри рисунок ниже. Само собой обязательно наличие силового закрепления.
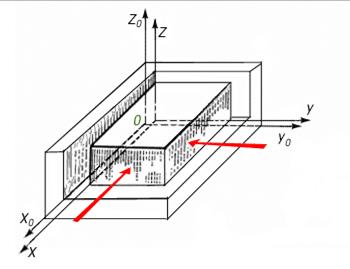
В конце следует отметить, что из поледнего рисунка видно, что закрепление не является базой! Всё вместе будет выглядеть так:
§16.2. Детали типа «вал» (D < L). ГОСТом декларируется. Двойная направляющая база – база, используемая для наложения на заготовку или изделие связей, лишающих их четырех степеней свободы – перемещений вдоль двух координатных осей и поворотов вокруг этих осей.
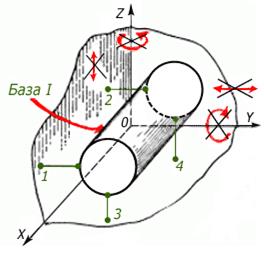
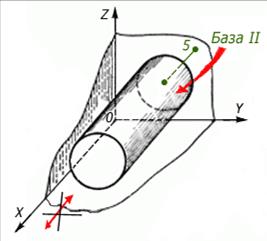
Для базирования длинных цилиндрических тел используется двойная направляющая база. Цилиндрическая поверхность соединяется двумя связями 1, 2 с плоскостью XOZ и двумя связями 3, 4 с плоскостью XOY, тем самым лишая тело четырех степеней свободы – возможности перемещения вдоль осей Y и Z, а также поворотов вокруг этих осей. Соединение торца двусторонней связью 5 с плоскостью YOZ, лишит тело возможности перемещения вдоль оси Х. Данная база, будет являться опорной.
Чтобы лишить цилиндрическое тело последней, шестой степени свободы, должна быть предусмотрена еще одна двухсторонняя связь. Шестую опорную точку нужно располагать на поверхности, например шпоночной канавки, данная база будет также опорной.
Ниже приведена схема базирования длинного цилиндрического тела.
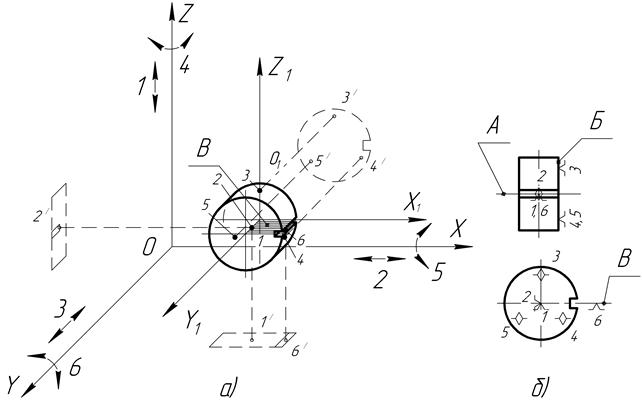
§16.3. Детали типа «диск» (D > L). При базировании детали типа «диск» в качестве баз используются ось и две плоскости, которые образуют комплект, включающий в себя установочную, двойную опорную и опорную базы. Сначала лишим тело трех степеней свободы – возможности перемещаться вдоль оси Х и вращаться вокруг осей Y и Z. Для этого торцевую поверхность соединим тремя двусторонними связями 1, 2, 3 с плоскостью YOZ. По определению, приведенному ранее, эта поверхность является установочной базой.
Чтобы лишить тело возможности перемещаться вдоль осей Y и Z необходимо соединить его цилиндрическую поверхность двумя двусторонними связями 4, 5 с плоскостями XOY и XOZ. Такая база называется двойной опорной.
Двойная опорная база – база, используемая для наложения на заготовку или изделие связей лишающих его двух степеней свободы – перемещения вдоль двух координатных осей.
Чтобы лишить тело возможности поворачиваться вокруг собственной оси, нужно лишить его шестой степени свободы, это делается с помощью поверхностей шпоночной канавки. Эта поверхность будет являться опорной базой.
Технологические базы При разработке технологического процесса огромное значение имеет назначение технологических баз. От правильности выбора технологических баз зависят производительность обработки, точность выполнения размеров, конструкция приспособлений, конструкция режущих и измерительных инструментов. Исходными данными для назначения технологических баз являются: · сборочный чертеж изделия; · чертеж детали; · объем выпуска продукции; · наличие и состояние технологического оборудования; · оснащенность приспособлениями; · оснащенность режущим инструментом; · оснащенность измерительным инструментом; · квалификация рабочих. При разработке технологической документации, технолог должен соблюдать принципы совмещения и постоянства баз. Принцип совмещения баз. Суть принципа совмещения состоит в том, что в качестве технологических баз следует назначать поверхности, которые одновременно являются конструкторскими и измерительными базами. Основное преимущество данного принципа в том, что точность не зависит от размеров, получаемых при выполнении предыдущих операций. Однако часто расположение конструктивных элементов не позволяет выдержать принцип совмещения полностью, либо возникает необходимость применения сложной технологической оснастки на отдельных операциях. Нарушение принципа совмещения баз приводит к удорожанию процесса обработки и снижению производительности. Если технологическая база не совпадает с конструкторской или измерительной, возникает необходимость замены размеров, заданных конструкторской документацией, более удобными технологическими размерами, проставленными от технологических баз. Это приводит к образованию технологических размерных цепей, и соответственно требуется ужесточение некоторых конструкторских размеров, отсюда удорожание процесса. Поэтому и нужно придерживаться принципа совмещения везде, где позволяет расположение конструктивных элементов.
Принцип постоянства баз. При разработке и реализации технологического процесса необходимо стремиться к использованию одного и того же комплекта технологических баз на всех операциях изготовления изделия (детали). Смена технологических баз по ходу технологического процесса приводит к увеличению длины технологических размерных цепей, увеличивая тем самым погрешности обработки. При обработке сложных, многочисленных поверхностей, полностью обеспечить принципы совмещения и постоянства баз, практически невозможно. В любом случае при выборе установочных и направляющих баз предпочтение отдают конструктивным элементам с наибольшими габаритными размерами и точностью наложенных размерных связей. На точность и экономичность установки, кроме размерной характеристики, оказывает влияние доступность конструктивных элементов, которые выполняют функцию баз. Само собой разумеется, что поверхность, открытая для контакта и сопряжения по всем координатным направлениям, будет наиболее удобна в качестве базы. Также точность и удобство базирования зависят от формы базовых элементов. Приоритет конструктивных элементов при выборе баз следующий: 1. призматические (с плоскими поверхностями); 2. конические (с центрирующими и направляющими поверхностями); 3. цилиндрические (с направляющими и опорными поверхностями); 4. фасонные (со сложной конфигурацией). Когда конструктивные элементы не могут служить базами, обеспечивающими требуемую точность установки, можно применять элементы, искусственно созданные исключительно для базирования. Самый яркий пример искусственных баз – центровые отверстия валов, создаваемые для их базирования при изготовлении. Технологические базы бывают черновые и чистовые. Черновые базы являются необработанными и используются на первой операции технологического процесса. Отсюда следуют особые требования к этим базам: · черновые базы в связи со своей низкой точностью, должны использоваться только один раз на первой установке; · для обеспечения правильного взаимного положения обработанных и необработанных поверхностей в готовом изделии, черновыми базами необходимо назначать поверхности, которые в готовом изделии остаются черновыми. Правила выбора баз При выборе и назначении технологических баз необходимо соблюдать следующие основные правила. 1. Поверхность, принимаемая за технологическую базу, должна по возможности являться одновременно и конструкторской (основной или вспомогательной) базой, т.е. технологическая база должна совпадать с конструкторской (правило совмещения баз). 2. Для определения точности взаиморасположения поверхностей детали, подлежащих обработке в разных операциях технологического процесса, желательно сохранять в них постоянство установочной технологической базы. Это правило называется правилом постоянства баз. 3. В качестве установочной технологической базы применять по возможности наиболее протяженные и наиболее точно и чисто обработанные поверхности.
4. Необработанные поверхности применять в качестве технологических установочных (черновых) баз только для первых операций технологического процесса. 5. С целью обеспечения правильного взаимного расположения обрабатываемых поверхностей по отношению к необработанным базами для первой операции выбирают те поверхности, которые в готовой детали должны оставаться необработанными. 6. Базы должны обладать достаточной протяженностью. 7. Заготовка должна занимать в приспособлении надлежащее ей положение под действием собственного веса, а не в результате приложения зажимных усилий. 8. Базовые поверхности должны быть чистыми для обеспечения однозначности базирования. Не допускается использовать поверхности со следами разъема штампов, литейных форм, остатками литниковой системы и другими дефектами. 9. С точки зрения эксплуатации детали базовые поверхности должны быть наиболее ответственными. В этом случае при их обработке на последующих операциях обеспечивается равномерность припусков и однородная поверхность. 10. Базы должны обеспечивать возможность обработки с одной установки максимального количества поверхностей. Это требование особенно важно при обработке деталей на станках с ЧПУ. 11. После первой операции технологические базы должны быть заменены, т.е. дважды использовать одни и те же черновые базы крайне нежелательно, а в большинстве случаев недопустимо.
РАЗДЕЛ 3 Основные понятия о базировании. Классификация баз по назначению.
|
|||||||||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 229; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.141.28.56 (0.013 с.) |