Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
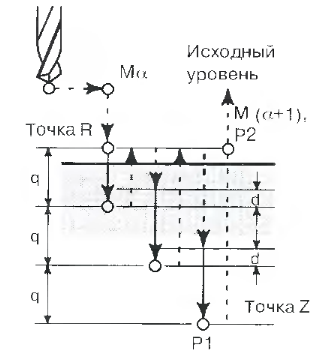
Цикл сверления с периодическим выводом сверла
Рисунок 4 - Цикл сверления с периодическим выводом сверла.
G83 X(U)_C(H)_Z(W)_R_Q_P_F_; X_C_: данные положения отверстия; Z_: расстояние от точки R до основания отверстия; R_: расстояние от исходного уровня до уровня точки R; Q_: глубина резания при каждой рабочей подачи; P_: время задержки у основания отверстия; F_: скорость подачи при резании;
Пример расчета программы представлен в Приложение И. КАРТЫ НАЛАДОК
На листе формата А1 по правилам ЕСКД допускается изображения от 1 до 6 карт наладок, в зависимости от загруженности изображения. Допускается отделять карты друг от друга сплошной тонкой линией. На картах наладок должны быть показаны: - Название операции; - Чертеж детали в масштабе в том положении, какое она занимает на выполняемой операции с необходимым количеством проекций; - Размеры с допусками, получаемыми после выполнения данной операции (перехода или позиции); - Шероховатость обработанных поверхностей, которые необходимо получить в результате выполнения данной операции; - Установочные базы и силы зажима (условными обозначениями); - Режущий инструмент, изображенный в масштабе, соответствующем масштабу детали; - На чистовых операциях должны быть указаны технические требования, которые должны быть удовлетворены в результате выполнения операций (точность формы и относительного положения поверхностей или осей, указанные на чертеже детали); - Основные надписи и тексты. Для наглядности обрабатываемые поверхности детали обводят либо сплошной линией удвоенной толщины, либо красным цветом. Режущий инструмент рекомендуется выполнить синим цветом. Если для обработки какой-либо поверхности применяют несколько последовательно работающих инструментов (сверло, зенкер, развертка), то они изображаются в ряд. Для агрегатных станков на операционном эскизе приводится один эскиз с последовательным изображением режущих инструментов, применяемых на каждой позиции. Номера позиций изображаются на эскизах и операционных картах римскими цифрами, а для суппорта револьверного станка арабскими цифрами. Пример оформления карты наладок приведено в Приложение М.
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Экономическая часть ВКР является логическим продолжением технологической части.
Дипломником разрабатывается технологический процесс обработки детали на станках, рассчитываются режимы резания и нормы времени, которые являются основанием для расчёта трудоёмкости детали. Экономическая часть позволяет смоделировать участок и включает следующие основные разделы: производственные расчёты, экономические расчёты и организационную часть.
Производственные расчеты
В ней рассматриваются темы организации производства и труда. - Расчёт трудоёмкости обработки детали с учётом догрузки станков другими деталями для получения оптимальных экономических показателей. - На основании трудоёмкости рассчитывается количество станков по операциям, строится график загрузки оборудования, рассчитываются другие основные факторы. Задание, транспорт, ценный инструмент и хозяйственный инвентарь. - На основе трудоёмкости рассчитывается численность работающих на участке по категориям. Рассчитывается многостаночное обслуживание, если позволяет структура норм времени.
Экономические расчеты
Целью экономических расчётов является расчёт себестоимости детали, расчет экономического эффекта и других основных показателей участка. В этом разделе рассчитывается следующее: - Расчёт стоимости основных материалов за вычетом возрастных отходов. - Расчёт заработной платы производственных рабочих с отчислениями на социальное страхование вспомогательных рабочих, руководителей, специалистов. - Определяется фонд оплат труда по участку и среднемесячная зарплата. - Расчёт расходов на содержание и эксплуатацию оборудование. - Расчет цеховых расходов сумма РС70 и цеховых расходов образует общепроизводственные расходы. - Расчет общехозяйственные расходов. - Расчет калькуляции себестоимости детали на основную деталь. - Расчет экономического эффекта. Дипломирование предусматривает применения прогрессивной технологии обработки детали. Выбираются из проекта наиболее производительное современное оборудование, прогрессивный вид заготовки и приспособлений. Сравниваются экономический эффект и срок окупаемости. - Расчет основных показателей участка: товарной продукции, фондоотдачи, выработки. Все показатели сводятся в таблицу. Пример оформления таблицы технико-экономических показателей приведен в Приложение Н.
|
|||||
|
|
Последнее изменение этой страницы: 2021-05-11; просмотров: 141; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.151.141 (0.006 с.) |