Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тема: «сборка ЭМ после ремонта» (3. 33)
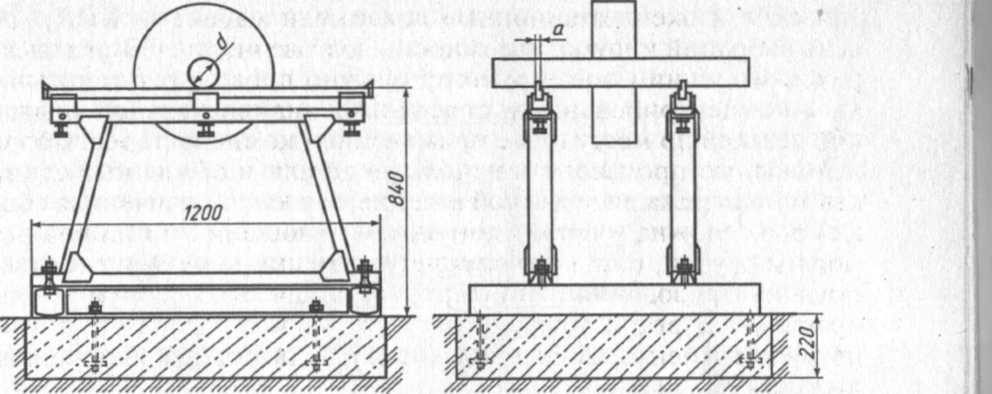
От качества сборки зависят энергетические и эксплуатационные показатели машин — КПД, уровень вибраций и шума, надежность, долговечность. Сборку необходимо производить, используя детали и сборочные единицы, принадлежавшие данной машине, т.к. обезличенная сборка более сложна в организационном отношении и при ней возможны случаи, когда характеристики машины не будут соответствовать требованиям стандартов. На качество сборки влияют: - правильная организация рабочего места, - использование исправного инструмента. Собранная машина подвергается обкатке и испытаниям. Перед сборкой производят балансировку роторов (якорей) и других вращающихся деталей, если они ремонтировались или при предремонтных испытаниях была обнаружена повышенная вибрация. Если деталь устанавливают на ротор (якорь) с помощью шпонки, то она балансируется со шпонкой, а ротор — без шпонки. Плоскостью исправления называют плоскость, перпендикулярную оси вращения, в которой путем добавления или удаления массы осуществляется компенсация неуравновешенности. Плоскости исправления могут создаваться специальными балансировочными кольцами. При одной плоскости исправления ротор (якорь) можно балансировать как статическим, так и динамическим способами, а при двух плоскостях — только динамическим. Статическая балансировка. Ротор балансируют на призмах (рис. 10.5).
0,1 мм на 1 м длины призмы. Шероховатость поверхности призм должна быть не хуже Ra = 0,50 мкм, а ширина не более а = M/(2d), где а- ширина призмы, мм; М - масса ротора (якоря), кг; d- диаметр шейки вала, расположенной на призме, мм.
После нескольких качаний несбалансированный ротор становится тяжелой стороной вниз. В верхней точке ротора устанавливают пробный груз и повторяют опыт.
Так поступают несколько раз, подбирая массу груза. Ротор считается отбалансированным, если он останавливается без качаний в состоянии безразличного равновесия. Пробный груз взвешивают и на его место устанавливают штатный груз, равный по массе пробному. Если балансируемые детали не имеют вала, то изготовляют временный технологический вал, с помощью которого производят балансировку.
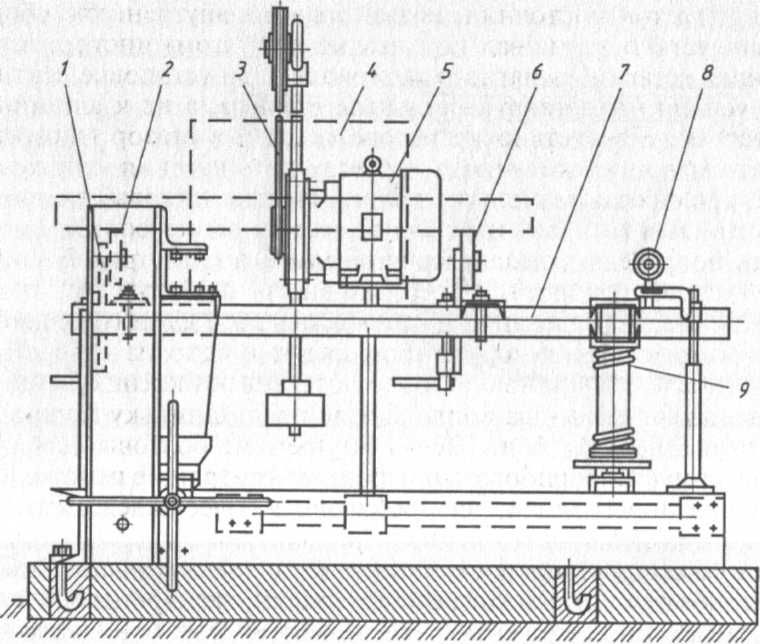
Динамическая балансировка. Ротор балансируют на специальном станке при его вращении (рис. 10.6). Балансируемый ротор 4 устанавливают на четыре круглые опоры 2 и 6. Опоры расположены на раме 7, состоящей из двух круглых балок. Двигателем 5 через ремень 3 ротор приводится во вращение. Левая сторона рамы крепится к основанию плоской пружиной 1 и при вращении ротора остается неподвижной, а правая сторона опирается на пружины 9 и при вращении ротора начинает колебаться под действием неуравновешенных масс правой стороны ротора. Амплитуду колебаний показывает стрелочный индикатор 8. 1. После ее определения ротор останавливают и навешивают пробный груз (пластилин) на правую сторону ротора. Если при очередном вращении амплитуда колебаний увеличивается, то это означает, что пробный груз установлен неверно. 2. Передвигая груз по окружности, находят место, где его расположение вызывает наименьшие колебания. 3. Затем начинают изменять массу пробного груза, добиваясь минимума колебаний. 4. Отбалансировав правую часть, снимают пробный и устанавливают постоянный груз. 5. Затем ротор поворачивают и балансируют вторую сторону.
Сборка электрических машин. Перед началом сборки со склада доставляют исправные детали и узлы. По навешенным биркам определяют принадлежность каждой детали и узла собираемым двигателям и комплектуют их. Сборка машин производится в порядке, обратном разборке. Используется практически тот же инструмент. Следует обращать внимание на правильность выполнения работ по сборке подшипников, вентиляторов, различных втулок. Подшипники устанавливают в нагретом состоянии, воздействуя на внутреннюю обойму (при его установке на вал по посадке с натягом) инструментом, имеющим вставки из мягкого материала. При установке вентиляторов усилия прилагают к стальным втулкам, а не к алюминиевым частям. При установке ротора (якоря) в статор (индуктор) следует быть внимательным и не допускать касания или задевания ротора об обмотку или сердечник. Подшипниковые щиты следует устанавливать без перекосов, завертывание болтов осуществлять поочередно, делая первоначально по два-три оборота, а далее — по доле оборота. Для сборки внутренней подшипниковой крышки в нее до надевания щита вворачивают длинную технологическую шпильку, которую пропускают в одно из отверстий в щите, и после его установки
за нее подтягивают крышку к щиту и устанавливают один-два болта. После этого шпильку можно вывернуть и завернуть болт. Делая внутренние болтовые соединения, не следует использовать пружинные контрящие шайбы. Контровку болтов и гаек следует производить более надежными способами. При сборке машин постоянного тока полюсы располагают в том же порядке, что и до ремонта (установка производится по меткам). Щетки не должны свисать с коллектора или плотно прилегать к петушкам. После сборки машины проверяют легкость вращения вала от руки или при помощи рычага и отправляют машину на испытания. Лекция 14
|
||||||||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 91; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.189.2.122 (0.007 с.) |