
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Разработка маршрутной карты технологического процессаСодержание книги
Поиск на нашем сайте
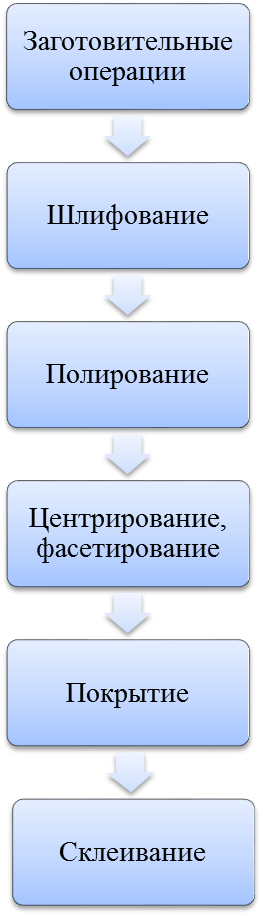
Маршрутная карта содержит перечень технологических операций изготовления детали, включая транспортные и контрольные операции, с указанием данных об оборудовании, оснастке, обрабатывающих инструментах и материалах и припусках на обработку на каждой операции.
Форма маршрутной карты приведена в приложении Д.
Расчет припусков на обработку
Для линз 1. Припуск на диаметр при центрировании:
где P - припуск на обработку; f – фокус линзы; dдетали – диаметр готовой детали. Таблица 1. Припуск на диаметр при центрировании.
2. Расчет косины детали: Косина – разница между толщинами линзы по краю а. после грубого и среднего шлифования радиусов
б. после тонкого шлифования и полирования
в. после центрирования
г. после склеивания
где К – косина; d заготовки – диаметр заготовки; с – децентричность; n – показатель преломления для непосадочной линзы (у которой посадка свободнее); Rв.н. – радиус верхний несклеиваемый.
Расчет инструмента
I. Для обработки линз по классической технологии: Расчет обдирочных шал: Rобд = Rо ± 0,2 (32), где Rобд – радиус обдирочной шалы, мм; Rо – радиус готовой детали, мм; «+» - для положительных радиусов; «-» - для отрицательных радиусов; 0,2 – припуск на глубину нарушенного слоя, мм. Расчет шлифовального инструмента: Rшл = Rо (33), где Rшл - радиус шлифовального инструмента, мм. Расчет полировальников: Rпол = Rо ± b (34), где Rпол – радиус полировального инструмента, мм; b – толщина слоя полировальной смолы, сукна или войлока, мм; «+» - для положительных радиусов; «-» - для отрицательных радиусов. Таблица 3. Толщина смолы полировальников
Расчет наклеечного инструмента: Расчет радиусов наклеечных приспособлений для эластичного способа блокировки. Для выпуклых блоков: Для двояковыпуклых, плосковыпуклых линз и положительных менисков (при обработке выпуклой стороны) Rн.пр = Rо – То – δ * (35), где Rн.пр – радиус наклеечного приспособления, мм; Rо – номинальный радиус детали, мм; То – номинальная толщина детали, мм; δ – толщина слоя смолы в центре детали, мм. *Для выпуклых линз с большой относительной кривизной, помещающихся на блоке в количестве 3-ех или 4-ех, чтобы не осели края линзы, радиус наклеечного приспособления отличается только на толщину детали: Rн.пр = Rо – То (36). Для отрицательных менисков (при обработке выпуклой стороны): Rн.пр = Rо – То – hотр – δ (37), где hотр – стрелка отрицательного радиуса. Для вогнутых блоков: Для отрицательных менисков при обработке вогнутой стороны: Rн.пр = Rо + (То + h1 – h2 + δ) (38), где h1 – стрелка поверхности, для которой рассчитывается наклеечное приспособление, мм; h2 - стрелка обрабатываемой поверхности, мм; δ – толщина слоя наклеечной смолы (для положительных линз в центре, для отрицательных - по краю), мм. Для двояковогнутых и плосковогнутых линз: Rн.пр = Rо + (То + h1 + h2 + δ) (39), Таблица 4. Толщина наклеечной смолы
Для обработки линз по технологии Synchrospeed: Технология Synchrospeed – это технология высокоскоростного полирования деталей на станках с ЧПУ при помощи полиуретана.
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-05-27; просмотров: 478; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.142.212.225 (0.008 с.) |

 (27)
(27) (28)
(28) (29)
(29) (30)
(30) (31),
(31),


