Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Ремонт узла – зубчатая передача , деталь звездочка ведущая, вид износа – разб ив ка шпоночного паза .Содержание книги
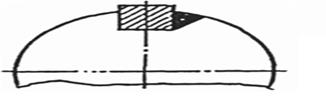
Поиск на нашем сайте Демонтаж узла 1. Демонтаж начинается с обесточивания упаковочного агрегата 2. Далее снимаем защитные кожухи 3. Демонтируем вал 4. Чистка, промывка Составление ремонтной ведомости ремонта детали Приложение В Дефектная ведомость ремонта детали Ремонт детали В процессе эксплуатации детали шпоночных соединений под действием динамических нагрузок изнашиваются. Одной из основных причин, вызывающих нарушение правильности распределения нагрузки и смятие шпонки, является увеличение зазора в соединении. К смятию приводит также неправильное расположение шпоночного паза на валу. Перекос осей пазов вызывает перекос охватывающей детали на валу и изнашивание деталей соединения. Для восстановления шпоночного паза применим способ наплавки грани (рисунок 3.2.3.1) с последующим фрезерованием. При обработке необходимо выдерживать размеры паза, регламентируемые стандартом. Для ремонта может быть использована вибродуговая наплавка, основным преимуществом которой является низкая температура нагрева детали (не выше (90—100) °С). Такой нагрев не вызывает деформации и снижения твердости соседних закаленных участков ремонтируемой детали. Можно наращивать слой металла толщиной до 4 мм. В процессе наплавки электроду сообщаются колебания с частотой 50—100 Гц и амплитудой до 4 мм, а в зону дуги подается охлаждающая жидкость (5%-й раствор кальцинированной соды). Она уменьшает тепловое воздействие дуги на ремонтируемую деталь и увеличивает скорость охлаждения основного и наплавленного металла. При этом снижаются деформации и смягчается эффект самоотпуска соседних с ремонтируемым участков детали. Охлаждающая жидкость служит также защитой расплавленного металла от вредного воздействия кислорода и азота.
Рисунок 3.2.3.1 – Метод восстановления шпоночного паза Ремонт выполняют на токарном станке, на суппорт которого устанавливают виброголовку, получающую продольную или поперечную подачу (рисунок 3.2.3.2). Электрический ток подводится к ремонтируемой детали и электроду, который подается с барабана роликами. Деталь закрепляют в центрах или в патроне. В результате вибраций электрода посредством пружинно-электромагнитного устройства происходят замыкание и разрыв электрической цепи в зоне контакта электрода с поверхностью детали. Вследствие большой плотности тока (до 400 А/мм2) при касании электрода детали зона контакта оплавляется, а электрод оставляет на поверхности детали часть расплавленного металла. Процесс повторяется с заданной частотой вибрации. При наплавке вибрация электрода уменьшает глубину основного металла и повышает коэффициент расплавления электрода. Вследствие этого снижаются потери металла и расход электроэнергии. В процессе вибродуговой наплавки ремонтируемые детали намагничиваются, поэтому после восстановления их нужно размагничивать. Благодаря вибрациям процесс наплавки может быть осуществлен при низком напряжении (12—18 В). Угол подвода электродной проволоки к детали — (15—30)°. Скорость подачи электрода не должна превышать 1,65 м/мин, скорость наплавки — 0,5—0,65 м/мин. Структура и твердость наплавленного слоя зависят от химического состава электродной проволоки и количества охлаждающей жид-
Рисунок 3.2.3.2- Схема вибродуговой наплавки: 1 - барабан с электродной проволокой; 2 - подающие ролики; 3 - пружина; 4 - насос; 5 - направляющий наконечник; 6 - ремонтируемая деталь; 7 - электромагнит; 8 - генератор; 9 - двигатель; 10 - редуктор кости. При наплавке проволокой Нп-80 (с содержанием углерода (0,75—0,85)%) наплавляемый валик закаляется в охлаждающейся жидкости до высокой твердости и частично отпускается. При этом образуется неоднородная структура от мартенсита закалки до троосто- сорбита отпуска с твердостью 25—55 НЯСэ. При наплавке низкоуглеродистой проволокой Св-08 получают твердость поверхности наплавки 14—19. Технологическая последовательность вибродуговой наплавки изношенной грани шпоночного паза следующая: устранение механической обработкой глубоких рисок и задиров, вызванных износом; подготовка детали к наплавке (очистка, промывка, обезжиривание); наплавка (при необходимости в несколько проходов); размагничивание детали; контроль детали для определения припусков на механическую обработку. Монтаж узла после ремонта Монтаж производим в обратной последовательности
|
||
|
|
Последнее изменение этой страницы: 2021-05-27; просмотров: 128; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.006 с.) |