Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Теоретические основы пазового фрезерованияСодержание книги
Поиск на нашем сайте
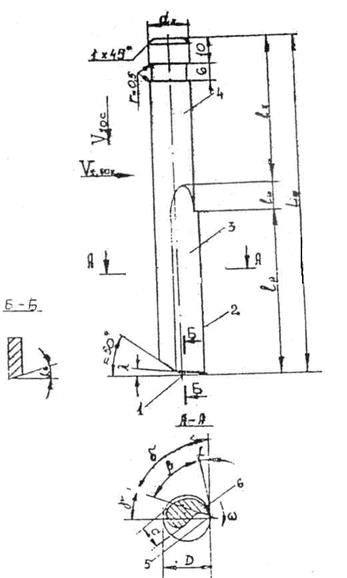
Пазовое фрезерование осуществляется на сверлильно-фрезерных (пазовальных) станках. Оно применяется при выборке фасонных пазов, шиповых гнезд, при скульптурно-резьбовых работах и фасонной обработке поверхностей деталей. В качестве режущего инструмента при пазовом фрезеровании обычно используются одно-, двух- и трехрезцовые концевые фрезы, консольно закрепленные в станке. Режущие элементы концевых фрез располагаются по боковой и торцевой поверхности (рисунок 7.1). Режущие кромки фрез, расположенные вдоль образующей цилиндра, называются главными. Схема пазового фрезерования представлена на рисунке 7.2. Процесс резания при пазовом фрезеровании разделяется на углубление фрезы при осевой подаче Vs ос (сверление и перемещение ее или обрабатываемой детали в заданном направлении перпендикулярно к оси фрезы) и при боковой (радиальной подаче) Vs бок (процесс фрезерования) (рисунок 7.4). Поэтому режущие элементы фрезы должны располагаться как на боковой поверхности, так и на торце фрезы. При пазовом фрезеровании наблюдается встречная подача при входе резца в древесину (рисунок 7.2) для угла встречи (0 < y < 90 0) и попутная – при выходе резца для 90 0 < y < 180 0. Поэтому при выходе резца из древесины наблюдается затягивание заготовки, подача возрастает, резец срезает более толстую стружку. При двух и многорезцовой фрезе затягивание древесины выходящим резцом (резцами) компенсируется подпором, который создает входящий резец (резцы). Чем больше диаметр фрезы, тем больше резцов она может иметь. Рекомендуемые диаметры резания концевых затылованных пазовых фрез следующие: однорезцовых – 5 - 16 мм; двухрезцовых – 5 - 25 мм; трехрезцовых – 16 - 30 мм. Чтобы улучшить условия резания, боковую режущую кромку иногда выполняют по винтовой линии с углом наклона 10 - 15 0. Для фрезы, представленной на рисунке 7.1 этот угол равен 0. Ориентировочное значение номинальных углов следующие: задний угол a = 8 - 10 0; угол заострения b = 55 - 65 0; передний угол g = 15 - 25 0; угол резания d = a + b; угол поднутрения торцовой режущей кромки l ³ 20; задний угол торцового лезвия a = 20 - 25 0.
Рисунок 7.1 – Однорезцовая концевая фреза: 1- торцевая режущая кромка, 2- главная режущая кромка, 3- канавка, 4- хвостовик, 5- передняя поверхность, 6- задняя поверхность При попутной подаче целесообразно использовать однорезцовые фрезы для получения наибольшей подачи на оборот при постоянном давлении. Это достигается благодаря лучшим численным значениям угловых параметров и большей прочностью фрезы. При механизированной подаче целесообразно использовать (для улучшения качества фрезерования и увеличения производительности) двух и трехрезцовые фрезы.
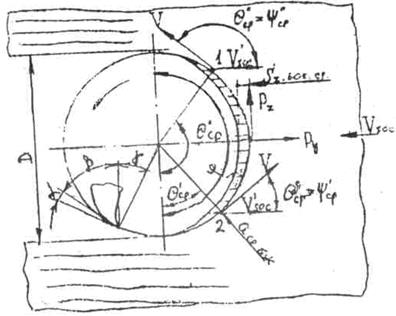
Рисунок 7.2 – Фрезерование цилиндрическое пазовое
При глубоком фрезеровании гнезда шириной до 10 мм целесообразно производить выборку однорезцовыми фрезами; до 15 мм – двухрезцовыми и свыше 15 мм – трехрезцовыми. Длина пазовых концевых фрез должна быть не более чем требуется для обработки соответствующей глубины гнезда, т.к. упругий отжим фрезы, приводящий к разбивке гнезда, зависит от длины консольной части фрезы. Общая длина фрезы Lф складывается из длины рабочей части lр, длины хвостовой части lх и длины шейки фрезы lш (рисунке 7.1). Хвостовик концевой фрезы в зависимости от конструкции крепежного приспособления имеет цилиндрическую или коническую форму. Длина рабочей части фрезы lр колеблется в зависимости от глубины гнезда в пределах lр = (3 - 8) .D. В зависимости от глубины гнезда t рабочая длина фрезы lр = t + (10-15) мм. Длина хвостовика фрезы lх = 40-50 мм, длина шейки фрезы lш = 10-15 мм, сердцевина фрезы С = (0,25-0,4) . D. Выборка продольных гнезд на станке СВПА-2 концевыми пазовыми фрезами осуществляется при одновременном действии: вращательном, периодическом качательном фрезы и осевом обрабатываемой заготовки. Концевые пазовые фрезы являются мерным инструментом, в связи с чем срок их службы определяется минимальным диаметром в пределах допусков на точность обработки гнезд. Допуск на износ фрез имеет незначительные величины (в пределах DR = 0,1-0,15 мм). С увеличением заднего угла количество переточек (в пределах допуска на износ фрезы) значительно сокращается. В связи со сравнительно малым сроком службы концевых фрез целесообразно применять их с пластинками из твердого сплава. Траектория относительного движения главной режущей кромки (бокового лезвия) фрезы представляет собой циклоиду. При высоких боковых (радиальных) подачах на резец у фрез малого диаметра углы движения приобретают значения порядка 4-80. Учитывая упругое восстановление древесины, деформированной задней поверхностью резца и возникающее в связи с этим трение этой поверхности о древесину, рабочий кинематический задний угол aр не должен быть меньше 1-2 0. Рабочим кинематическим задним углом будет угол aр, т.е. угол между плоскостью резания Рпк и касательной к задней поверхности резца. Угол движения aд появляется с возникновением Vsбок. Изучая процесс пазового фрезерования, необходимо также учитывать углы движения при резании торцевыми режущими кромками. Скорость движения при осевой подаче Vsос, м/мин, определяется по продолжительности рабочего хода стола и величине хода по формуле: Vsос = (60 Lx) / (1000 Тр.х.), (1)
где Lх – длина рабочего хода стола, мм; Тр.х. – продолжительность рабочего хода стола, с. Подача на двойной ход инструмента, S2х ос, мм, определяется: S2х ос = (1000 Vs ос) / nбок, (2)
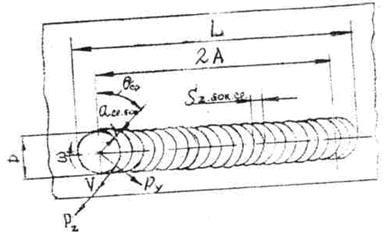
где nбок – частота бокового движения, дв.ход/мин. Значение nбок берется по шкале или определяется самостоятельно студентами. За один цикл относительное перемещение шпинделя составляет 4А, где А – амплитуда качания шпинделя (рисунок 7.3), мм: А = 0,5 (L – D), (3)
где L – длина гнезда (паза), мм; D – диаметр фрезерования, мм. Средняя скорость движения при боковой подаче, Vsбок ср, м/мин, равна: Vsбок ср = (4А . nбок)/1000. (4)
Средняя подача на резец при боковом движении, Szбок ср, мм, составит: Sz бок ср = (1000 Vsбок ср)/(z . n), (5)
где z – число резцов фрезы, шт; n – частота вращения фрезы, мин-1.
Средняя подача на оборот при боковом движении, So бок ср, мм: So бок ср = Sz бок ср . z = 1000 Vs бок ср /n. (6)
Ширина срезаемого слоя, bmax, мм: bmax=(1000 Vs ос)/nбок = S2х.ос; bmin=0, bср = bmax/2 = S2х.ос/2. (7)
Длина срезаемого слоя (стружки) при боковой подаче, lбок, мм: lбок = 0,5 p D (8)
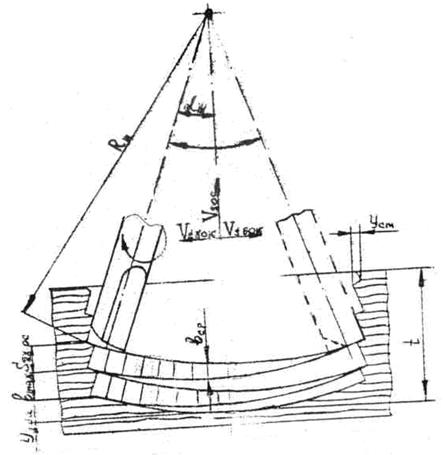
Рисунок 7.3 - Формирование гнезда на станке СВПА-2
Площадь боковой поверхности срезаемого слоя (стружки) при боковой подаче, fбок, мм2: fбок = Sz бок ср . D (9)
Средняя толщина срезаемого слоя (стружки) при боковой подаче, абок.ср, мм: абок.ср = Sz бок ср . sin qср, (10) где qср» 45 0.
С другой стороны: аср = fбок/lбок. (11) Задний угол движения, aд, град: aд = arctg (Vs бок ср /60 V), (12)
где V – скорость главного движения резания главной режущей кромки, м/с: V = (π D n)/60 .1000, (13)
Рабочий кинематический задний угол, aр, град: aр = a - aд. (14)
Угол отклонения шпинделя при качении от направления перемещения стола, aш, град: aш = arcsin (A/Rш), (15)
где Rш – расстояние от центра качения шпинделя до торца фрезы, мм. Глубина кинематических неровностей на торцовых стенках гнезда, yст, мм: уст = S2х.ос . tg aш. (16)
Стрела вогнутости гнезда, удна, мм: удна = L2/(8 .Rш). (17) Силы и мощность резания при фрезеровании гнезд (пазов) на сверлильно-пазовальных станках рассчитывают отдельно для главных и вспомогательных кромок фрезы. Силовые расчеты для главных режущих кромок производят по методике продольно-торцового фрезерования, исходя из угла встречи yср» 45 0, средней толщины срезаемого слоя (стружки) аср.бок и средней ширины стружки bср. Главная (касательная) составляющая силы резания Рх бок, Н: Рх бок = K . D . bср . Vs бок ср / 60 V, (18)
где К – удельная сила резания, Н/мм2: К = Кт . ап . аr, (19)
где Кт – табличное значение удельной силы резания (таблица 7.1); ап – поправочный коэффициент на породу древесины (таблица 7.2); аr - поправочный коэффициент на затупление (таблица 7.3). ПРИМЕЧАНИЕ: поправочный коэффициент на влажность древесины не учтен, т.к. при выполнении работы используется древесина с относительной влажностью W = 10 -15 %, для которой аw = 1. Радиальная составляющая силы резания, Рz бок, Н: Рz.бок = m . Рх бок, (20)
где m – переходной множитель (таблица 7.1). Мощность резания, N, Вт, составляет: N = Рх бок . V. (21) Силы и мощность резания торцевыми лезвиями рассчитывают дополнительно по методике поперечного сверления. Ввиду малости ими можно пренебречь. Таблица 7.1 - Значения Кт при y = 45 0, W = 10-15 % и множителя m для продольно-торцевого фрезерования
Таблица 7.2 - Значения коэффициента ап
Таблица 7.3 - Значение коэффициента аr в зависимости от продолжитель- ности работы фрезы
Порядок выполнения работы Работа выполняется на сверлильно-пазовальном станке СВПА-2 в следующей последовательности: а) Изучить теоретическую часть работы, изложенную в лекциях и настоящем методическом указании. б) С участием преподавателя или учебного мастера ознакомиться с конструктивными особенностями инструмента для пазового фрезерования. в) Произвести осмотр обрабатываемых заготовок: определить породу древесины, наличие трещин, сколов, разнотолщинности и пр. г) Отрегулировать положение стола на требуемую высоту и глубину фрезерования. д) Произвести фрезерование заготовок на заданные размеры паза. е) После выполнения фрезерования необходимо произвести необходимые замеры заготовок и приступить к выполнению расчетной части работы. ж) Составить схемы и выполнить необходимые расчеты по формулам 1-21. з) По результатам выполненной работы сделать соответствующие выводы и оформить отчет по выполненной работе. 7.3. Отчет по лабораторной работе Отчет по лабораторной работе включает: а) Рисунок 7.1 – Конструкция концевой фрезы. б) Рисунок 7.4 – Формирование гнезда на станке СВПА-2. в) Расчеты по формулам 1-21. г) Выводы по результатам работы.
7.4 Контрольные вопросы а) Каково технологическое назначение пазового фрезерования? б) Расскажите о процессе пазового фрезерования. в) Расскажите о конструкции концевых фрез. г) Какие факторы обусловливают высоту кинематических неровностей при пазовом фрезеровании? д) От каких параметров зависит угол движения и каким образом он влияет на процесс фрезерования?
Список рекомендуемой литературы
1. Амалицкий, В.В. Деревообрабатывающие станки и инструменты [Текст]: учеб. для сред. проф. образования по специальности 250403 "Технология деревообраб." / В. В. Амалицкий, В. В. Амалицкий. - 5-е изд., стер. - М.: Академия, 2009. - 400 с. 2. Амалицкий, В.В. Оборудование отрасли [Текст]: учеб. для вузов по специальности 260200 (250403) "Технология деревообраб." / В. В. Амалицкий, В. В. Амалицкий; МГУЛ. - М., 2006. - 583 с. 3. Глебов, И.Т. Резание древесины [Текст]: учеб. пособие для вузов по направлению подгот. дипломир. специалиста 250400 "Технология лесозаготов. и деревоперераб. пр-в" по специальности 250403 / И. Т. Глебов. - СПб.: Лань, 2010. - 254 с. 4. Любченко, В.И. Резание древесины и дереворежущий инструмент [Текст]: учеб. пособие для вузов по специальности 150405 "Машины и оборудование лесного комплекса", 220301 "Автоматизация технол. процессов", 250403 "Технология деревообраб." / В. И. Любченко, В. Г. Суханов, В. В. Кишенков; МГУЛ. - М., 2007. - 91 с. 5. 6.2.4 Коротков, В.И. Деревообрабатывающие станки [Текст]: учеб. для нач. проф. образования / В. И. Коротков. - М.: Академия, 2009. - 300 с. Шевелева Елена Викторовна
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-20; просмотров: 142; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.123.162 (0.008 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||