Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Теоретические основы цилиндрического фрезерования
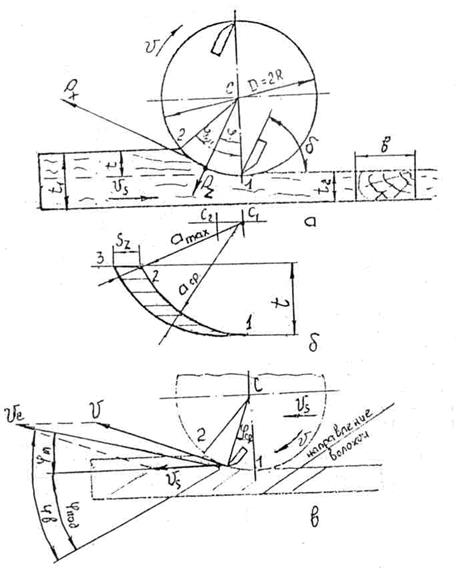
Фрезерование – процесс обработки древесины вращающимися резцами, в котором траекторией резания является циклоида, и в результате которой от материала отделяется часть в виде стружки серповидной формы. Фрезерованием обрабатывают плоские и профильные поверхности деталей, концы деталей для образования присоединительных поверхностей, формируют гнезда и отверстия, изготавливают стружку-продукт. По принципу фрезерования работают фуговальные, рейсмусовые, фрезерные, копировально-фрезерные, брусующие станки и автоматы. При цилиндрическом фрезеровании поверхность вращения, образуемая лезвием инструмента, представляет цилиндр, ось вращения инструмента параллельна обрабатываемой поверхности. Процесс фрезерования (рисунок 4.1 а) происходит при равномерном вращении инструмента (главное движение резания) и равномерном перемещении заготовки (движение подачи). Главное движение резания характеризуется скоростью главного движения резания V (м/с), движение подачи – скоростью движения подачи Vs (м/мин). Если движение подачи направлено навстречу вращения инструмента, то подачу называют встречной, если совпадает – попутной. При изучении процесса цилиндрического фрезерования рассматривают три вида касательных и радиальных сил: мгновенную, среднюю и окружную. Мгновенная фактическая касательная сила резания Рх, H, имеющая место в данный момент, может быть определена по формуле:
Рх = K× b × a, (1)
где K - удельная сила резания, Н/мм2; b - ширина фрезерования, мм; a - толщина срезаемого слоя (стружки), мм. Удельная сила резания определяется по формуле:
K= Kт × аn× аd ×аm ×аr ×аw’, (2)
где Кт - табличное значение удельной силы резания, Н/мм2 (таблица 4.1); ап - поправочный коэффициент на породу (таблица 4.2); аd -поправочный коэффициент на угол резания (при d = 65-75о для сосны аd = 1,2; для дуба a d = 1,33); ат - поправочный коэффициент на трение (принимают при открытом фрезеровании равным 1; при выборке четверти ат = 1,1; при выборке шпунта глубиной до 15 мм ат = 1,2);
ar - коэффициент, учитывающий влияние затупления резцов, его значение в зависимости от времени работы ножей после заточки приведены в таблице 4.3; aw - поправочный коэффициент на влажность древесины (таблица 4.4). Величина удельной силы резания К во время срезания одной стружки меняется по мере изменения угла встречи jв резца с волокнами древесины (рисунок 4.1 в), т.е. угла, под которым перерезаются волокна древесины. В процессе срезания одной стружки величина удельной силы резания К изменяется также по мере уменьшения толщины срезаемого слоя (стружки). Толщина стружки а, мм, есть величина переменная, она изменяется по радиусу, проведенному в данную точку. В точке входа 1 (рисунок 4.1 б) толщина стружки а = 0. С увеличением угла j величина а возрастает, достигая максимума в точке 2. Связь между толщиной стружки и углом j выражается уравнением:
а = Sz× sin j. (6)
Рисунок 4.1 - Процесс цилиндрического фрезерования: а - схема взаимодействия цилиндрической фрезы и древесины, б - срезаемый слой стружки в сечении, получающийся при цилиндрическом фрезеровании; в - схема к определению угла встречи резца с волокнами древесины (условно принято, что движение подачи придается инструменту)
Величина Sz - подача на зуб, мм, или расстояние между предыдущей и последующей траекториями, взятое по направлению подачи, равна:
Sz = 1000 × Vs / z × n, (7)
где Vs - скорость подачи, м/мин; z - число резцов (ножей), шт; n - частота вращения ножевого вала, мин-1. Максимальная толщина срезаемого слоя будет в точке 2 при j = jвых, мм
аmax» Sz× sin jвых , (8)
Угол выхода, jвых, град:
jвых = arccos [(R – t) / R], (9)
где R - радиус окружности резания, мм; t - глубина фрезерования, мм
t = t1 - t2, (10)
где t1 - толщина образца до обработки, мм; t2 - толщина образца после обработки, мм. Из формул (1) и (6) имеем:
Рх = K × b × Sz× sin j, (11) Если приближенно считать, что в пределах значений j от jвх до jвых , т.е. на длине стружки, величина К не зависит от j, а величина sin j пропорциональна j, то: Рх » f (j).
Эта зависимость может быть изображена на графике (рисунок 4.2 а) в виде треугольника, у которого основание равно длине стружки l, а высота равна максимальному значению фактической силы резания Pх max. Средняя сила резания Pх ср, Н, совершает за время срезания одной стружки ту же работу, что и переменная фактическая сила резания (рисунок 4.2б):
Рх.ср. = 0,5 × Pх max, (12) Кроме того, средняя сила резания, Рх ср Н, может быть определена по формуле:
Рх ср = К × b × аср, (13)
где аср - средняя толщина срезаемого слоя (стружки), мм. аср = Sz× t / l, (14)
где t - глубина фрезерования, мм; l - длина срезаемого слоя (длина дуги контакта), мм.
l = p × D × jк / 360, (15)
где jк - угол контакта:
jк = jвых + jвх, (16)
При jвх= 0 jк = jвых .
Рисунок 4.2 - Диаграммы касательных силрезания: а - мгновенной; б - средней; в - окружной
Окружная сила резания Рх окр, Н, (рисунок 4.2 в) – условная, постоянная по величине сила, которая как будто действует при резании непрерывно во все время полного оборота ножевого вала, определяется по формуле:
Рх.окр = К × b × t × Vs / 60 × V, (17)
Скорость главного движения резания, V, м/с, равна
Окружная касательная сила резания, Рх.окр, Н, может быть также определена по формуле:
Рх окр = Рх ср × l × z / π × D. (19)
После определения касательных сил (Рх.ср, Рх.max, Рх.окр) вычисляются значения соответствующих им радиальных сил Рz ср, Рz max, Рz окр по формуле:
Рz = m × Рx, (20)
где m - переходный множитель, зависящий, главным образом от остроты резца; значения m приведены в таблице 4.5. Мощность, затрачиваемая на резание Nрез, кВт, определяется по формуле:
Nрез = Рх.окр × V / 1000 (21)
Таблица 4.1 - Удельная сила резания Кт (приближенно) при открытом цилиндрическом фрезеровании острыми резцами сухой, W = 10¸15 %, сосновой древесины при средних режимах (d=550;D =125 мм; t = 1,5 … 4,5 мм)
Таблица 4.2 - Поправочный коэффициент на породу аn
Таблица 4.3 - Поправочный коэффициент на затупление инструмента аr
Таблица 4.4 - Поправочный коэффициент на влажность древесины аw
Таблица 4.5 - Переходной множитель m
4.2 Порядок выполнения работы:
Работа выполняется на рейсмусовом станке СР6-7 в следующей последовательности: а) Изучить теоретическую часть работы, изложенную в лекциях и методических указаниях. б) С участием преподавателя или учебного мастера ознакомиться с конструкцией ножевого вала (на примере ножевого вала станка СФ4-4). в) Произвести осмотр обрабатываемых заготовок: определить породу заготовки, наличие трещин, сколов, разнотолщинности более 4 мм, конусности, несросшихся сучков. г) Замерить толщину и ширину обрабатываемых заготовок штангенциркулем. д) Отрегулировать положение стола на требуемую толщину детали штурвалом управления (достигается подъемом стола, но не опусканием). е) С помощью преподавателя или учебного мастера произвести настройку станка: установить требуемую скорость подачи, диаметр окружности резания D, число ножей z, частоту вращения ножевого вала n взять из технической характеристики станка.
ж) Произвести фрезерование заготовок. з) Получив разрешение преподавателя или учебного мастера, приступить к выполнению лабораторной работы. и) После обработки заготовок необходимо замерить толщину обработанных заготовок штангенциркулем в трех местах по длине и найти среднее значение толщины заготовок. к) Результаты измерения необходимо систематизировать в журнале результатов измерений и расчетов (таблица 4.6). л) По результатам замеров произвести расчет необходимых параметров процесса цилиндрического фрезерования, сделать соответствующие выводы и оформить отчет по выполненной работе в представленной форме.
Таблица 4.6 – Журнал результатов измерений и расчетов
4.3 Контрольные вопросы
Лабораторная работа № 5
ИССЛЕДОВАНИЕ ШЕРОХОВАТОСТИ ФРЕЗЕРОВАННОЙ ПОВЕРХНОСТИ Цель работы - теоретическое и экспериментальное изучение студентами микрогеометрических параметров поверхности; определение шероховатости фрезерованной поверхности заготовки, обработанной на рейсмусовом станке СР6-7. Оборудование, инструмент и материалы - станок рейсмусовый СР6-7; мерительный инструмент: штангенциркуль, микрометр, угломер, образцы древесины.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-20; просмотров: 137; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.142.174.55 (0.055 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||