Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Сварка – процесс получения неразъемных соединений двух входящих в контакт деталей посредством их местного или общего нагрева или пластической деформации.
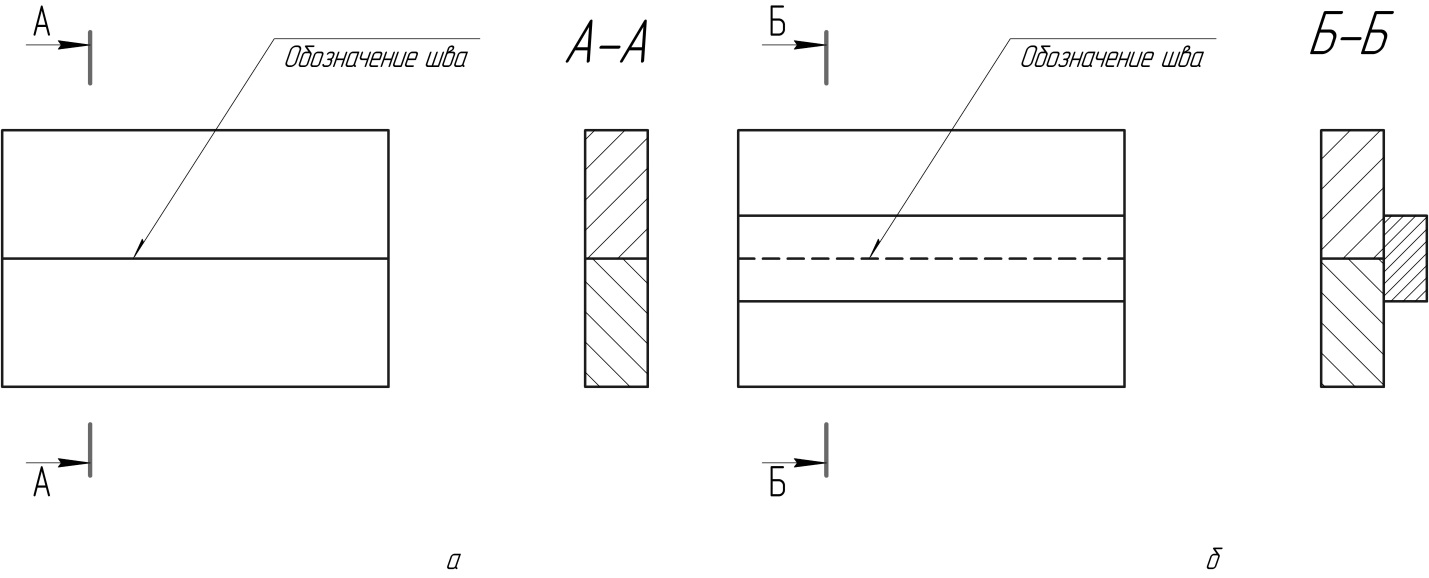
Классифицируют сварку металлов по основным физическим, техническим и технологическим признакам. По физическим признакам сварку подразделяют на три класса: термический, термомеханический и механический. Термический класс включает в себя те виды сварки, которые осуществляются плавлением с использованием тепловой энергии: дуговая, газовая и др. К термомеханическому классу отнесены виды сварки с использованием тепловой энергии и давления: контактная и др. Механический класс составляют виды сварки, применяющие механическую энергию и давление: ультразвуковая, трением и др. Технические признаки отражают степень механизации процесса сварки (ручная, механизированная, автоматическая), тип защитного газа или характер защиты металла в зоне сварки. Технологические признаки для каждого вида сварки устанавливаются отдельно. Так, дуговая сварка характеризуется видом электрода, присадочным материалом и другими данными. Стандартами установлены условные обозначения способов сварки. Например, для наиболее распространенных видов сварки установлены следующие обозначения: А – автоматическая сварка под слоем флюса; П – полуавтоматическая сварка; Р – ручная дуговая сварка; КТ – контактная точечная сварка. В зависимости от взаимного расположения свариваемых элементов, различают стыковые, угловые, тавровые и нахлесточные типы соединений (рис. 22). По форме подготовки кромок элементов, подлежащих сварке, различают швы без скоса кромок, со скосом одной или двух кромок и другие. ГОСТ 2.312-72 устанавливает условное обозначение швов сварных соединений. Независимо от способа сварки видимый шов условно изображают сплошной основной линией (рис.23а), а невидимый – штриховой (рис.23б). От условного изображения шва проводят линию-выноску толщиной
Рис.22 Типы сварных соединений: а – стыковое, б – угловое, в – тавровое, г – внахлест
На конце линии у изображения шва наносят одностороннюю стрелку. На другом конце линии-выноски проводят полочку. В зависимости от расположения шва над полочкой или под ней проставляют условное обозначение.
Рис. 23 К обозначению сварных швов: а – видимый,
б – невидимый
Причем обозначение проставляется над полочкой, если односторонняя стрелка указывает на лицевую сторону шва, и под полочкой – на оборотную. Условное обозначение стандартного шва состоит из номера стандарта на вид шва, буквенно-цифрового обозначения шва, при необходимости знака и размера катета шва, а также вспомогательных знаков. Буквенные обозначения представляют собой сокращенное наименование типов соединений: С – стыковое, У – угловое, Т – тавровое, Н – нахлесточное. Цифра, следующая вслед за буквой, отражает форму подготовки кромок и характер выполняемого шва. Пример условного обозначения шва сварного соединения: ГОСТ 14806-80-Н1- 5. Здесь ГОСТ 14806-80 – номер стандарта на шов; Н1 – обозначение типа соединения (нахлесточное) и вида шва; 5– высота катета шва равна 5 мм.
|
|||||
|
|
Последнее изменение этой страницы: 2021-04-12; просмотров: 90; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.227.102.124 (0.004 с.) |
 .
.