
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчет данных для ликвидации дефектных мест на плетях и сварки плетей между собой.
В зависимости от температуры, при которой производятся работы по ликвидации дефектных мест на плети, или сварки плетей между собой, используются различные технологии производства работ. При температурах больших, чем температура закрепления плети используется технология с предварительным изгибом плети, при температурах меньших, чем температура закрепления плети используется технология с использованием натяжных устройств с достаточным подтягивающим усилием. Восстановление дефектной плети электроконтактной сваркой при температурах рельсов ниже температуры закрепления или сварки плетей между собой можно выполнять без натяжного устройства, но с использованием ПРСМ с подтягивающими усилиями до 120 тс, из которых на растяжение плети для восстановления ее температуры закрепления на участке производства работ используется не более 70 Тс. Для выполнения работ, включающих восстановление плети сваркой и восстановление температуры ее закрепления на участке производства работ необходимо определить длину участка производства работ по сварке, на котором необходимо восстановить температуру закрепления плети.
Поскольку изменение длины дышащего участка при изменении температуры равно половине изменения длины такого же участка в средней части плети, расчетная длина участка равна l= l= Длину рельсовой вставки удобно принять из условия:
где
Длина дышащего участка в зависимости от разницы температуры закрепления плети и температуры, при которой производятся сварочные работы равна:
где
r – погонное сопротивление продольному сдвигу пути по одной рельсовой нити, принимаемое для стабилизированного балласта равным 12 кН/м, для нестабилизированного – 7кН/м. При перепадах температуры сварки относительно температуры закрепления плети на величины
Для того чтобы на участке производства сварочных работ l ввести плеть в температуру ее закрепления, участок необходимо удлинить на величину:
Затем раскрепляем конец плети, примыкающий к месту сварки второго стыка в точке С на длине
где
После раскрепления плети на участке lр, укладываем рельсовую вставку и свариваем ее с концом плети в точке В. Определяем общее удлинение раскрепленного конца плети, необходимое для восстановления температуры закрепления на участке производства сварочных работ и на участке раскрепления плети.
где По результатам контрольной сварки получено, что при сварке одного стыка укорочение свариваемых рельсов за счет оплавления металла составляют около Дата сварки, температура рельса при сварке, длина участка раскрепления и величина удлинения плети для восстановления температуры закрепления её на участке производства работ записываются в журнал Учета службы и температурного режима рельсовых плетей. При восстановлении плети за счет замены дефектного участка рельсов длины вставок могут быть различными длиной до 10 м и более, в зависимости от вида, характера дефекта и местных условий. Если плети предназначены для сварки между собой (при устройстве бесстыкового пути длинной блок-участок или перегон), то они укладываются с небольшими вставками, как правило, длинной порядка 6,25м. Рассмотрим сварку двух плетей при температуре на
Отсюда длина раскрепленного конца плети
Общее удлинение раскрепленного конца плети
С учетом укорочения рельсов при сварке на 40 мм разница между необходимым удлинением плети и укорочением при сварке составляет -27 мм, поэтому плеть не растягиваем и производим сварку.
|
||||||
|
|
Последнее изменение этой страницы: 2021-04-12; просмотров: 104; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.223.172.224 (0.006 с.) |



 - расстояние между обрезанными концами плетей;
- расстояние между обрезанными концами плетей; - запас рельсового металла на сварку одного стыка (40 мм при электроконтактной технологии).
- запас рельсового металла на сварку одного стыка (40 мм при электроконтактной технологии). 12,46
12,46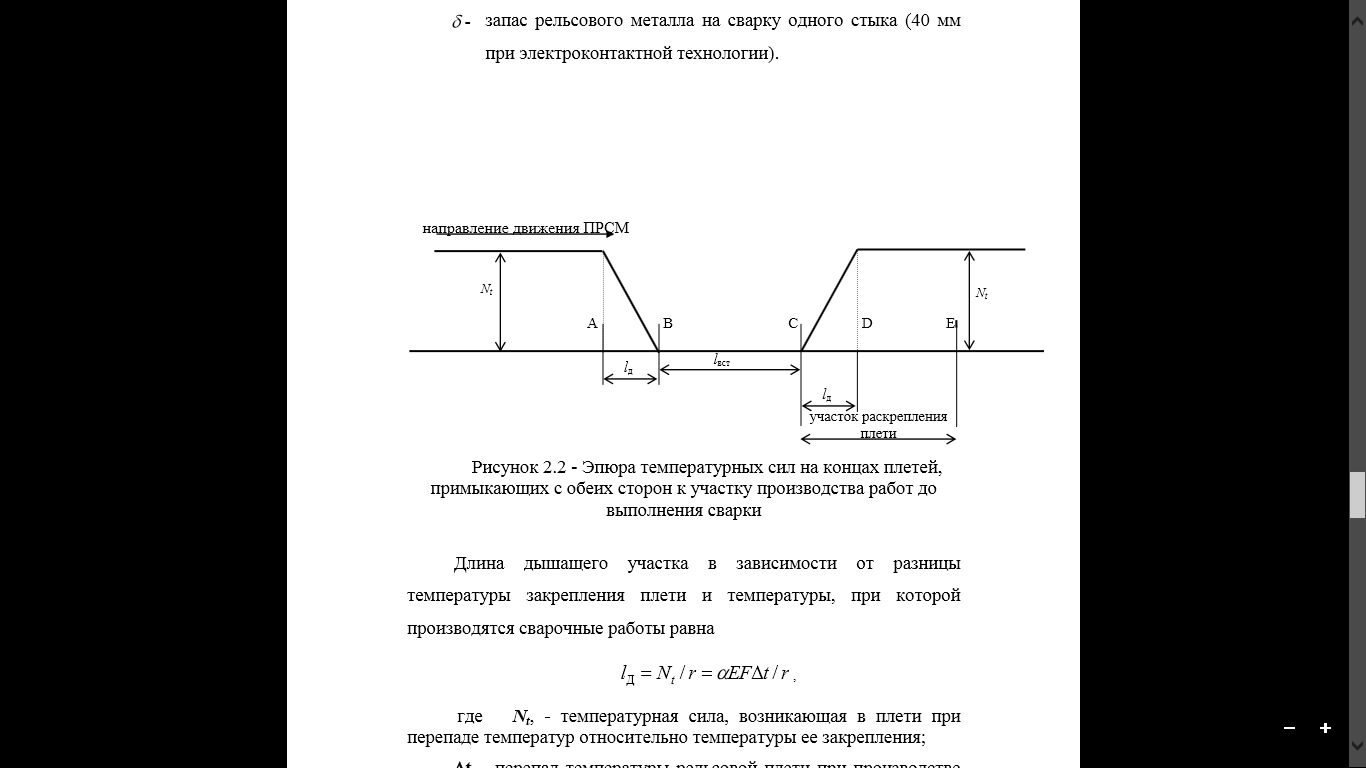
 – температурная сила, возникающая в плети при перепаде температур относительнотемпературы её закрепления;
– температурная сила, возникающая в плети при перепаде температур относительнотемпературы её закрепления; – перепад температуры рельсовой плети при производстве работ относительно её температуры закрепления;
– перепад температуры рельсовой плети при производстве работ относительно её температуры закрепления; t = 10; 15; 20 и 25
t = 10; 15; 20 и 25  соответственно равны 29,2; 43,8; 58,4 и 70,0.
соответственно равны 29,2; 43,8; 58,4 и 70,0. =
= 
 равной
равной 
 ,
,
 =
=  ,
,
 –
–  )и производим сварку. После завершения сварки выдерживаем стык в течении 6 минут в сжатом состоянии. Затем сварочная головка убирается, сваренный стык обрабатывается. Плеть на всем протяжении АЕ раскрепляется, простукивается, а затем снова закрепляется с нормативной затяжкой болтов (шурупов). По завершении указанных работ сваренные стыки проверяются дефектоскопом и размечаются на расстоянии не менее 25,0 см от места сварки каждого стыка записываются их порядковые номера.
)и производим сварку. После завершения сварки выдерживаем стык в течении 6 минут в сжатом состоянии. Затем сварочная головка убирается, сваренный стык обрабатывается. Плеть на всем протяжении АЕ раскрепляется, простукивается, а затем снова закрепляется с нормативной затяжкой болтов (шурупов). По завершении указанных работ сваренные стыки проверяются дефектоскопом и размечаются на расстоянии не менее 25,0 см от места сварки каждого стыка записываются их порядковые номера. ниже температуры закрепления плети с помощью вставки длинной
ниже температуры закрепления плети с помощью вставки длинной  = 10 м.
= 10 м. =
=  =
=  ,
, = 70 тс
= 70 тс
 = 0,0000118* 125.16 *18 = 27 мм.
= 0,0000118* 125.16 *18 = 27 мм. = 13.8+27 = 40.8 мм.
= 13.8+27 = 40.8 мм.


