
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Глава 5. Основы двухфакторного дисперсионного анализаСтр 1 из 3Следующая ⇒
Глава 5. Основы двухфакторного дисперсионного анализа
Сущность и задачи дисперсионного анализа Дисперсионный анализ (ДА) – это статистический метод анализа результатов наблюдений, зависящих от различных одновременно действующих факторов (входных переменных), часто не имеющих количественного описания. Отличительной особенностью и преимуществом дисперсионного анализа по сравнению с другими методами анализа является возможность работы с качественными факторами – такими, как номер агрегата, вид термообработки, способ сварки, направление вырезки образца и т.п. Задачами дисперсионного анализа являются: - изучение влияния факторов (как управляемых, так и неуправляемых) на какое-либо свойство объекта исследования (отклик); - выделение среди факторов наиболее существенных и их ранжирование; - отсеивание факторов, практически не влияющих на свойства; - оценка существенности совместного влияния (взаимодействия) факторов на свойства объекта. С помощью дисперсионного анализа, в частности, можно ответить на следующие вопросы, имеющие практическое значение: 1) чем обусловлено рассеивание результатов измерения какой-либо физической величины, производимого на разных приборах (разными методами) различными операторами: случайной погрешностью, систематической приборной (методической) ошибкой или влиянием оператора; 2) существенно ли отличаются свойства деталей или металлопродукции, обработанных на разных термических агрегатах, что позволяет выявить индивидуальные особенности агрегатов и решить вопрос о необходимости либо ремонта, либо их дифференциации по назначению; 3) кто является виновником брака готовой продукции при кооперации различных участков или цехов; 4) зависит ли качество металлопродукции от завода-поставщика; 5) существенно ли отличаются свойства деталей в партиях, изготовленных из металлопродукции, обработанной по разным технологическим схемам; 6) какой (или какие) из технологических факторов и их взаимодействий наиболее сильно влияют на свойства деталей; 7) существенно ли влияние медленного временного дрейфа на фоне случайных погрешностей наблюдений при нестабильности величины выходного показателя (свойства) во времени.
При этом под дрейфом понимается имеющийся в реальных объектах ряд неуправляемых факторов, таких, как постепенное старение, износ аппаратуры, оборудования, колебание состава исходной продукции, изменение активности насыщающей атмосферы и т.д., что вызывает нестационарное изменение выходной функции при постоянных значениях управляемых факторов. Эти и ряд других практических задач можно решить с помощью дисперсионного анализа. По количеству исследуемых факторов различают: одно-, двух- и многофакторный эксперимент. Ниже рассматривается принципы и алгоритм расчетов при двухфакторном дисперсионном анализе.
Постановка задачи Пусть изучается влияние двух одновременно действующих факторов на результативный признак у. Необходимо определить, в какой мере существенно на фоне случайных погрешностей влияние того или иного фактора или их взаимодействия на отклик у; провести сравнение их между собой и выделить наиболее важный.
При постановке задачи дисперсионного анализа требуется принятие следующих решений: 1) выбрать показатель, характеризующий результативный признак (отклик); 2) установить, какие факторы могут влиять на отклик (при двухфакторном анализе их число равно двум), один из них принять за фактор А, другой – за В; 3) выбрать число уровней варьирования факторов А и В (не обязательно одинаковое); 4) определить способ придания факторам разных уровней; 5) установить число дублей в каждом опыте; 6) составить матрицу планирования наблюдений.
Пример постановки задачи На участке термической обработки крепежных деталей постоянно отмечается повышенное количество брака по несвинчиваемости болтов с гайкой. Требуется разработать план проведения наблюдений для установления источника брака. 1. В качестве результативного признака можно принять % болтов, не прошедших контроль на свинчиваемость в каждой опытной партии (случайной выборке определенного объема – например, из 20 шт.). 2. Имеется предположение, что причинами несвинчиваемости могут быть: - неудовлетворительная наладка (или состояние) отдельных автоматов для накатки резьбы на механическом участке;
- повышенное коробление резьбы при термообработке за счет различного состояния закалочно-отпускных агрегатов. За фактор А – примем состояние резьбонакатных автоматов; В – состояние закалочно-отпускных агрегатов. 3. Уровнями варьирования состояния оборудования могут служить разные станки и термические агрегаты, на которых производится обработка: Например, 3 резьбонакатных автоматов – их номера соответствуют 3 уровням механического оборудования; 2 закалочно-отпускных агрегата – 2 уровням термического оборудования. Если имеется только один резьбонакатной автомат, то можно придать два уровня его состоянию следующим образом: - при обычной (штатной) наладке; - после особо тщательной наладки (или ремонта). 4. Для исключения грубых промахов при анализе результатов наблюдений целесообразно производить дублирование каждой опытной партии (например, трехкратное).
Матрица наблюдений при дисперсионном анализе
Обозначения, принятые в табл.5.1: i – порядковый номер уровня варьирования фактора А (i =1, 2, … r); j – порядковый номер уровня варьирования фактора В (j =1, 2 … υ). Пересечение i -го уровня фактора А с j -ым уровнем фактора В образуют i j -ую ячейку, в которую записывают наблюдения (y ij), полученные при одновременном исследовании влияния факторов А и В на i и j уровнях.
В табл.5.1 также записываются вычисленные средние значения:
Звездочка в индексе при у обозначает, что наблюдения фиксированы на i -ом уровне фактора А (j -ом уровне фактора В).
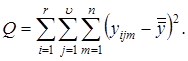
Оценки дисперсий По общему определению дисперсии, которая равна сумме квадратов отклонений наблюдений от среднего арифметического, деленной на число степеней свободы, находят оценки сводной дисперсии, дисперсий по факторам и остаточной дисперсии: а) оценка сводной дисперсии:
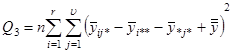
б) оценки дисперсий изменчивости по факторам:
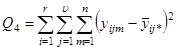
в) оценка остаточной дисперсии:
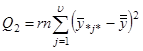
где Q, Q 1, Q 2, Q 3 - соответствующие суммы квадратов разностей; f, f 1, f 2, f 3 - соответствующие числа степеней свободы. В общем случае число степеней свободы равно числу опытов, по которым рассчитывалась дисперсия, минус число опытов, использованных для определения любых констант, коэффициентов (в данном случае, это один опыт, использованный для определения средней).
Пример. Влияние температуры аустенитизации и времени выдержки при термообработке проволоки на показатели механических свойств: при t = Ас 3+30°С увеличение выдержки благоприятно, так как способствует лучшей гомогенизации при сохранении мелкого зерна аустенита; при t = Ас 3+(50…60)°С с увеличением выдержки, хотя и интенсифицируется гомогенизация, но развивается разнозернистость аустенита – комплекс свойств снижается.
Анализ дисперсий
Примечание: при расчете критерия Фишера берется отношение большей дисперсии к меньшей.
Правильность подсчетов можно проверить с помощью соотношений: - для числа степеней свободы: f = f 1+ f 2+ f 3+ f 4 ; (5.23) f=r × υ × n -1; (5.24) - для сумм квадратов: Q=Q 1+ Q 2+ Q 3+ Q 4, (5.25)
Факторы и их взаимодействия значимы, если расчетные значения критерия Фишера больше табличного, определенного при соответствующих числах степеней свободы и выбранном уровне значимости. Степень влиятельности факторов оценивается вкладами в общую дисперсию отклика. Так, если оба фактора значимы, но В заключение необходимо отметить, что выводы, полученные в результате проведения дисперсионного анализа, относятся только к данному экспериментальному материалу при данной его систематизации.
Глава 5. Основы двухфакторного дисперсионного анализа
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 113; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.201.47 (0.025 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



























 - среднее по столбцам (по первому, второму и т.д.);
- среднее по столбцам (по первому, второму и т.д.); (5.7)
(5.7)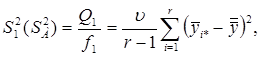 (5.8)
(5.8)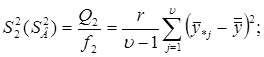 (5.9)
(5.9) (5.10)
(5.10)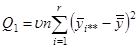










 (5.26)
(5.26) >
>  , то фактор А на исследуемый признак оказывает более сильное влияние, чем фактор В.
, то фактор А на исследуемый признак оказывает более сильное влияние, чем фактор В.


