Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технология нарезания резьб резцамиСодержание книги
Поиск на нашем сайте
Нарезание резьбы резцами. Для нарезания резьбовых поверхностей резцами необходимо выполнить целый ряд действий: • настроить станок, подобрав и установив сменные зубчатые колеса; • установить заготовку; • подобрать и установить резец; • произвести подготовительную обработку изделия; • нарезать резьбу.
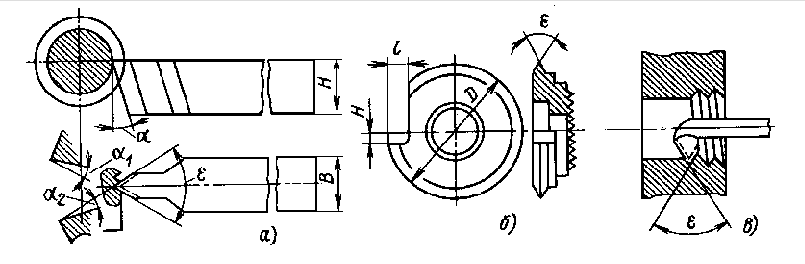
На токарных станках наиболее широко применяется метод нарезания наружной и внутренней резьб резцами. Резьбонарезные резцы бывают стержневые, призматические и круглые; их геометрические параметры не отличаются от геометрических параметров фасонных резцов. Наружную резьбу нарезают прямыми или отогнутыми резцами, внутреннюю - изогнутым резцом (в отверстиях малого диаметра) и прямым резцом, установленным в оправку (в отверстиях большого диаметра). Расположение режущих кромок резца должно соответствовать профилю обрабатываемой резьбы. Резьбы треугольного профиля нарезают резцами с углом в плане при вершине φ=60 градусов ±10' для метрической резьбы и φ=55 градусов ±10' для дюймовой резьбы.
Рис.4.7.1.Резьбонарезные резцы.
При нарезании резьбы резцами подача равна шагу нарезаемой резьбы. Скорость резания для резцов из быстрорежущих сталей при обработке стали средней твердости u=20-35 м/мин для черновых проходов и u=25-50 м/мин для чистовых проходов. При обработке деталей из чугуна средней твердости скорость резания уменьшают в два раза. Скорость резания для резцов с пластинами из твердого сплава Т15К6 при обработке сталей средней твердости u=100-150 м/мин. Большие значения скорости резания принимают при нарезании резьб с Р<2 мм, а меньшие - при нарезании резьб с Р<6 мм. На токарных станках резьбу нарезают резцами за несколько проходов. После каждого прохода резец отводят в исходное положение. По нониусу винта поперечной подачи устанавливают требуемую глубину резания и повторяют проход. При нарезании резьбы с шагом до 2 мм подача составляет 0,05-0,2 мм. Если резьбу нарезать одновременно двумя режущими кромками, то образующаяся при этом стружка спутывается и ухудшает качество поверхности резьбы. Поэтому перед рабочим проходом резец следует смещать на 0,1-0,15 мм поочередно вправо или влево, используя осевую подачу верхнего суппорта, в результате чего обработка ведется только одной режущей кромкой. Число черновых проходов 3-6, а чистовых - 3. При нарезании резьбы с шагом более 2 мм на деталях из труднообрабатываемых сталей подачу резца можно осуществлять вдоль стороны профиля (); глубину резания в этом случае устанавливают перемещением верхних салазок суппорта, которые закрепляют под углом 30 градусов к оси профиля (для метрической резьбы) или под углом 27градусов30' (для дюймовой и трубной резьб). При этом резец работает только левой режущей кромкой. При последнем проходе глубину резания устанавливают винтом поперечной подачи, что позволяет исправить погрешности, образовавшиеся при предыдущих проходах. При нарезании резьб шагом 2-6 мм число черновых проходов 6-9, а чистовых 3-4 (меньшее число проходов относится к резьбе с меньшим шагом, а большее - к резьбе с большим шагом). При нарезании резьбы рекомендуется делать 4-6 проходов для резьбы с шагом 0,5-1 мм; 6-8 проходов для резьбы с шагом 1,25-1,5 мм; 8-10 проходов для резьбы с шагом 1,75-2 мм; 12-15 проходов для резьбы с шагом 2,5-3 мм. При нарезании резьб на деталях из труднообрабатываемых сталей (нержавеющих, кислотоупорных и т. д.) число проходов следует увеличить на 25%. При нарезании резьбы небольшой длины резец может быть возвращен в исходное положение перемещением суппорта при обратном ходе станка, без выключения разъемной гайки. При нарезании длинного винта суппорт перемещают в исходное положение вручную, выключив разъемную гайку. Для выполнения следующего прохода необходимо попасть в винтовую канавку нарезаемой резьбы. Если нарезается резьба, шаг которой делится без остатка на шаг резьбы ходового винта (или шаг резьбы ходового винта делится без остатка на шаг нарезаемой резьбы), то разъемную гайку можно включать в любой момент и резец при этом всегда точно попадет в ранее нарезанную винтовую канавку. При нарезании резьбы, шаг которой делится с остатком на шаг резьбы ходового винта, разъемную гайку можно включать только при определенном положении ходового винта, когда деталь, ходовой винт и суппорт займут такое же положение, как и в начале нарезания резьбы. Только в этом случае резец попадет в винтовую канавку. В процессе нарезания резьбы возникает необходимость сменить изношенный резец или заменить черновой резец чистовым. Для того чтобы устанавливаемый резец попал в уже прорезанную винтовую канавку, его перемещают с помощью верхних салазок суппорта или (установив трензель в среднее положение) разъединяют ходовой винт и шпиндель и затем поворачивают деталь до такого положения, при котором резец будет находиться против винтовой канавки. Для повышения производительности обработки вместо одного резца применяют резьбовые гребенки или многорезцовые державки
|
||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 93; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.102.163 (0.006 с.) |