Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Особенность расчета режимов резания при разработанном технологическом процессе.Содержание книги
Поиск на нашем сайте
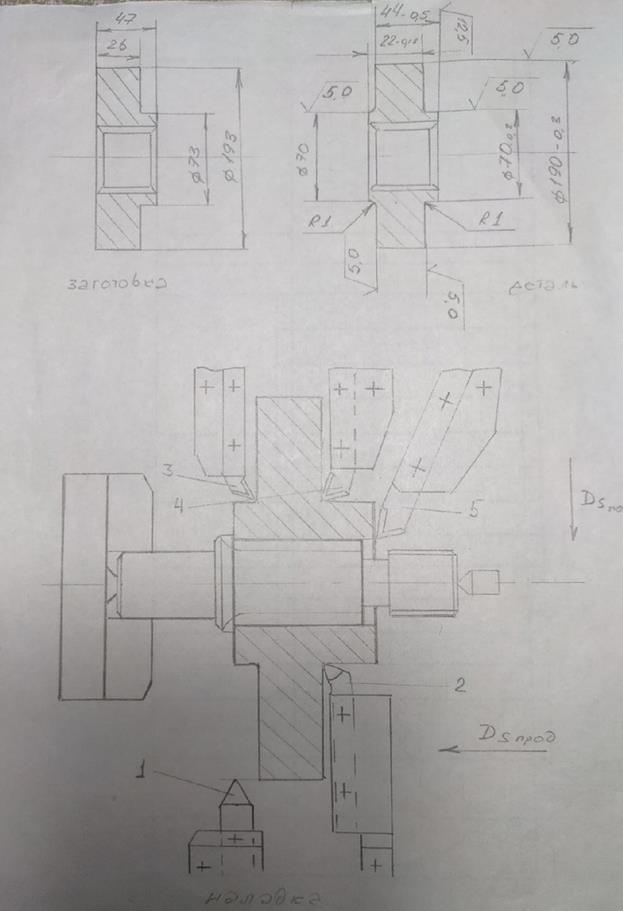
При многоинструментальной обработке на металлорежущих станках выявляются параметры, обеспечивающие синхронизацию работы всех инструментов. Таким параметром, общим для всех инструментов, являются основное машинное время операции. Назначение и расчет режима резания при многоинструментальной обработке в общем случае сводится к следующему: 1). Расчет длины рабочего хода инструментов, имеющих общую минутную подачу; 2).Назначение подачи для каждого блока; 3).Назначение стойкость для каждого инструмента; 4).Расчет скорости резания для каждого инструмента; 5).Проверочные расчеты по мощности резания, допускаемым нагрузкам и корректировка режима резания; 6) Расчет основного времени. Определение основного машинного времени станка. Рассчитываются значения Пример. На токарном многорезцовом одношпиндельном полуавтомате 1Н713 производится окончательная токарная обработка зубчатого колеса. Материал – сталь 20Х.Установка – на шлицевой оправке в центрах. Режущие инструменты – резцы с пластинами из Т15К6. Резец 1 –проходной прямой правый, резец 2 – проходной упорный правый, резец 3 – подрезной левый, резец 4 и 5 – подрезные правые. Решение (подробно см. Нефедов, Осипов): 1).устанавливаем глубину резания: Для резца 1: Для резца 2: t=1,5 мм Для резцов 3 и 4 припуск на сторону t=2 мм, Для резца 5: t=1 мм 2). Длина рабочего хода продольного и поперечного суппортов:
Где Определяем Определяем 3). Определяем подачу суппортов на обороте шпинделя: Для продольного суппорта – суммарная глубина резания Необходимо учесть поправочный коэффициент Тогда Т.к. время работы продольного суппорта значительно меньше, чем поперечного, а работают они одновременно, то можно уменьшить подачу продольного суппорта без снижения производительности станка. Это достигается выравниванием продолжительности работы продольного и поперечного суппортов, т.е. одинаковым числом оборотов шпинделя за ход каждого суппорта:
Ориентировочно принимаем 4).Определяет периоды стойкости лимитирующих инструментов: Резца 1: Резцов 3и 4: 5).Определяет скорость главного движения резания лимитирующих резцов наладки. Для резцов 3 и 4: Для резца 1: Таким образом, лимитирующими по скорости главного движения резания являются резцы 3 и 4. 6). Действительная частота вращения шпинделя: 7).Действительная скорость: для резцов 1,3 и 4: для резцов 2 и 5: 8).Определяем скорость движения подачи суппортов: Для продольного суппорта: Для поперечного суппорта: 9).Определяем главные составляющие силы резания для всех резцов наладки: для резца 1: для резца 2: для резца 3: для резца 4: для резца 5: 10).Определяем суммарную мощность: для резца 1: для резца 2: для резцов 3 и 4: для резца 5: Мощность привода станка больше 9,65 кВт, значит обработка возможна. 11).Основное время:
|
||||
|
|
Последнее изменение этой страницы: 2021-02-07; просмотров: 122; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.19.205 (0.009 с.) |

 для каждого блока инструмента и в качестве
для каждого блока инструмента и в качестве  станка при параллельной работе блоков инструментов выбирается наибольшее. При перекрывающихся временах работы блоков инструментов
станка при параллельной работе блоков инструментов выбирается наибольшее. При перекрывающихся временах работы блоков инструментов  =1.5 мм
=1.5 мм
 - дополнительная длина хода, вызванная особенностями наладки и конфигурацией заготовки.
- дополнительная длина хода, вызванная особенностями наладки и конфигурацией заготовки. продольного суппорта – наибольшую длину резания имеет резец 1:
продольного суппорта – наибольшую длину резания имеет резец 1:  =3 мм, поперечного -
=3 мм, поперечного -  = 0, 6 мм/об и для поперечного
= 0, 6 мм/об и для поперечного  =0,75.
=0,75. , отсюда
, отсюда  = 29,5 / 211 = 0,14 мм/об.
= 29,5 / 211 = 0,14 мм/об. =94мин
=94мин =196 м/мин
=196 м/мин =315
=315 
 =191 м/мин
=191 м/мин =0,16 мм/об
=0,16 мм/об =50,5 кгс
=50,5 кгс =
= 
 =1,58 кВт
=1,58 кВт =9,65 кВт
=9,65 кВт =0,635 мин.
=0,635 мин.