Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Визначення допустимих похибок вимірювання усіх розмірівСодержание книги
Поиск на нашем сайте Допуски: Для d1: Td1=d1max-d1min= d2: Td2=d2max-d2min= d3: Td3=d3max-d3min= D1: TD1=D1max-D1min= D2: TD2=D2max-D2min= ℓ1: Tl1= ℓ1max- ℓ1min= ℓ2: Tl2= ℓ2max- ℓ2min= L3: TL3=L3max-L3min= L4: TL4=L4max-L4min= ά1: АТά1= ά2: АТά2=
Допустимі похибки за формулою Для d1: δдоп=0,3 d2: δдоп=0,3 d3: δдоп=0,3 D1: δдоп=0,3 D2: δдоп=0,3 ℓ1: δдоп=0,3 ℓ2: δдоп=0,3 L3: δдоп=0,3 L4: δдоп=0,3 ά1: δдоп= 0,3 ά2: δдоп=0,3 Таблиця 1.2 - Метрологічні показники засобів вимірювання (заповнюється студентом) В міліметрах
Таблиця 1.3 - Вибір засобів та результати вимірювання деталі (заповнюється студентом) В міліметрах
Рисунок 1. 2 - Схема поля допуску d 3 та його дійсний розмір d 3Д (виконується студентом, див. додаток А) Рекомендована література: 1. Допуски и посадки. Справочник. (В.Д. Мягков, М.П. Палей, А.Б. Романов, В.А Брагинский. – Л: Машиностроение, 1982, Ч. І.); 2. Допуски и посадки. Справочник. (В.Д. Мягков, М.П. Палей, А.Б. Романов, В.А Брагинский. – Л: Машиностроение, 1982, Ч. ІІ.); 3. Кирилюк Ю.Е. Допуски и посадки: Справочник. К.: Вища школа, 1987; 4. ДСТУ 2500-94. Основні норми взаємозамінності. Єдина система допусків та посадок. Терміни та визначення. Позначення і загальні норми; 5. ДСТУ 2681-94. Державна система забезпечення єдності вимірювань. Метрологія. Терміни та визначення; 6. ДСТУ 2498-94. Основні норми взаємозамінності. Допуски форми та розташування поверхонь. Терміни та визначення; Лабораторна робота № 2 Вимірювання деталей мікрометричними інструментами 1 Мета роботи Практичне знайомство з конструкцією мікрометричних засобів вимірювання, їх метрологічними характеристиками та прийомами вимірювання. 2 Завдання Зробити висновок про придатність засобів вимірювання дійсних розмірів деталі (рисунок 2.1) згідно з заданими допусками (таблиця 2.1) і зробити дослідження поверхні діаметра d1 на круглість і циліндричність. Побудувати схему поля допуску розміру d2. Таблиця 2.1 - Допуски розмірів деталі В міліметрах
Примітка: 1. розмір D1 вимірюється на підшипнику; 2. розмір ℓ1 деталі 2.4 не вимірюється.
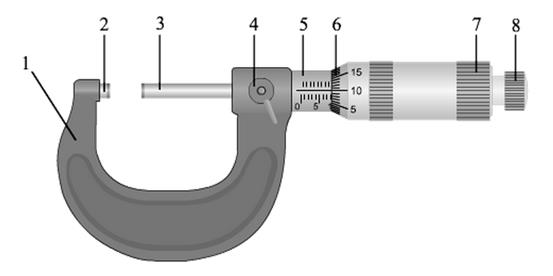
Рисунок 2.1 - Ескіз деталі з умовними позначеннями З Матеріальне забезпечення 3.1. Мікрометр МК, ДСТУ ГОСТ 6507:2009, з границями вимірювання 0-25 мм. 3.2. Мікрометр МК, ДСТУ ГОСТ 6507:2009, з границями вимірювання 25-50 мм. 3.3. Мікрометр МК, ДСТУ ГОСТ 6507:2009, з границями вимірювання 50-75 мм. 3.4. Мікрометричний глибиномір ГМ, ГОСТ 7470-92, з границями вимірювання 0 - 25 мм. 3.5. Мікрометричний глибиномір ГМ, ГОСТ 7470-92, з границями вимірювання 0 - 100 мм. 3.6. Мікрометричний нутромір НМ, ДСТУ ГОСТ 10:2009, з границями вимірювання 75-175 мм. 3.7. Перевірна плита, ГОСТ 10905-86. 4 Послідовність виконання роботи 4.1. Записати номер та назву роботи. 4.2. Записати індивідуальне завдання і виконати ескіз деталі. 4.3. Вивчити конструкцію мікрометричних інструментів і частково заповнити таблицю 2.2. 4.4. Визначити допустимі похибки вимірювання усіх розмірів, записати їх у таблицю 2.2 і зробити висновок про придатність засобів вимірювання. 4.5. Внести у таблицю 2.3 усі розміри з завдання і визначити граничні відхилення згідно з ДСТУ 2500-94. 4.6. Перед вимірюванням треба зробити перевірку нульового положення п'яток мікрометра. 4.7. Провести вимірювання усіх розмірів деталі, внести результати до таблиці 2.3, визначити дійсні розміри і зробити висновок про їх придатність. 4.8. Чотири рази виміряти розмір d1 для визначення відхилення круглості і внести до таблиці 2.4. Зробити розрахунки і висновок про придатність на круглість і циліндричність. 4.9. Побудувати схему поля допуску для розміру d2 і показати на схемі його дійсну величину d2 Д. 5 Конструкція засобів вимірювання До групи мікрометричних інструментів входять мікрометри гладкі МК, мікрометри нарізні МВМ, мікрометричні глибиноміри ГМ, мікрометричні нутроміри НМ, мікрометри зубоміри ЗМ та інші. Мікрометричні інструменти призначені для вимірювання абсолютним методом. Головними деталями цих інструментів є нарізна гайка і мікрометричний гвинт із кроком нарізки 0,5 мм. Ця гвинтова пара перетворює поздовжнє переміщення гвинта в обертальне переміщення шкали барабана. Ціна поділки шкали дорівнює 0,01 мм. На рисунку 2.2 показана конструкція мікрометра гладкого для зовнішніх вимірювань. Барабан мікрометра поділений на 50 рівних частин. Відліковий пристрій має дві шкали, нижню – головну з ціною поділки 1 мм та верхню – допоміжну, зміщену на 0,5 мм відносно нижньої. Ціле число міліметрів та пів міліметрів відраховують краєм скосу барабана за шкалою стебла. Соті долі міліметра визначають за порядковим номером штриха барабана, що збігається із поздовжнім штрихом стебла. На рисунку 2.3 показано мікрометричний глибиномір ГМ. Він призначений для вимірювання глибин пазів, канавок, уступів. Шкала глибиноміра така ж, як і у мікрометра, тільки нуль знаходиться у верхній частині стебла. Хід гвинта дорівнює 25 мм. Додаткові змінні стержні дозволяють проводити вимірювання від 0 до 25, 25 – 50, 50 – 75, 75 – 100 мм. На рисунку 2.4 показаний мікрометричний нутромір НМ. Він призначений для вимірювання діаметрів отворів і внутрішніх розмірів. Головною його частиною є мікрометрична головка з границями вимірювання 75 – 88 мм. До неї додаються змінні вимірювальні стержні довжиною 13, 25, і 50 мм. Недоліком мікрометричного нутроміра є відсутність тріскачки. 6 Методичні вказівки 6.1. Перед початком вимірювань необхідно перевірити нульове положення інструмента. Для цього треба за допомогою тріскачки добитися контакту між мікрометричним гвинтом і п'яткою безпосередньо або за допомогою установчої міри. Якщо нульовий штрих барабана не збігається з повздовжнім штрихом стебла, слід провести регулювання. Закріпити стопором мікрометричний гвинт, роз'єднати барабан з мікрометричним гвинтом і повернути барабан до збігання кругової шкали з початковим штрихом стебла. Після цього барабан закріплюється загвинчуванням тріскачки з гайкою, стопор відпускається і проводиться перевірка нульового положення. При необхідності регулювання повторюється. 6.2. Перевірка нульового положення мікрометричного глибиноміра здійснюється на перевірній плиті. 6.3. Перевірка нульового положення мікрометричного нутроміра здійснюється за допомогою установчої міри – скоби або за допомогою блока кінцевих мір, затиснутих в струбцину. 6.4. Відхилення форми і розташування поверхні знижують експлуатаційні і технологічні показники виробів. Згідно з ДСТУ 2500-94 для кожного виду допуску форми і розташування поверхні установлено 16 ступенів точності. Для визначення відхилення від круглості застосовують кругломіри. У нашій роботі визначення відхилення від круглості і циліндричності здійснюється спрощеним методом.
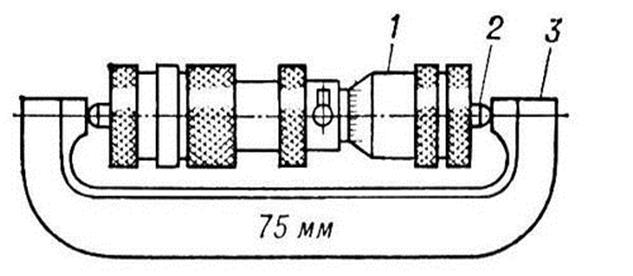
Рисунок 2.2 – Мікрометр гладкий МК. 1– скоба, 2 – п’ятка, 3 – мікрометричний гвинт, 4 – стопор, 5 – стебло, 6 – барабан, 7 – корпус тріскачки, 8 – тріскачка.
Рисунок 2.2.1 – Мікрометр електронний
Рисунок 2.2.2 – Мікрометр трубний
Рисунок 2.2.3 – Мікрометр для м’яких матеріалів (зубомірний)
Рисунок 2.2.4 – Мікрометр призматичний
Рисунок 2.2.4 – Мікрометр для листового матеріалу.
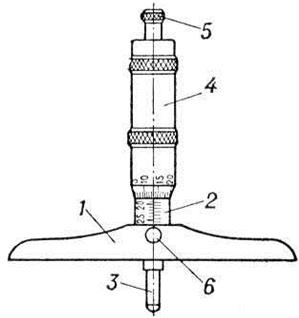
Рисунок 2.3а – Мікрометричний глибиномір: 1 — підставка, 2 — стебло, 3 — вимірювальний стержень, 4 — барабан, 5 — тріскачка, 6 — стопор. Рисунок 2.3б – Індикаторний глибиномір: 1 — підставка, 2 — державка, 3 — індикатор, 4 — гвинт для кріплення індикатора, 5 — змінний вимірювальний стержень.
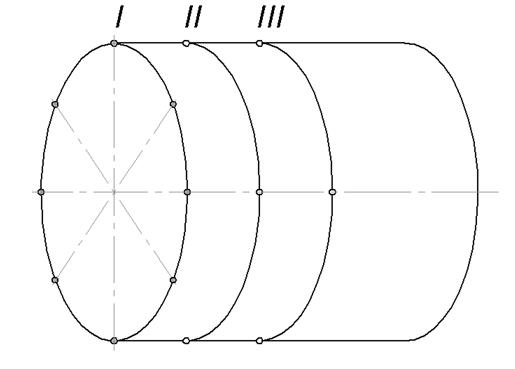
Рисунок 2.4 – Мікрометричний нутромір: 1 — мікрометрична голівка; 2 — вимірювальний наконечник; 3 — настановна скоба. Для цього деталь діаметром d1 умовно поділяється на 8 частин (рисунок 2.5) у трьох перерізах. Вимірювання проводиться мікрометром на кожному перерізі чотири рази і результати заносяться до таблиці 2.4. Відхилення форми визначають як піврізницю між найбільшим і найменшим діаметрами
де: Δкр – відхилення круглості; Δцил – відхилення циліндричності (відхилення профілю поздовжнього перерізу). Щоб зробити висновок про придатність розмірів і деталі на круглість і циліндричність, треба порівняти отримані значення відхилень за даними ДСТУ 2500-94, в якому допуск круглості і циліндричності для діаметра від 50 до 120 мм за дев'ятим ступенем точності дорівнює 0,040 мм.
Рисунок 2. 5 - Схема умовного поділення деталі 7 Техніка вимірювання 7.1. Гладкий мікрометр. Мікрометр необхідно взяти за скобу лівою рукою і, обертаючи правою рукою барабан проти часової стрілки, розвести вимірювальні поверхні мікрометра на розмір, трохи більший за розмір вимірюваної деталі. Після цього розмістити деталь між п'яткою скоби і торцем мікрометричного гвинта, злегка притиснути п'ятку до вимірюваної поверхні і повільно обертати за тріскачку великим і вказівним пальцями правої руки за часовою стрілкою. Довести мікрометричний гвинт до контакту з вимірюваною деталлю, поки не буде чути звуку тріскачки (3-4 рази). Закріпити положення мікрометричного гвинта стопором і прочитати показання мікрометра, тримаючи його в зручному положенні. 7.2. Мікрометричний глибиномір. Особливість налагодження глибиноміра полягає в тому, що його треба проводити на перевірній плиті. Для цього у глибиномір треба установити нульовий змінний вимірювальний стержень, основу глибиноміра притиснути до поверхні перевірної плити і, обертаючи мікрометричний гвинт за тріскачку, добитися контакту між стержнем і плитою. Збігання нульового штриха шкали на барабані зі штрихом стебла проводиться як і у гладкого мікрометра. При вимірюванні основа глибиноміра притискується лівою рукою до верхньої поверхні деталі, а правою рукою за допомогою тріскачки вимірювальний стержень доводиться до контакту з іншою поверхнею деталі. Після цього треба закріпити мікрометричний гвинт стопором і прочитати показання. При цьому необхідно знати, що у глибиноміра, в порівнянні з мікрометром, цифри на шкалі стебла барабана вказані обернено. 7.3. Мікрометричний нутромір. До комплекту мікрометричного нутроміра додається установча міра. Для перевірки нульового положення мікрометрична головка нутроміра укладається між вимірювальними поверхнями установчої міри. Обертами барабана необхідно довести мікрометричну головку до контакту з поверхнями установчої міри. Закріпити мікрометричний гвинт стопором. Збігання нульового штриха шкали на барабані зі штрихом стебла проводиться як і у гладкого мікрометра. Вимірювання діаметра отвору проводиться у такому порядку: · нутромір за допомогою подовжувачів орієнтовно встановлюється на заданий розмір і вводиться в отвір; · притиснувши один наконечник нутроміра лівою рукою до поверхні отвору, правою обертають барабан головки до контакту із протилежною поверхнею другого наконечника; · показання мікрометричного нутроміра складаються із найменшого граничного розміру мікрометричної головки та показання на стеблі і круговій шкалі, а також розмірів подовжувачів. Зміст звіту 1. Назва роботи. 2. Мета роботи. 3. Завдання. 4. Ескіз деталі. 5. Метрологічні показники засобів вимірювання. 6. Визначення допустимих похибок вимірювання усіх розмірів. 7. Результати вимірювання деталі за діаметром d 1. 8. Схема поля допуску розміру d 2 та його дійсний розмір d 2 Д. 9. Використана література 10. Висновок Таблиця 2.1 - Допуски розмірів деталі (заповнюється студентом) В міліметрах
Рисунок 2.1 - Ескіз деталі (виконується студентом) Таблиця 2.2 – Метрологічні покази засобів вимірювання (заповнюється студентом) В міліметрах
Визначення допустимих похибок вимірювання усіх розмірів за формулою Для d1: Td1=d1max-d1min= d2: Td2=d2max-d2min= d3: Td3=d3max-d3min= D1: TD1=D1max-D1min= ℓ 1: Tℓ 1= ℓ 1max- ℓ 1min= ℓ 2: T ℓ 2= ℓ2max- ℓ2min= L4: TL4=L4max-L4min= Для d1: δдоп=0,3 d2: δдоп=0,3 d3: δдоп=0,3 D1: δдоп=0,3 ℓ 1: δдоп=0,3 ℓ 2: δдоп=0,3 L4: δдоп=0,3 Таблиця 2.3 – Вибір засобів та результати вимірювання деталі (заповнюється студентом) В міліметрах
Таблиця 2.4 – Результати вимірювань за діаметром d1 (заповнюється студентом) В міліметрах
Рисунок 2. 2 - Схема поля допуску d 2 та його дійсний розмір d 2Д (виконується студентом) Рекомендована література: 1. Дунаев П.Ф. и др. Допуски и посадки. Обоснование выбора. – М.: Высшая школа, 1984; 2. Якушев А.И. Взаимозаменяемость, стандартизация и технические измерения. – Машиностроение, 1987. 343 стр.; 3. Кирилюк Ю.Е. Допуски и посадки: Справочник. К.: Вища школа, 1987; 4. ДСТУ 2413-94. Основні норми взаємозамінності. Шорсткість поверхні. Терміни та визначення; 5. Електронне посилання: http://online.budstandart.com/ru/catalog/doc 6. Електронне посилання: http://library.dstu.education/indexing.php 7. Електронне посилання: http://dssu.com.ua/catalog/dstu 8. Електронне посилання: http://normativ.org.ua/types/tdoc Лабораторна робота № 3 Вимірювання на інструментальному мікроскопі 1 Мета роботи Практичне знайомство з конструкцією інструментального мікроскопа, його метрологічними характеристиками та прийомами вимірювання. 2 Завдання Дати висновок про придатність інструментального мікроскопа і дійсних розмірів деталі згідно з заданими допусками (таблиця 3.1). Побудувати схему поля допуску розміру D1 із позначенням його дійсної величини. Таблиця 3.1 - Допуски розмірів деталі В міліметрах
Примітка – Вимірювання розмірів d1, d2, D1 зробити без цифрового відлікового пристрою, а розмірів ℓ1, ℓ2, L3 – за допомогою цифрового відлікового пристрою.
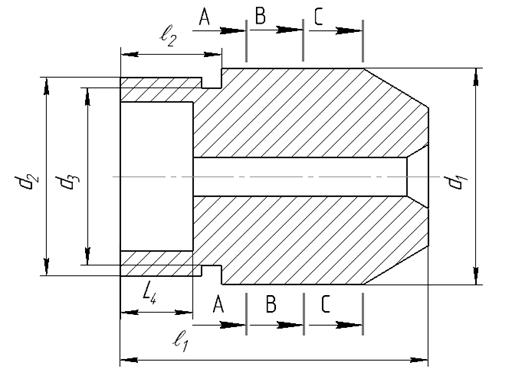
Рисунок 3. 1 - Ескіз деталі з умовними позначеннями 3 Матеріальне забезпечення 3.1. Мікроскоп інструментальний ІМЦ, ДСТУ ГОСТ 8.003:2008. 3.2. Пристрій цифровий відліковий ПВЦ2. 3.3. Блок живлення. ; 3.4. Набір кінцевих мір довжини, ДСТУ ГОСТ 9038-2009. 4 Послідовність виконання роботи 4.1. Записати номер та назву роботи. 4.2. Записати індивідуальне завдання і виконати ескіз деталі. 4.3. Вивчити конструкцію інструментального мікроскопа і частково заповнити таблицю 3.2. 4.4. Визначити допустимі похибки вимірювання усіх розмірів, внести їх до таблиці 3.2 і зробити висновок про придатність засобів вимірювання. 4.5. Записати в таблицю 3.3 усі розміри із завдання і визначити граничні відхилення. 4.6. Перед вимірюванням треба зробити перевірку мікроскопа на підготовленість до роботи. 4.7. Провести вимірювання усіх розмірів деталі три рази, значення розмірів внести до таблиці 3.3, визначити дійсні розміри і зробити висновок про їх придатність. 4.8. Побудувати схему розташування поля допуску для розміру D1 і показати на схемі його дійсне значення D1Д. 5 Конструкція інструменту 5.1. Призначення. Мікроскоп призначений для точних вимірювань: · зовнішніх лінійних розмірів і діаметрів валів; · кутів виробів, різців, фрез та іншого інструменту; · нарізки мітчиків, точних гвинтів і калібрів за діаметром, кроком і половиною кута профілю. Марка мікроскопа ІМЦ 150х50Б. Це розшифровується як інструментальний мікроскоп з цифровим відліковим пристроєм. Цифри означають максимальні величини, що вимірюються, згідно з технічною характеристикою, літера Б – модель. 5.2. Технічна характеристика. Діапазон вимірювання довжин, мм: · у повздовжньому напрямку 0 – 150; · у поперечному напрямку 0 – 50. Діапазон вимірювання плоских кутів за допомогою окулярної кутомірної головки, в град 0 – 360. Максимальний кут нахилу головки мікроскопа відносно вертикальної площини, в град 12°30'. Кут повороту предметної плити координатного стола, в град 0 - 360. Ціна поділки: Ø шкали барабанів мікрометричних гвинтів, мм 0,005; Ø шкали окулярної кутомірної головки, хв. 1; Ø шкали нахилу колонки мікроскопа, хв. 30; Ø ноніуса шкали повороту лімба координатного стола, мм 3; Ø дискретність (ціна поділки) цифрового відліку при лінійних вимірюваннях, мм 0,001. 5.3.
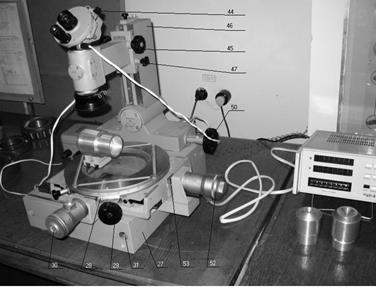
Рисунок 3. 2а – Загальний вигляд мікроскопа Мікроскоп складається з таких основних частин (рисунок 3.2а): 22. лампа закріплена на голівці, 27. підставка, 28. шкала столу, 29. механізм повороту столу, 30. перетворювач, 31. стержень, 32. стіл, 33. маховик, 38. об'єктив, 39. кільце, 40. тубус, 41. окуляр, 42. кутомірна головка, 44. гвинт, 45. кріпильний гвинт, 46. колонка, 47. кремальєра, 49. вісь, 50. гвинт, 52. перетворювач, 53. плоско паралельні кінцеві міри, 57. блок живлення.
Рисунок 3. 2б – Схематичний вигляд мікроскопа Мікроскоп складається з таких основних частин (рисунок 3.2б): 1. лита чавунна основа, 2. мікрометричні пристрої, 3. стіл, 4. об'єктив, 5. тубус, 6. відліковий мікроскоп, 7. окуляр, 8. прилив, 9. кронштейн, 10. маховичок, 11.вертикальні направляючі стійки, 12. гвинт, 13. вісь, 14. освітлювальний пристрій, 15. кільце, 16. маховичок, 18. рифлене кільце. Складові частини приладу. Мікроскоп складається з чотирьох головних вузлів: Мікроскоп з окуляром (рисунок 3.3) і мікрогвинтами (рисунок 3.4). Цей вузол дозволяє проводити вимірювання довжин без цифрового пристрою з точністю 0,005 мм.
Рисунок 3. 3 – Вигляд поля зору окуляра Рисунок 3.4 – Мікрогвинт зі шкалою відліку Пристрій цифровий відліковий (рисунок 3.5). Цей вузол дозволяє проводити вимірювання довжин з точністю 0,001.
Рисунок 3.5 – Передня панель пристрою цифрового відлікового Відліковий мікроскоп кутомірної головки (рисунок 3.6). За його допомогою вимірюють зовнішні кути деталей з точністю 1´.
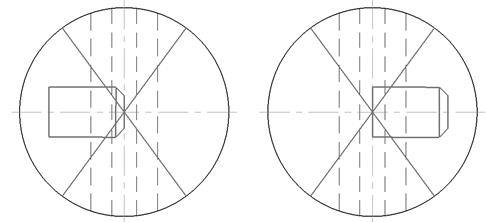
Рисунок 3.6 – Вигляд поля зору відлікового мікроскопа кутомірної головки Колонка. Застосовується для вимірювання профілю гвинтової нарізки із точністю 30'. До складу мікроскопа входять освітлювачі, котрі дають змогу розглядати вироби в наскрізному і відбитому світлі. У відбитому світлі виміряють глухі отвори, раковини, штрихи на інструменті тощо. Третій освітлювач застосовується для підсвітлення шкали кутомірної головки. До мікроскопа додається набір кінцевих мір довжини (25, 50, 75, 100 мм), які використаються, коли проводиться вимірювання довжин більш як 25 мм. 6 Методичні вказівки 6.1. Виріб, що вимірюється, ставиться безпосередньо на предметне скло в центрах або на V – подібні підставки. 6.2. При використанні цифрового відлікового пристрою його потрібно ввімкнути і прогріти 15 хвилин. 6.3. Перевірка мікроскопа на готовність до роботи проводиться після прогріву відлікового пристрою! Для цього необхідно (див. рисунок 3.2) поєднати штрихи маховичка і кожуха фотоелектричного перетворювача 52 і встановити цифрове табло (рисунок 3.5) в нуль кнопкою "Уст.0". Після цього зробити один оберт маховичка. Значення числа на цифровому табло повинно становити величину 1,000+0,001. 6.4. Для того, щоб поверхня деталі, яка вимірюється, була паралельною напрямку переміщення стола, використовують механізм повороту стола 29 і мікрогвинти 30, 52. 6.5. Установка чіткості зображення проводиться спочатку маховичками грубого настроювання 11, а потім (для точного настроювання) обертами об'єктива 38. 7 Техніка вимірювання 7.1 Вимірювання діаметра циліндра. Перед вимірюванням необхідно встановити розхил діафрагми 13 (рисунок 3.2б) згідно з діаметром циліндра (див. таблицю 3.4). Процес вимірювання проводиться у такому порядку (рисунок 3.7): ü після установки циліндра, що вимірюється, у V – подібні підставки потрібно поєднати вертикальну штрихову лінію сітки окулярної головки 7 з твірною циліндра за допомогою мікрогвинта або вручну; ü зробити перший відлік за допомогою табло цифрового пристрою або за шкалою стола і барабана мікрогвинта; ü цим же гвинтом перевести зображення виробу так, щоб протилежний його бік (твірна) поєднався з вертикальною штриховою лінією сітки; ü зробити другий відлік. Різниця відліків буде дорівнювати діаметру циліндра, що вимірюється. Приклад відліку: · перший відлік - 22,895 мм; · другий відлік - 8,440 мм. Діаметр циліндра дорівнює: 22,895 - 8,440 = 14,455 мм, якщо діаметр, що вимірюється, більше 25 мм, то між п'яткою мікрогвинта і столом приладу встановлюється кінцева міра необхідної довжини
Рисунок 3.7 – Схема вимірювання діаметра циліндра 7.2 Вимірювання довжини деталі (рисунок 3.8) проводять так, як і в випадку вимірювання діаметра
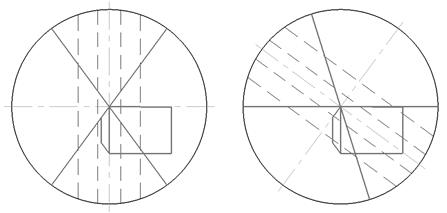
Рисунок 3.8 – Схема вимірювання довжини деталі 7.3 Вимірювання діаметра глухого отвору проводиться у відбиваючому світлі. Для цього: ü вимикають наскрізне світло, встановлюють на об'єктив кінцевий софіт відбиваючого світла і вмикають його в блок живлення; ü встановлюють деталь на предметне скло і маховичками грубого настроювання домагаються різкості зображення; ü після цього поєднують вертикальну штрихову лінію сітки з краєм отвору і проводять перший відлік; ü за допомогою мікрогвинта зображення отвору, що вимірюється, ü ставлять у таке положення, щоб вертикальна штрихова лінія сітки з'єдналась із протилежним краєм отвору; ü проводять другий відлік і обчислюють діаметр отвору як різницю двох відліків. 7.4 Вимірювання кута проводиться у наскрізному світлі у такому порядку (рисунок 3.9): ü перевіряють розхил діафрагми 13 (рисунок 3.2) за таблицею 3.4; ü встановлюють деталь так, щоб головна твірна кута з'єдналась із горизонтальною штриховою лінією сітки, а вершина кута - із центральною вертикальною штриховою лінією; ü робиться перший відлік за шкалою кутомірної головки; ü після цього повертають штрихову сітку і з'єднують горизонтальну штрихову лінію з другою твірною кута; ü роблять другий відлік і обчислюють значення кута
Рисунок 3.9 - Схема вимірювання кута Зміст звіту 11. Назва роботи. 12. Мета роботи. 13. Завдання. 14. Ескіз деталі. 15. Метрологічні показники засобів вимірювання. 16. Визначення допустимих похибок вимірювання усіх розмірів. 17. Вибір засобів та результати вимірювання деталі. 18. Схема поля допуску розміру D1 та його дійсний розмір D1д. 19. Використана література. 20. Висновок. Таблиця 3.1- Допуски розмірів деталі В міліметрах
Рисунок 3.1 – Ескіз деталі (виконується студентом) Таблиця 3.2 - Метрологічні показники засобів вимірювання (заповнюється студентом)
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-12-09; просмотров: 152; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.013 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 :
: Тd1=
Тd1= 










 Конструкція мікроскопа (рисунок 3.2).
Конструкція мікроскопа (рисунок 3.2).