Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технологические мероприятия.Содержание книги Поиск на нашем сайте
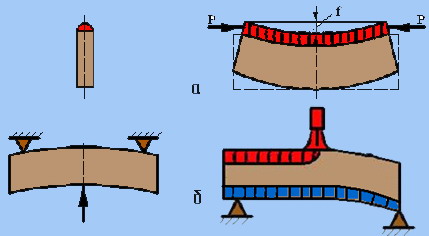
Деформации поперечной и продольной усадок можно уменьшить за счет рациональной последовательности укладки швов. Угловая деформация может быть устранена или снижена предварительным угловым изгибом заготовок перед сваркой жестким закреплением заготовок при сварке и предварительным обратным прогибом балки. При многопроходной сварке рекомендуется последовательно переходить с одной стороны сечения на другую сторону. При сварке пространственных конструкций необходима рациональная последовательность укладки швов относительно центра тяжести сварной балки. Для уменьшения напряжений после сварки стальных конструкций применяют высокий отпуск при 550-600оС в течение нескольких часов.
Сварные конструкции контролируют на всех этапах их изготовления. Кроме того, систематически проверяют приспособления и оборудование. При предварительном контроле подвергаются проверке основные и вспомогательные материалы, устанавливается их соответствие чертежу и техническим условиям: рулетки измерительные металлические по ГОСТ 7502-80; проверку угла скоса кромок делают при помощи шаблонов. Узлы и детали конструкций собирают под сварку в сборочных приспособлениях или на выверенных стеллажах. Основными контролируемыми размерами при сборке являются для стыковых швов — зазор между кромками, притупление и угол раскрытия шва; для нахлесточных соединений — ширина нахлестки и зазор между листами; для тавровых соединений — угол и зазор между свариваемыми деталями, притупление и угол скоса кромок; для угловых соединений — зазор между свариваемыми деталями и угол между ними. Для контроля габаритов заготовок следует использовать следующий инструмент и приборы: -линейки измерительные по ГОСТ 427-75; - штангенциркуль по ГОСТ 166-80;
Задание для самоконтроля. 1. Укажите общие принципы конструирования сварных заготовок. Какие условия должны быть выполнены при проектировании сварных конструкций? 2. Какой вид сварки и тип сварного соединения указан в чертеже. 3. Назовите конструктивные и технологические мероприятия, способствующие повышению технологичности сварных заготовок. Какие конструктивные и технологические мероприятия снижают сварочные напряжения и деформации? 4. Перечислить инструменты и приборы, использующиеся для контроля габаритов заготовок, конструкции на этапе сборки и после ее сварки.
Заключительный инструктаж:
Задание: Согласно стандартам WSR. Первый модуль. Какие могут возникнуть деформации при сборке или сварки КСС? Какие методы контроля можно применить к КСС?
Подведение итогов, планирование индивидуальных дополнительных работ. Самоконтроль: Тест.
|
||||
|
|
Последнее изменение этой страницы: 2020-12-09; просмотров: 219; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.20 (0.009 с.) |