
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбирать и эксплуатировать соответствующие средства контроля для минимизации и коррекции деформаций.Содержание книги
Поиск на нашем сайте
Раздел 2 Технология подготовки и сборки Тема программы:
«Выбирать и эксплуатировать соответствующие средства контроля для минимизации и коррекции деформаций.»
Выбирать и эксплуатировать соответствующие средства контроля для минимизации и коррекции деформаций. | ||||||
| Цель урока | Сформировать навыки по уменьшению сварочных деформаций и напряжений на этапах конструирования и изготовления заготовок | ||||||
| Методы обучения | 1. Словесные (рассказ, беседа) 2. Наглядные (демонстрация слайдов, плакатов). 3. Практические (выполнение задания). | ||||||
|
Планируемый результат | Задачи урока: | ||||||
| образовательные – закрепление знаний по уменьшению деформации за счет рациональной последовательности расположения сварочных швов. развивающие – способствовать применение конструктивных и технологических мероприятий по снижению сварочных напряжения и деформации с использованием сборочных приспособлений. воспитательные – создать условия для организации обучающихся совместной работы в группе, умения внимательно слушать мастера; развить чувства самостоятельности, навыков самоконтроля | |||||||
| Основные понятия | 1. Выполнения заданий согласно стандартам WSR, применение инструментов и приборов, на этапах сборки и после ее сварки. | ||||||
|
Организация пространства | |||||||
|
Связь с разделами WSSS | Формы работы | Ресурсы | |||||
| 1,2,3,4,5,6,7 | фронтальная, самостоятельная | основные – учебник дополнительные – интернет-ресурсы: svarka.net, prosvarkу.ru, websvarka.ru, osvarke.info, weldering.com | |||||
| Материально-техническое оснащение урока: | |||||||
| Сварочная мастерская. Рабочее место мастера: Компьютер, видеопроектор (телевизор), программа Power Point. Методическое оснащение урока: Технологическая карта урока, конспект лекции, тестовое задание, презентация к уроку. | |||||||
| Методическое оснащение урока: | |||||||
| Учебная мастерская | |||||||

Вводный инструктаж:
Выбирать и эксплуатировать соответствующие средства контроля для минимизации и коррекции деформаций
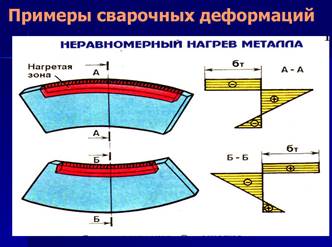
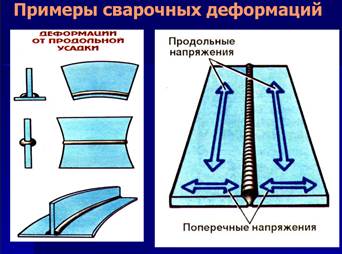
Изменения формы и размеров заготовок при сварке, вызванные сварочными деформациями, приводят к снижению их точности и назначению больших припусков на механическую обработку резанием. Одновременно с развитием сварочных деформаций в изделиях образуются остаточные сварочные напряжения. Они представляют собой систему внутренних сил, находящихся в равновесии.
Уменьшение сварочных деформаций и напряжений может быть реализовано на этапах конструирования и изготовления заготовок.
Конструктивные мероприятия.
Деформации поперечной и продольной усадок, можно уменьшить увеличением размеров заготовок под сварку на величину предполагаемой деформации. Угловая деформация может быть снижена уменьшением сечения шва за счет замены V-образной разделкой на U-образную, симметричным размещением наплавленного металла относительно центра тяжести сечения шва заменой V-образной разделки на Х-образную или применением ребер жесткости.
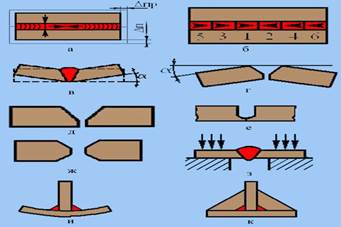
Усадка и угловая деформация сварных заготовок и способы их устранения: а - продольная и поперечная усадки; в, г, и - угловая деформация: rпр, rп - продольная и поперечная деформации соответственно; 1…6 - последовательность укладки швов: α - угол предварительного изгиба.

Задание для самоконтроля.
1. Укажите общие принципы конструирования сварных заготовок. Какие условия должны быть выполнены при проектировании сварных конструкций?
2. Какой вид сварки и тип сварного соединения указан в чертеже.
3. Назовите конструктивные и технологические мероприятия, способствующие повышению технологичности сварных заготовок. Какие конструктивные и технологические мероприятия снижают сварочные напряжения и деформации?
4. Перечислить инструменты и приборы, использующиеся для контроля габаритов заготовок, конструкции на этапе сборки и после ее сварки.
Заключительный инструктаж:
Задание: Согласно стандартам WSR. Первый модуль. Какие могут возникнуть деформации при сборке или сварки КСС? Какие методы контроля можно применить к КСС?
Подведение итогов, планирование индивидуальных дополнительных работ.
Самоконтроль:
Тест.
Раздел 2
Технология подготовки и сборки
Тема программы:
«Выбирать и эксплуатировать соответствующие средства контроля для минимизации и коррекции деформаций.»
| Тема урока | |||
Выбирать и эксплуатировать соответствующие средства контроля для минимизации и коррекции деформаций.
Сформировать навыки по уменьшению сварочных деформаций и напряжений на этапах конструирования и изготовления заготовок
1. Словесные (рассказ, беседа)
2. Наглядные (демонстрация слайдов, плакатов).
3. Практические (выполнение задания).
Планируемый результат
Задачи урока:
образовательные – закрепление знаний по уменьшению деформации за счет рациональной последовательности расположения сварочных швов.
развивающие – способствовать применение конструктивных и технологических мероприятий по снижению сварочных напряжения и деформации с использованием сборочных приспособлений.
воспитательные – создать условия для организации обучающихся совместной работы в группе, умения внимательно слушать мастера; развить чувства самостоятельности, навыков самоконтроля
1. Выполнения заданий согласно стандартам WSR, применение инструментов и приборов, на этапах сборки и после ее сварки.
Организация пространства
Связь с разделами WSSS
1,2,3,4,5,6,7
Материально-техническое оснащение урока:
Сварочная мастерская. Рабочее место мастера: Компьютер, видеопроектор (телевизор), программа Power Point.
Методическое оснащение урока:
Технологическая карта урока, конспект лекции, тестовое задание, презентация к уроку.
Методическое оснащение урока:
Учебная мастерская
Вводный инструктаж:
Выбирать и эксплуатировать соответствующие средства контроля для минимизации и коррекции деформаций
Изменения формы и размеров заготовок при сварке, вызванные сварочными деформациями, приводят к снижению их точности и назначению больших припусков на механическую обработку резанием. Одновременно с развитием сварочных деформаций в изделиях образуются остаточные сварочные напряжения. Они представляют собой систему внутренних сил, находящихся в равновесии.
Уменьшение сварочных деформаций и напряжений может быть реализовано на этапах конструирования и изготовления заготовок.
Конструктивные мероприятия.
Деформации поперечной и продольной усадок, можно уменьшить увеличением размеров заготовок под сварку на величину предполагаемой деформации. Угловая деформация может быть снижена уменьшением сечения шва за счет замены V-образной разделкой на U-образную, симметричным размещением наплавленного металла относительно центра тяжести сечения шва заменой V-образной разделки на Х-образную или применением ребер жесткости.
Усадка и угловая деформация сварных заготовок и способы их устранения: а - продольная и поперечная усадки; в, г, и - угловая деформация: rпр, rп - продольная и поперечная деформации соответственно; 1…6 - последовательность укладки швов: α - угол предварительного изгиба.
|
| Поделиться: |



