Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Причины возникновения некоторых дефектов при сварке. ⇐ ПредыдущаяСтр 5 из 5
Пористость. 1. Недостаточная защита зоны сварки или низкое качество защитного газа. 2. Зона сварки не защищена от ветра или сквозняка. 3. Загрязнения различного происхождения в зоне сварки. 4. Неправильно подобранное или загрязненное сопло (окалина на сопле). 5. Некачественные сварочные материалы. Неполное проплавление. 1. Недостаточная величина сварочного тока. 2. Слишком высокая скорость сварки. 3. Сварка выполняется без необходимого зазора. 4. Несовершенная техника работы сварщика. 5. Неправильно выбраны параметры сварки. Слишком сильное проплавление или «прожёги». 1. Слишком большой сварочный ток. 2. Низкая скорость сварки. 3. Зазор под сварку больше необходимого. 4. Неправильно выбраны параметры сварки. Подрезы основного металла. 1. Слишком большой сварочный ток. 2. Несовершенная техника работы сварщика. 3. Неправильно выбраны параметры сварки. Разрыв сварного шва (трещины) 1. Неправильный выбор марки проволоки по отношению к основному металлу. 2. Неправильный выбор режима сварки. 3. Слишком сильные загрязнения различного происхождения в зоне сварки. 4. Некачественные сварочные материалы. Неполномерность шва 1. Слишком высокая скорость сварки 2. Нестабильная подача сварочной проволоки 3. Неправильный выбор режима сварки. 4. Несовершенная техника работы сварщика.
Устранение неисправностей
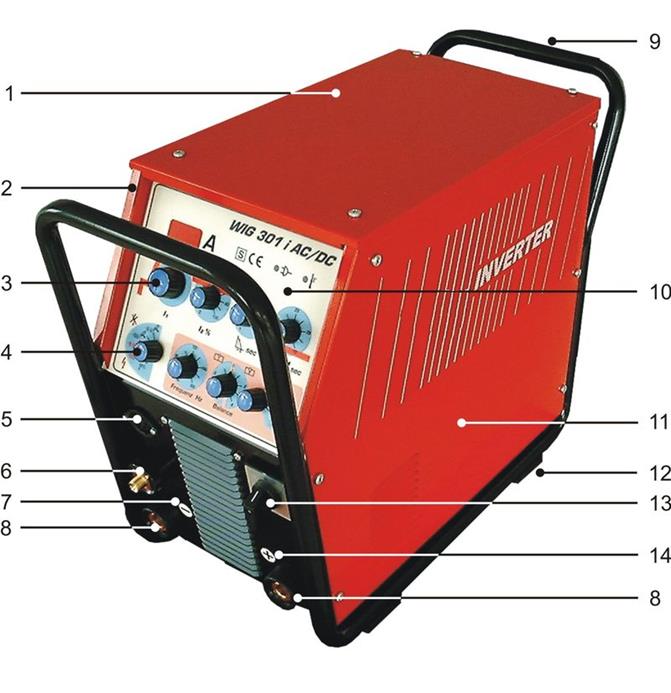
11. Конструктивные элементы и органы управления
Рис. 11.1 Вид спереди
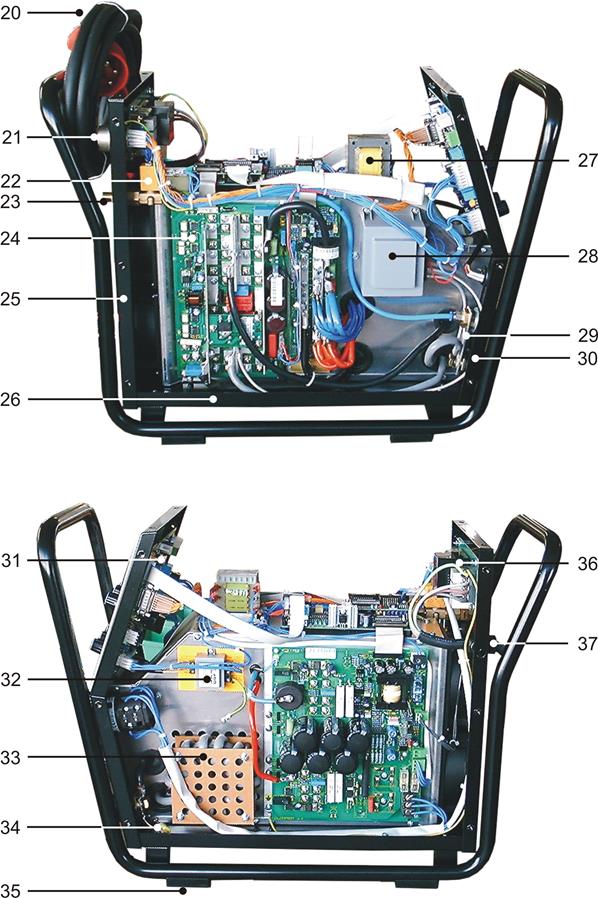
Рис. 9-2 Вид с боку
12. Электросхемы
Circuit diagram WIG 301 i DC Электросхема WIG 301 i AC/DC
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-12-19; просмотров: 85; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.113.30 (0.009 с.) |