Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обработка конических поверхностей на токарных станках.
ЛАБОРАТОРНАЯ РАБОТА № 2. КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Типы станков токарной группы и виды работ выполняемые на них. 2. Устройство токарно-винторезного станка 1М63. Узлы, их расположение и назначение. 3. Какие существуют методы обработки конических поверхностей? 4. Как обрабатывают внутренние конические поверхности? 5. Как проверяют наружные и внутренние конические поверхности? 6. Характеристика способов обработки конических поверхностей и их применение. Токарно-винторезный станок 1М63 (Дип 300) Оглавление
1. Устройство токарного станка 2. Органы управления токарного станка 3. Кинематическая схема токарного станка 4. Передняя бабка токарного станка 5. Суппорт токарного станка 6. Задняя бабка токарного станка 7. Коробка подач токарного станка 8. Гитара токарного станка 9. Технические характеристики токарного станка
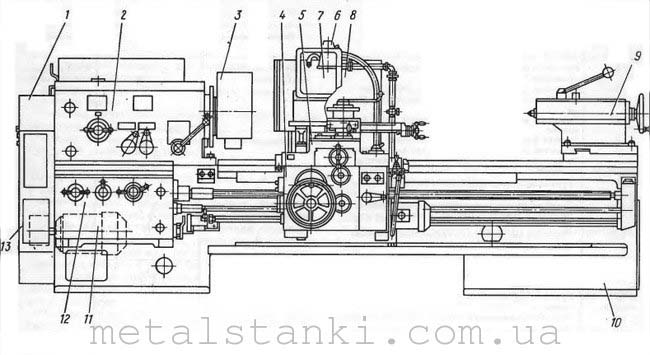
Общие сведения Токарно винторезный станок 1М63 предназначен для обработки сравнительно небольших деталей из черных и цветных металлов быстрорежущим (Р18, Р6М5) и твердосплавным (ВК, ТК, ТТК) инструментами в индивидуальном и мелкосерийном производствах в цехах машиностроительных заводов и других отраслях промышленности. На токарном станке 1М63 осуществляется точение наружных цилиндрических и конических поверхностей, торцов, прорезания канавок и отрезку, обтачивание конических фасонных поверхностей, сверления, зенкерования и развертывание отверстий, нарезание различных резьб резцом, нарезание метрической, дюймовой резьбы метчиком и плашкой, накатывание сетчатых рифлений поверхности. Устройство токарного станка 1М63 (Дип 300)
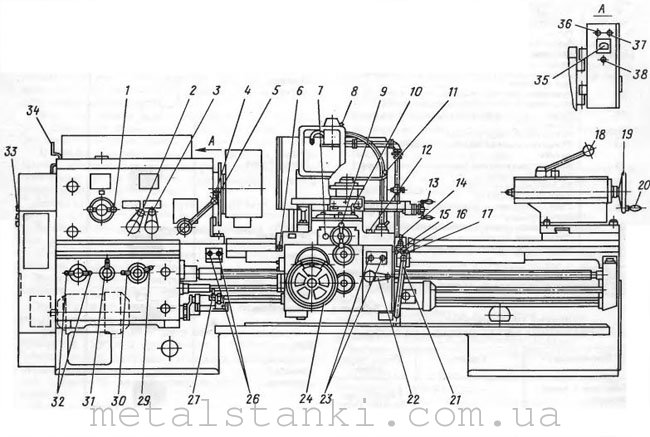
Устройство токарного станка 1М63 1. Сменные шестерни 2. Передняя бабка 3. Ограждение патрона 4. Фартук 5. Суппорт 6. Электрооборудование 7. Ограждение 8. Ограждение 9. Задняя бабка 10. Станина 11. Электродвигатель 12. Коробка подач 13. Защитный кожух
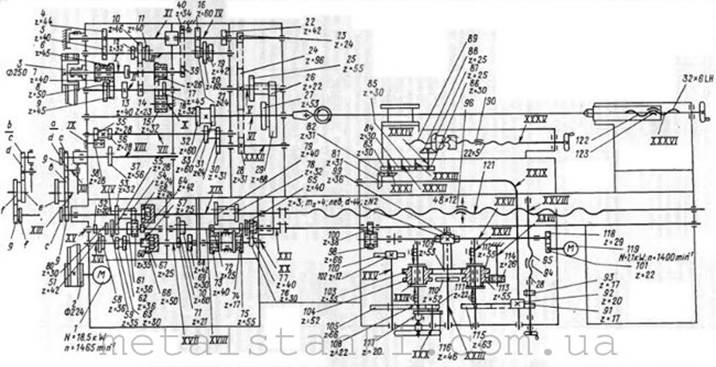
Кинематическая схема токарно-винторезного станка 1М63 (Дип 300)
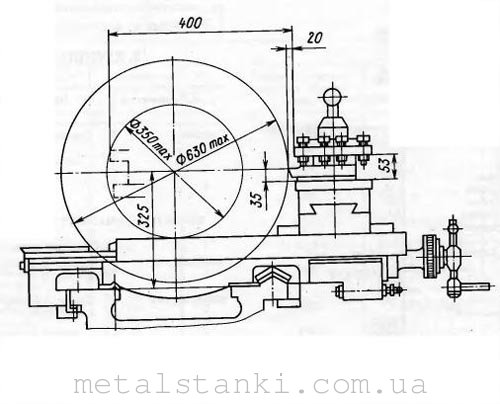
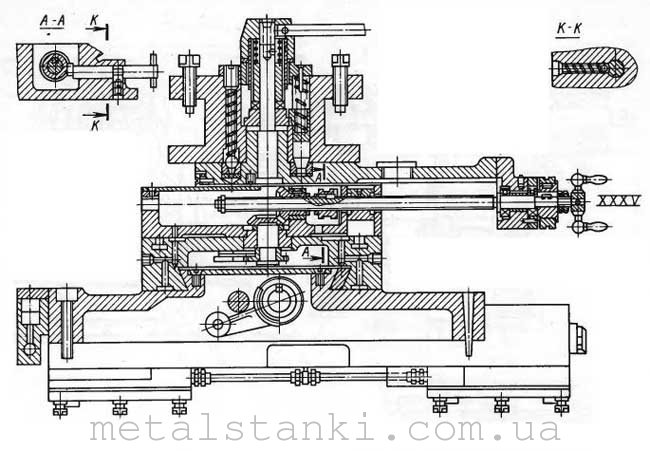
Суппорт токарного станка 1М63 (Дип 300)
Суппорт имеет крестовую конструкцию и может перемещаться как в продольном направлении, по направляющим станины, так и в поперечном - по направляющим каретки станка. Перемещение по направляющим можно осуществлять вручную и механически. Так же имеется механизм для ускоренного перемещения суппорта. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцедержателем. Верхняя часть суппорта может также перемещаться вручную и с помощью механического привода.
ЛАБОРАТОРНАЯ РАБОТА № 2. ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ НА ТОКАРНЫХ СТАНКАХ. Видео: 21-1 Точение цилиндрических поверхностей, подрезание торцев и уступов. https://www.youtube.com/watch?v=BQlv7G58i88 21-2 Обработка наружных конусов Часть 1 https://www.youtube.com/watch?v=MaNsmhzqspE Новый Рязанский станок 1М63Н (ДИП 300). Обзор одного из самых надежных станков. https://www.youtube.com/watch?v=1E_KN6ZbERE Промышленный токарно-винторезный станок с УЦИ Metal Master Z46150 https://www.youtube.com/watch?v=z7PyBbbsuhc 21-3 Обработка наружных конусов. Часть вторая. https://www.youtube.com/watch?v=ljqXoNbJGW8 1М63 (ДИП-300) токарно-винторезный станок https://www.youtube.com/watch?v=pOildz4xSNg
Целью лабораторной работы является ознакомление со станками токарной группы, изучение устройства токарно-винторезного станка 1М63 и настройка его на обработку конической поверхности. Оборудование, инструменты и оснастка, используемые при выполнении лабораторной работы: - токарно – винторезный станок 1М63; - резцы токарные прямые, отрезные, подрезные; - заготовка - пруток сталь 45 диметром 10 – 20 мм; - штангенциркуль ШЦ-1.
ОБЩИЕ ПОЛОЖЕНИЯ
Станки токарной группы делятся на следующие типы: 1. Токарно-винторезные – для обработки тел вращения. На станке выполняются все токарные операций. 2. Токарно-револьверные – для обработки заготовок, имеющих форму тел вращения и требующих обработки нескольких поверхностей несколькими инструментами. 3. Токарно-карусельные – для обработки заготовок большого диаметра, малой высоты и большого веса. Станки имеют горизонтальный стол с вертикальной осью вращения. 4. Токарные многорезцовые – для обработки заготовок одновременно несколькими резцами. На станках обрабатывают детали ограниченные цилиндрическими, коническими и торцовыми поверхностями. 5. Автоматы и полуавтоматы одно и многошпиндельные – для обработки деталей из пруткового материала и штучных заготовок в крупносерийном и массовом производствах.
6. Специализированные – для обработки определенных деталей, например коленчатых валов. 7. Специальные – для обработки деталей одного типа, размеров или для обработки одной поверхности. Используются в массовом или крупносерийном производстве.
На токарно-винторезном станке можно выполнять следующие работы: · обтачивание наружных и внутренних цилиндрических и конических поверхностей, · обтачивание ступенчатых валов, · подрезание торцов, · обтачивание галтелей, · протачивание канавок, · отрезание, · сверление, · зенкерование и развертывание отверстий, · растачивание внутренних поверхностей, · обтачивание эксцентриковых фасонных поверхностей, · нарезание резьбы.
Токарно-винторезный станок состоит из следующих узлов: 1. Станина с направляющими служит для монтажа всех узлов станка. В левой тумбе станины смонтирован электродвигатель главного привода, в правой – бак для эмульсии. 2. Передняя бабка установлена с левой стороны станины. В ней смонтированы коробка скоростей и шпиндель. Зубчатые передачи через клиноременную передают движение от электродвигателя к шпинделю с различной скоростью. На шпиндель надевается патрон, в котором закрепляется деталь. 3. Коробка подач крепится в левой лицевой стороне станины. Коробка подач передает движение от шпинделя к суппорту с различной скоростью. 4. Суппорт смонтирован на направляющих станины и может перемещаться по ним. Суппорт служит для закрепления на ней режущего инструмента и перемещения инструмента вдоль, перпендикулярно или под углом к обрабатываемой детали. Он состоит из продольного, поперечного и верхнего суппортов. Продольный суппорт обеспечивает продольную подачу инструмента, поперечный – поперечную подачу. Верхний суппорт можно устанавливать под определенным углом относительно оси центров станка. По направляющим станины перемещается нижние салазки, а по направляющим типа ласточкин хвост перемещаются поперечные салазки. Перемещение последних осуществляется с помощью винта поперечной подачи и разрезной гайки, закрепленной на поперечных салазках. Две половины гайки могут раздвигаться с помощью клина, затягиваемого средним болтом. Поворотная часть имеет центрирующий выступ и крепится к поперечным салазкам двумя болтами, головки которых находятся в круговых Т –образных пазах. Это позволяет устанавливать поворотную часть под углом ±45° по отношению к среднему положению. Отсчет угла поворота производится по лимбу. По направляющим поворотной части перемещаются верхние салазки с резцедержателем. Это перемещение в сочетании с поворотом вокруг вертикальной оси позволяет обтачивать конусные поверхности. Четырехпозиционный резцедержатель позволяет закреплять одновременно четыре инструмента, что экономит время на смену резцов. 5. Задняя бабка служит для поддержания длинных деталей с помощью заднего центра, а также для закрепления инструментов при сверлении, зенкеровании, нарезании резьбы метчиками. Она установлена с правой стороны станины и перемещается по ее направляющим. Корпус задней бабки с помощью винта можно смещать относительно плиты в направлении перпендикулярном линии центров. Это перемещение используют при обточке конусных поверхностей. Задний центр вставляется в конусное отверстие пиноли, пиноль перемещается в корпусе с помощью винта, гайки и маховичка. Закрепляется пиноль сухарем при повороте рукоятки. Задняя бабка вручную перемещается по направляющим станины и закрепляется прихватом, на который нажимает планка, перемещаемая рукояткой эксцентриком и тягой.
6. Фартук крепится к продольному суппорту. В фартуке смонтированы механизмы, преобразующие вращательное движение ходового винта или ходового валика в поступательное перемещение суппортов. СПОСОБЫ ПОЛУЧЕНИЯ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ Обработка конических поверхностей на токарном станке является одной из сложных операций. Ее можно выполнять несколькими способами. 1. Широкими резцами имеющими главный угол в плане равный половине угла обтачиваемого конуса. Точение ведут большей частью с продольной подачей. Длина главного режущего лезвия должна быть больше длины образующей конуса. Этим способом обтачивают короткие конические поверхности с длиной образующей до 25-30 мм. 2. Поворотом каретки верхнего суппорта на угол, равный половине угла обтачиваемого конуса, который подсчитывается по следующей формуле D - d tg a = ----------, 2 l где D и d - больший и меньший диаметры конуса, в мм; l - длина конической поверхности, в мм.
При обработке конической поверхности верхнюю часть суппорта разворачивают на угол b равный по величине углу наклона обрабатываемого конуса a. В развернутом положении верхний суппорт закрепляется затягиванием гаек. Салазки верхней части суппорта передвигаясь под развернутым углом перемещают резец к осевой линии центров под тем же углом b, благодаря этому обрабатываемая заготовка получает форму конуса. На большинстве станков верхнюю часть суппорта перемещают вручную с помощью рукоятки. Длина образующей конуса, который можно обрабатывать этим способом ограничена длиной хода салазок верхнего суппорта. При развернутом суппорте можно обрабатывать как наружные так и внутренние поверхности небольшой длины, но с большим углом наклона конуса до 45°. 3. Смещением корпуса задней бабки относительно основания ее в поперечном направлении на величину h мм. Поперечное смещение задней бабки производится вращением винта. При такой установке заготовки образующая обрабатываемой конической поверхности становится параллельной линии центров станка и обработку ведут проходным резцом с продольной подачей. Этим способом обрабатывают длинные конические поверхности с небольшим углом конуса 02a£10°). При длине заготовки L и длине конической поверхности l величину h определяют по формуле
H = L sin a, где a - половина угла при вершине конуса.
Для малых углов
D - d Sin a = tg a = ----------, 2 l где D и d - диаметры большего и меньшего оснований конуса.
Тогда D – d L h = ---------- * ---- мм. 2 2 Отсчет смещения задней бабки на нужную величину обычно производится по специальной шкале, деления которой расположены на опорной плите задней бабки со стороны маховичка. Цена деления – 1 мм. Если шкала отсутствует или непригодна, то отсчет смещения производится при помощи линейки. 4. При помощи копировальной конусной линейки. Этот способ применяется в массовом производстве, обтачивают длинные конусы с углом при вершине 30-40°. 5. Двумя подачами одновременно обычно вручную протачивают конус начерно. Однако на станках 163, 1660 и др. можно использовать имеющуюся механическую подачу верхних салазок суппорта.
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Типы станков токарной группы и виды работ выполняемые на них. 2. Устройство токарно-винторезного станка 1М63. Узлы, их расположение и назначение. 3. Какие существуют методы обработки конических поверхностей? 4. Как обрабатывают внутренние конические поверхности? 5. Как проверяют наружные и внутренние конические поверхности? 6. Характеристика способов обработки конических поверхностей и их применение.
|
||||||||
|
|
Последнее изменение этой страницы: 2020-10-24; просмотров: 526; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.131.178 (0.022 с.) |