Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Характеристика функциональной структуры и подсистем типовой автоматизированной системы управления технологическим процессомСтр 1 из 4Следующая ⇒
Аналитический обзор
Объектом автоматизированной системы является програмный комплекс для расчета состава сополимера. Тип автоматизированной системы – автоматизированная система управления технологическим процессом (АСУТП) [1]. Технологическая часть – Технология разработки программного комплекса
Информационное описание кинетических характеристик процесса. Постановка задачи исследования процесса и расчета состава сополимера в зависимости от значений констант сополимеризации
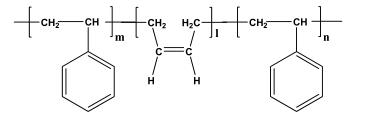
Полиcтирол-полибутадиен-полистирол
Почему исследования свойств СБС являются важными? Ведь казалось бы СБС хорошо исследованный материал и ничего радикально нового о нем узнать мы не можем. Но без наработанной методики и четкого понимания получаемых изображений нельзя исследовать и анализировать свойства новых образцов. Четкое микрофазовое разделение в СБС блок-сополимере делает его идеальной модельной системой для отработки методики и обработки данных силового картирования. Кроме того, несмотря на большое количество публикаций о СБС, нигде не проводится комплексный анализ его свойств и корреляции структура-свойства. Приготовление образцов. СБС блок-сополимер выбран с различным массовым содержанием полистирола: 85%, 50%, 30% (что соответствует модельному переходу от ударопрочного пластика к наполненному каучуку). Блок-сополимеры были предоставлены ВНИСХ, г. Воронеж. Для исследуемого блок-сополимера молекулярно-массовое распределение ММР составляет 1.03-1.04, средне-весовая молекулярная масса - <M w >=100 000Тонкие пленки для АСМ и ПЭМ готовили одновременно из 1% раствора полимера в толуоле. Пленку формировали на поверхности воды и затем снимали на мерные сеточки для электронной микроскопии или слюду для атомно-силовой. Толщина пленок при этом оказалась равной 70 нм. Дополнительно приготовлены пленки на слюде методом центрифугирования (spin coating) и прямой адсорбцией на слюде, кремнии и графите. В этом случае толщина пленок варьировалась от 100 нм до 160 нм. Толщина тонких пленок определена из микроскопических данных
Разработка программного обеспечения автоматизированной системы.
Заключение и выводы
В ходе выполнения программного комплекса, связанного с разработкой программного комплекса для расчета состава сополимера. 1) Проведен анализ функциональной структуры программного обеспечения для исследования объектов управления и характеристик процесса расчета состава сополимера, который позволил разработать информационное описание процесса как объекта управления и функциональную структуру программного комплекса для выбора параметров расчета состава сополимера и разработчика программного комплекса; 2) Разработан алгоритм поиска. 3) Разработана структура интерфейса разработчик. Разработана структура интерфейса разработчика программного комплекса позволяющего вводить и редактировать параметры моделей зависимости различных типов сополимеров. 4) Выполнен анализ инструментальных средств разработки программного обеспечения автоматизированных систем управления технологическими процессами, который позволил выбрать среду разработки программного обеспечения Visual С++, так как эта среда реализует технологию объектно-ориентированного визуального программирования и позволяет создавать открытое гибкое программное обеспечение с эргономичным графическим пользовательским интерфейсом. 5) Разработано программное обеспечение для расчета сополимера.
Список литературы.
1. Magonov S.N., Cleveland J., Elings V., Denley D., Whangbo M.-H. Tapping-mode atomic force microscopy study of the near-surface composition of a styrene-butadiene-styrene triblock copolymer film// Surface Science 1997, 389, pp. 201-211. 2. Leonard D.N. et al. Topological coarsening of low-molecular-weight block copolymer ultrathin films by environmental AFM // Polymer 2002. V. 43, P. 6719. 3. Potemkin I. I. et al.// Langmuir 1999. V. 15, P. 7290. 4. Wang Y., Song R., Li Y., Shen J. Understanding tapping-mode atomic force microscopy data on the surface of soft block copolymers// Surface Science 2003, 530, pp. 136-148. 5. Konrad M., Knoll A., Krausch G., Magerle R. Volume imaging of an ultrathin SBS triblock copolymer film// Macromolecules, 2000, 33, pp. 5518- 5523. 6. Ott H., Abetz V., Altstadt V., Thomann Y., Peau A. Comparative study of a block copolymer morphology by transmission electron microscopy and scanning force microscopy// Journal of microscopy 2002, v.205, pt. 1, pp. 106-108. 7. Knoll A., Magerle R., Krausch G. Tapping mode atomic force microscopy on polymers: Where is the true sample surface?// Macromolecules 2001, 34, pp. 4159-4165. 8. Dubourg F., Kopp-Marsaudon S., Leclere Ph., Lazzaroni R., Aime J.P. Experimantal determination of the viscosity at the nanometer scale on a block
copolymer with an oscillating nanotip// The European Physical Journal E 2001, 6, pp.387-397. 9. Puskas J.E., Antony P., El Fray M., Altstadt V. The effect of hard and soft segment composition and molecular architecture on the morphology and mechanical properties of polystyrene-polyisobutylene thermoplastic elastomeric block copolymers// European Polymer Journal 2003, 39, pp. 2041- 2049. 20 10. Большакова А.В., Голутвин И.А., Насикан Н.С., Яминский И.В. Определение механических свойств поверхности блок-сополимеров методами атомно-силовой микроскопии// Высокомолекулярные соединения A, том 46, №. 9, 2004, сс. 1511–1518. 11. M. Stenert, A. Döring, F. Bandermann. Poly(methyl methacrylate)-block- polystyrene and polystyrene-block-poly(n-butyl acrylate) as compatibilizers in PMMA/PnBA blends // e-Polymers 2004, no. 015, 1-16. 12. J. Kumaki, T. Hashimoto. Conformational Change in an Isolated Single Synthetic Polymer Chain on a Mica Surface Observed by Atomic Force Microscopy // J. AM. CHEM. SOC. 2003, 125, 4907-4917 13. Варганова А.А., Семёнова Е.В., Большакова А.В., Никонорова Н.И. Изучение процессов микрофазового разделения в блок-сополимере методами атомно-силовой и просвечивающей электронной микроскопии // статья в сборнике "Структура и динамика молекулярных систем" выпуск XII, 2005, ч.1, сс. 105-108. 14. Варганова А.А., Меньшиков Е.А., Семёнова Е.В., Филонов А.С., Большакова А.В., Никонорова Н.И., Яминский И.В. Комплексный анализ структуры пленок блок-сополимеров современными микроскопическими методами // Физико-химия полимеров. Синтез, свойства и применение. Сборник научных трудов. Выпуск 12. Тверь 2006. сс.7-12. 15. Меньшиков Е.А., Варганова А.А., Большакова А.В. Изучение процессов микрофазового разделения компонентов в блок-сополимере методами атомно-силовой и и просвечивающей электронной микроскопии // Малый полимерный конгресс. Сборник тезисов. Москва 2006. с.106. 16. Меньшиков Е.А., Варганова А.А., Большакова А.В. Использование резонансного режима атомно-силового микроскопа для изучения блок- сополимеров // Современные науки о полимерах II Санкт-Петербургская конференция молодых ученых. Санкт-Петербург 2006. Ч.3 с.17.
Аналитический обзор
Объектом автоматизированной системы является програмный комплекс для расчета состава сополимера. Тип автоматизированной системы – автоматизированная система управления технологическим процессом (АСУТП) [1]. Характеристика функциональной структуры и подсистем типовой автоматизированной системы управления технологическим процессом
Современные промышленные объекты управления представляют собой технологические процессы, характеризующиеся широким ассортиментом продукции, множеством типов оборудования, используемого на каждой стадии процесса, большим числом режимов функционирования оборудования для каждого типа продукта и производительности, различными требованиями к качеству продукции разных типов [2, 3]. Функциональная структура программного обеспечения (ПО) для исследования указанных объектов управления представлена на рисунке 1, где использованы следующие обозначения: X – вектор входных параметров процесса; TM – вектор типов сырьевых материалов; TP – тип продукта; TEQ – вектор типов технологического оборудования; R – вектор входных контролируемых параметров; F – вектор неконтролируемых возмущающих воздействий на процесс;
Рисунок 1 – Функциональная структура программного обеспечения для исследования объекта управления
U* – вектор допустимых (оптимальных) значений управляющих воздействий на процесс;
U – вектор текущих значений управляющих воздействий на процесс; Y – вектор выходных параметров процесса; S – вектор параметров состояния; K – вектор критериальных показателей (показателей эффективности); SM – вектор измеряемых на объекте параметров состояния; SC – вектор рассчитываемых по математической модели объекта параметров состояния; G – производительность процесса, кг/с; QSP – вектор показателей качества полуфабрикатов; QP – вектор показателей качества продукта; Y0 – задание на исследование объекта управления; G0 – заданная производительность, кг/с; Umin, Umax – векторы пороговых регламентных значений управляющих воздействий; QSP0, QP0 – векторы требуемых техническим регламентом значений показателей качества полуфабрикатов и продукта. ПО для исследования объекта управления включает модуль формирования регламентных диапазонов управляющих воздействий на объект, подсистему расчета выходных параметров объекта и поиска допустимых (оптимальных) управляющих воздействий, информационную подсистему – банк данных характеристик объекта, интерфейс оператора процесса [4], интерфейс администратора [5]. Модуль формирования регламентных диапазонов управляющих воздействий по заданию на исследование объекта управления, вводимому оператором, формирует из базы данных технологических параметров процесса пороговые регламентные значения управляющих воздействий. Сформированные регламентные диапазоны управляющих воздействий передаются в подсистему расчета выходных параметров, взаимодействующую с библиотекой математических моделей для расчета характеристик технологического процесса и показателей качества полуфабрикатов и продуктов, базами данных характеристик оборудования и свойств сырьевых материалов. Рассчитанные при изменении управляющих воздействий в регламентных диапазонах критериальные показатели объекта управления визуализируются на интерфейсе оператора в виде трехмерных графиков для исследования причинно-следственных связей в объекте и передаются в модуль поиска допустимых (оптимальных) управляющих воздействий. Этот модуль взаимодействует с библиотекой методов оптимизации и базой данных требований к качеству полуфабрикатов и продуктов. Рассчитанные допустимые значения или оптимальные значения (обеспечивающие экстремум целевой функции объекта – критерия управления, например максимум наиболее важного показателя качества продукта или минимум энергопотребления процесса, при условии выполнения критериальных ограничений) управляющих воздействий отображаются на интерфейсе в виде советов оператору по управлению технологическим процессом. Оператор принимает решение по управлению и реализует управляющие воздействия на объекте путем задания их значений подсистеме связи с объектом (контроллеру), вырабатывающей управляющие сигналы для рабочих органов оборудования. Таким образом, имеется возможность рассчитать оптимальные параметры, для получения максимального количества материала при заданном качестве.
|
|||||||
|
|
Последнее изменение этой страницы: 2020-10-24; просмотров: 54; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.149.27.202 (0.03 с.) |