Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Оборудование для сварки в среде углекислого газа
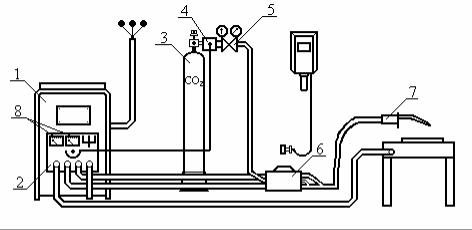
Оборудование сварочного поста для сварки в среде углекислого газа включает: источник питания, механизм подачи проволоки в зону сварки, сварочную горелку и газовую аппаратуру, обеспечивающую подачу защитного газа к месту сварки. На рисунке 1 приведена схема сварочного поста, оборудованного на базе полуавтомата А-547У.
Рисунок 1 Схема сварочного поста для сварки в среде углекислого газа 1 – источник питания; 2 – пульт управления; 3 – углекислотный баллон; 4 – подогреватель газа; 5 – редуктор; 6 – подающий механизм; 7 – горелка; 8 – щиток В качестве источника питания 1 полуавтомата А-547У используется выпрямитель ВС-300 с жесткой внешней характеристикой. Выпрямитель состоит из трехфазного сварочного трансформатора с секционированными первичными обмотками для регулирования напряжения холостого хода и обеспечения нарастания тока короткого замыкания ∆Iкз/∆t в пределах 70-110 кА/с. В источник питания вмонтирован блок управления полуавтоматом и привод двигателя подающего механизма 2. Подача электродной проволоки в зону сварки производится подающим механизмом 6. В корпусе подающего механизма размещен электродвигатель постоянного тока с редуктором, на выходном валу которого установлен ведущий ролик. Скорость подачи проволоки регулируется ступенчато путем смены ведущих роликов разного диаметра и плавно – изменением частоты вращения электродвигателя. Электродная проволока поджимается к ведущему ролику, подпружиненному поджимным роликом. Регулировка усилия поджатия проволоки для исключения проскальзывания осуществляется эксцентриком. Электродная проволока, сматываясь с катушки, проталкивается подающими роликами по специальному направляющему каналу к горелке 7
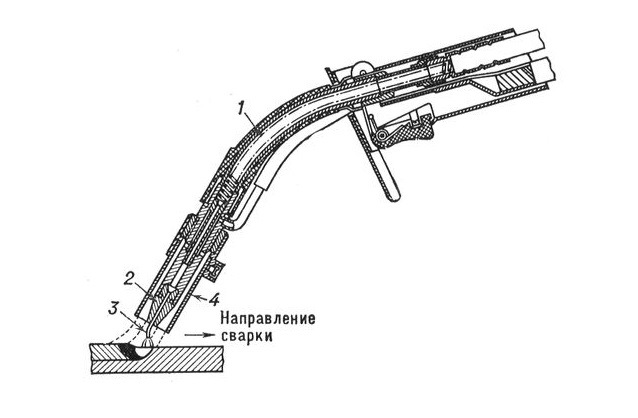
Рисунок 2. Устройство сварочной горелки с автоматической подачей проволоки 1 - Токоподводящий и направляющий мундштук; 2 – сменный наконечник; 3 – электродная проволока; 4 - сопло Направляющий канал 4, выполненный в виде спирали, закрепляется на токопроводящей трубке 6 с помощью мундштука 3, в который вворачивается токопровод 1. На мундштук устанавливается изолятор 5 для крепления сопла 2. Защитный газ из баллона 3 через подогреватель 4 и редуктор с расходомером 5 подается в корпус подающего механизма и через электропневматический клапан по зазору между шлангом и направляющим каналом подается в горелку, в которой через отверстия 8 в мундштуке 3 поступает в зону дуги.
Электрическая схема полуавтомата при нажатии кнопки «пуск» на держателе обеспечивает предварительную продувку защитным газом с последующим включением сварочного тока и двигателя подающего механизма. Процесс сварки продолжается при нажатой кнопке. При отпускании кнопки происходит резкое торможение двигателя, и сварочная дуга горит до естественного обрыва. Затем отключаются сварочное напряжение и подача газа.
Вывод по главе 1
В теоретической части курсовой работы были обобщены режимы и особенности сварки в среде углекислого газа, а также рассмотрено электрооборудование аппарата для сварки, показаны виды сварки в защитных газах. Проанализировав достаточное количество теоретического материала, приступил к работе над практической частью курсовой работы.
|
|||||
|
|
Последнее изменение этой страницы: 2020-10-24; просмотров: 553; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.59.177.14 (0.006 с.) |