Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Cycle97 (pit, mpit, SPL, fpl, dm1, dm2, app, rop, tdep, fal, iang, nsp, nrc, nid, VARI, numth, vrt)
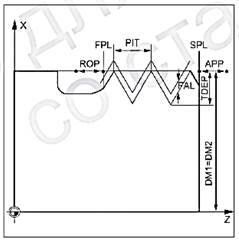
где MPIT – номинальный диаметр резьбы; PIT – шаг резьбы; SPL – начальная точка резьбы в продольной оси; FPL – конечная точка резьбы в продольной оси; DM1 – диаметр резьбы в начальной точке; DM2 – диаметр резьбы в конечной точке; APP – величина подвода инструмента в зону резания; ROP – величина вывода инструмента из зоны резания; TDEP – глубина резьбы; FAL – припуск на чистовую обработку; IANG – угол врезной подачи; NSP – угол, определяющий точку врезания инструмента для резьбы на окружности заготовки; NRC – количество проходов для снятия чернового припуска; NID – количество холостых проходов после всех черновых и чистовых проходов; VARI – режим обработки резьбы; NUMTH – количество витков резьбы; VRT – траектория возврата во время нарезания резьбы. PIT и MPIT (значение и размер резьбы) Шаг резьбы это параллельное оси значение, задаваемое без знака. Для изготовления метрической цилиндрической резьбы шаг резьбы может быть задан и через параметр MPIT как размер резьбы (М3 до М60). Оба параметра должны использоваться по выбору. DM 1 и DM 2 (диаметр) С помощью этого параметра определяется диаметр резьбы в начальной и конечной точке резьбы. У внутренней резьбы это диаметр отверстия под резьбу.
Связь SPL, FPL, APP и ROP (начальная, конечная точки, входной и выходной участки) Запрограммированная начальная точка (SPL) или конечная точка (FPL) это оригинальная исходная точка резьбы. Используемая в цикле стартовая точка это смещенная на входной участок APP вперед начальная точка, а конечная точка соответственно это смещенная на выходной участок ROP назад запрограммированная конечная точка. В поперечной оси определенная циклом стартовая точка всегда лежит в 1 мм над запрограммированным диаметром резьбы. Эта плоскость отвода автоматически создается внутри СЧПУ. Связь TDEP, FAL, NRC и NID (глубина резьбы, чистовой припуск, количество проходов резца) Запрограммированный чистовой припуск действует параллельно оси и вычитается из заданной глубины резьбы TDEP, а остаток разбивается на черновые проходы. Цикл самостоятельно вычисляет отдельные актуальные глубины подачи в зависимости от параметра VARI. При разбивке обрабатываемой глубины резьбы на подачи с постоянным поперечным сечением резания, усилие резания остается постоянным во всех черновых проходах. В этом случае подача осуществляется с различными значениями для глубины подачами.
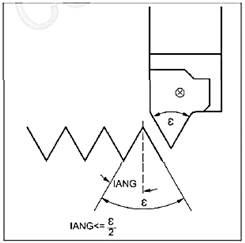
Вторым вариантом является деление общей глубины резьбы на постоянные глубины подачи. При этом поперечное сечение резания увеличивается с каждым проходом резца, но при маленьких значениях для глубины резьбы эта технология создает лучшие условия резания. Чистовой припуск FAL снимается после черновой обработки за один проход резца. После этого выполняются запрограммированные в параметре NID холостые проходы. IANG (угол подачи) С помощью параметра IANG определяется угол, под которым осуществляется подача в резьбе. Если подача должна осуществляться под прямым углом к направлению резания в резьбе, то значение этого параметра устанавливается на ноль. Т.е. параметр может быть опущен и в списке параметров, т.к. в этом случае осуществляется автоматическое присвоение нуля. Если подача должна осуществляться вдоль боковых сторон, то абсолютное значение этого параметра может составлять максимум половину угла профиля инструмента.
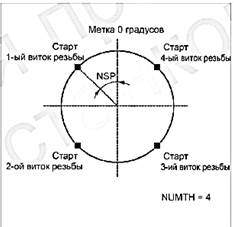
Значение этого параметра определяет выполнение этой подачи. При положительном значении подачи всегда осуществляется на одной и той же боковой стороне, при отрицательном значении – попеременно на каждой из боковых сторон. Режим подачи с попеременными боковыми сторонами возможен только для цилиндрической резьбы. Если же значение IANG является отрицательным и у конической резьбы, то цикл выполняет боковую подачу вдоль одной боковой стороны. NSP (смещение стартовой точки) В этом параметре можно запрограммировать угловое значение, определяющую исходную точку для врезания первого витка резьбы на периметре токарной детали. Здесь речь идет о смещении стартовой точки. Параметр может принимать значения от 0.0001 и +359.9999 градусов. Если смещение стартовой точки не указано или параметр пропущен в списке параметров, то первый виток резьбы автоматически начинается на метке нуля градусов.
VARI (режим обработки) С помощью параметра VARI определяется должна ли быть выполнена наружная или внутренняя обработка и какая технология подачи будет использоваться при черновой обработке.
Параметр VARI может принимать значения между 1 и 4 со следующими значениями:
NUMTH (количество витков) С помощью параметра NUMTH определяется количество витков резьбы у многозаходной резьбы. Для простой резьбы параметру присваивается значение ноль или он может быть полностью опущен в списке параметров. Витки резьбы равномерно распределяются по периметру токарной детали, первый виток резьбы определяется параметром NSP. Если должна быть изготовлена многозаходная резьба с неравномерным распределением витков резьбы на периметре, то цикл вызывается для каждого витка резьбы при программировании соответствующего смещения стартовой точки.
VRT (переменный путь отвода) В параметре VRT может быть запрограммирован путь отвода через выходной диаметр резьбы. При VRT=0 (параметр не запрограммирован) путь отвода составляет 1 мм. Путь отвода всегда относится к запрограммированной дюймовой или метрической системе координат. ЦИКЛ ОБРАБОТКИ РЕЗАНЬЕМ CYCLE95 Структура кадра:
|
|||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-11-11; просмотров: 449; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.188.61.223 (0.007 с.) |