
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Конструювання основних елементівСодержание книги
Поиск на нашем сайте
Товщина стінки підстави корпуса:
де
Товщина стінки кришки корпуса:
Корпус редуктора виготовляємо литим з однією площиною рознімання із Ст3 (ГОСТ 380-94). При виготовленні корпуса необхідно забезпечити наступні вимоги: заготівля корпусу повинна буде піддана відпалу; в кришки редуктора передбачено елементи стропування; неопрацьовані поверхні повинні бути пофарбовані; розміщення прокладок між кришкою корпуса неприпустимо (теча олії надійно запобігається пастою "Герметик"); допуск на відхилення від площинності поверхонь рознімання де L – довжина редуктора, м, але не менш 0,05мм; шорсткість поверхні рознімання і отворів під підшипники розбіжність вісів отворів під підшипники з площиною рознімання – не більш поле допуску під підшипник Конструктивні розміри корпуса визначаються розмірами розташованих у ньому зубчастих коліс, а також кінематичною схемою редуктора. Основою конструкції корпуса є його коробка, контур якої утворюють простим обведенням зубчастих коліс. При обведені внутрішньої поверхні корпусу необхідно витримувати відповідні зазори. Найменший зазор між зовнішньою радіальною поверхнею колеса і стінкою корпуса:
Зазор між торцями зубчастих коліс приймають:
Зазор між торцями зубчастих коліс і внутрішніми деталями корпусу приймають: Зазор між зубчастим колесом і дном підстави корпусу приймаємо: Для кріплення підстави і кришки корпуса по всьому їхньому контуру виконують фланці товщиною Товщина верхнього пояса фланця підстави:
Товщина нижнього фланця кришки:
Для кріплення підстави корпуса до рами або плити виконують фланці, товщина яких визначається таким чином:
Рисунок 7.1 - Розміри фланців підстави корпуса без бобишек.
Діаметр фундаментних бовтів дорівнює:
Для закріплення редуктора на рамі приймаємо бовти М27 у кількості 6 штук. [4, с. 30 табл. 2.1]. Діаметр гвинтів розташованих у підшипникових гнізд:
Діаметр стяжних гвинтів:
Діаметр гвинтів для закріплення оглядової кришки:
Розміри фланців редуктора: Ливарні переходи. Товщина клина у підставі: Конструктивне оформлення сварного переходу лапи редуктора зі стінками показано на (рис. 7.2). Радіус спряження елементів корпуса (рис 7.3) повинен бути однаковим і рівним: Для виключення зрушення кришки корпусу відносно його підстави встановлюємо два конічних штифти, розташовані якнайдалі один від другого на зручних місцях корпуса. Штифти встановлюємо до розточення отворів під підшипники. Діаметр штифта: Отриманий діаметр узгоджуємо з ГОСТ 3129-70. Щоб забезпечити необхідну працездатність підшипників, бобишки для підшипникових гнізд повинні бути жорсткими.
Таблиця 7.3 Розміри гнізд підшипників і кришок.
Приливи для розміщення болтів
Рисунок 7.2 - Розміри гнізд підшипників і кришок
Рисунок 7.3 - Розміри приливів для підшипникових гнізд Щоб уникнути перетинання отворів діаметром
Відстань
Для полегшення розбирання редуктора на поясі кришки встановлюємо два віджимних бовти, діаметр яких можна прийняти рівним діаметру зажимного гвинта. Для підйому і транспортування кришки будемо використовувати вушки. Маса редуктора: Товщина вушка: Діаметр отвору у вушку: Товщина ребер підстави корпуса: Товщина ребер кришки:
Огляд редуктора і заливання мастила для змащення зубчастих коліс здійснюють через вікно. (табл. 7.4).
Таблиця 7.4 Розміри оглядового вікна і кришки
Рисунок 7.4 - Кришка оглядового вікна редуктора
Редуктори повинні мати віддушину. Унаслідок розбризкування оливи швидко обертаючими деталями повітряне середовище усередині корпусу містить зважені частки оливи (оливний туман). Наявність віддушини запобігає підвищенню тиску і просочуванню повітря зі зваженими частками оливи через стик корпуса й ущільнення валів у кришках підшипників. Отвір для віддушини виконують в кришці оглядового вікна редуктора. Тоді віддушина служить одночасно і ручкою.
Рисунок 7.5 - Конструктивне виконання віддушини
Таблиця 7.5 Розміри оглядового вікна і кришки.
Для зливу оливи робимо зливний отвір і розташовуємо його на стіні редуктора під замірювачем рівня оливи. Задля полегшення зливу оливи дно виконуємо з уклоном
Рисунок 7.6 - Пробка до отвору злива оливи
Таблиця 7.6 Розміри пробки до отвору злива оливи.
Для виміру рівня оливи в корпусі редуктора застосуємо жезловий вимірювач. Для можливості контролю рівня оливи під час роботи редуктора вимірювач оливи розміщують у трубці, укрученої в корпус. (рис. 7.9). Довжину вимірювача визначаємо графічним методом.
Рисунок 7.7 - Жезловий вимірювач оливи
ВИБІР МАСТИЛА
Вибір мастила здійснюється в залежності від колових швидкостей рухомого кільця. При швидкостях Визначимо колові швидкості:
Для вхідного валу можна застосувати як консистентне, так і рідке змащення підшипникового вузла. Для картеру редуктора обираємо масло – індустріальне И-30А ГОСТ 20799-75. Необхідний об’єм масла
Для вихідного та вхідного валів застосуємо консистентне змащування. Для захисту підшипників від забруднення, а також запобіганню витікання мастила використовують ущільнюванні пристрої. Визначним фактором при виборі ущільнення є лінійна швидкість поверхні валу під ущільненням. Обиреємо манжетні гумові ущільнення І типу ГОСТ 8752-79 [3, с.72. табл. 9.3].
Рисунок 8.1 - Манжетні ущільнення гумові, ГОСТ 8752-79
Параметри ущільнень: На вхідному валу: d=54мм; D=80мм; h1=10мм;h2=14мм; На вихідному валу: d=110мм; D=135мм; h1=12мм;h2=16мм.
ВИСНОВКИ
В курсовому проекті проведено розрахунок та проектування приводу ланцюгового конвеєра механообробної ділянки. Для виконання зазначених в завданні умов по вихідним даним обрано двигун 4А160S2У3, Рдном = 11 кВт, для ступеней обрано передаточне число U1=5,6, U2=5,6, U3=5, для передач приводу обраний модуль m1=4, m2=4, m3=6, це залежить від підшипників, які є опорою двухвінцових зубчастих блоків. Проведено перевірочний розрахунок всіх передач та другого валу приводу. Розроблені креслення: загального виду редуктора, робочі креслення: зубчастого колеса, зубчатого блоку, вхідної кришки підшипника, вихідного валу редуктора. Проведено вибір та перевірка підшипників кочення на всіх валах редуктора. Підібрані змащувальні матеріали. Розраховані конструктивні елементи корпусу. Розроблена специфікація, на редуктор. ПЕРЕЛІК ПОСИЛАНЬ
1. Методичні вказівки до виконання курсового проекту з деталей машин. "Вибір електродвигуна та визначення вихідних даних для розрахунку приводу" (для студентів напрямку "Інженерна механіка"). Автори: Оніщенко В.П., Ісадченко В.С., Недосекін В.Б., - Донецьк: ДонНТУ, 2005. – 36 с. 2. Методичні вказівки до виконання курсового проекту з деталей машин. Розділ 2 "Проектування зубчастих і черв’ячних передач" (для студентів напрямку "Інженерна механіка")./ Автори: В.П. Блескун, С.Л. Сулєйманов. – Донецьк.: ДонНТУ, 2005. – 48 с. 3. Методичні вказівки до виконання курсового проекту з деталей машин. Розділ 3. проектування валів та їх опор на підшипниках кочення (для студентів напрямку "Інженерна механіка")/ Автори: О.В. Деркач, О.В. Лукінов, В.Б. Недосекін, Проскуряков С.В – Донецьк: ДонНТУ, 2005. 106 с. 4. Методичні вказівки до виконання курсового проекту з деталей машин. Конструювання муфт і корпусів (для студентів напрямку "Інженерна механіка")/ Сост.: В.С.Ісадченко, П.М. Матеко, В.О. Голдобін. – Донецьк: ДонНТУ, 2005. – 40 с. 5. Разработка и оформление технической документации. Учебное пособие. / Сост.: А.Н. Михайлов, А.В. Лукичёв, И.А. Горобец, А.П. Гуня, А.В. Деркач, И.В. Клименко, Н.В. Голубов, В.Б. Недосекин, В.А. Голдобін. 6. Методические указания к самостоятельной работе над курсовым проэктом по Деталям Машин. Раздел ІІІ Этапы "Эскизный проект" и "Технический проект". Проектирование зубчатых и червячных передач. В.С. Горелик, В.С. Исадченко, В.И. Проскурин, П.М. Матеко, А.Л. Симонов, В.П. Алиферов. Донецк ДПИ 1992.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-03-02; просмотров: 132; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.102 (0.008 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 мм;
мм; - найбільший обертовий момент на тихохідному валу;
- найбільший обертовий момент на тихохідному валу; мм.
мм. мм;
мм; мм.
мм.
 мкм;
мкм;
 ;
; ;
; мм;
мм; мм;
мм; мм;
мм; мм;
мм; і
і  відповідно (рис. 7.1), у яких розміщують бовти чи гвинти.
відповідно (рис. 7.1), у яких розміщують бовти чи гвинти. мм;
мм; мм;
мм; мм;
мм;
 ;
; .
. приймаємо М22
приймаємо М22 мм, приймаємо М16;
мм, приймаємо М16; мм, приймаємо М8;
мм, приймаємо М8; мм,
мм,  мм.[4, с. 30 табл. 2.2].
мм.[4, с. 30 табл. 2.2]. мм.
мм. мм.
мм. мм.
мм.









 у підшипникових гнізд (рис 7.3) вибираємо з таким розрахунком, щоб забезпечити опорні поверхні достатні для розміщення голівок гвинтів і гайок бовтів. Висота h3 визначається конструктивно графічним способом так, щоб утворилася опорна поверхня під голівку бовта і гайку.
у підшипникових гнізд (рис 7.3) вибираємо з таким розрахунком, щоб забезпечити опорні поверхні достатні для розміщення голівок гвинтів і гайок бовтів. Висота h3 визначається конструктивно графічним способом так, щоб утворилася опорна поверхня під голівку бовта і гайку.

 і
і  , відстань між ними приймається:
, відстань між ними приймається: ;
; мм;
мм; від вісі отвору
від вісі отвору  знаходиться графічно після визначення розміру
знаходиться графічно після визначення розміру  і округляється до стандартного значення у бік збільшення. Відстань від вісі отвору
і округляється до стандартного значення у бік збільшення. Відстань від вісі отвору  до розточення під підшипник:
до розточення під підшипник: мм.
мм. кг.
кг. мм.
мм. мм.
мм. мм.
мм. мм.
мм.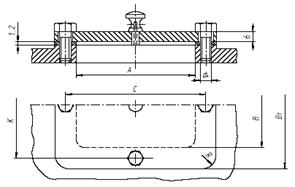

 у бік отвору. У самого отвору виконуємо місцеве поглиблення, що сприяє стоку оливи і, крім того забезпечує вільний вихід інструмента при свердлінні отвору і нарізання в ньому різьби. Отвір для злива оливи закривають спеціальною пробкою. (рис. 7.8)
у бік отвору. У самого отвору виконуємо місцеве поглиблення, що сприяє стоку оливи і, крім того забезпечує вільний вихід інструмента при свердлінні отвору і нарізання в ньому різьби. Отвір для злива оливи закривають спеціальною пробкою. (рис. 7.8)

 м/с доцільно використовувати консистентне змащення, при
м/с доцільно використовувати консистентне змащення, при  м/с можна застосовувати як консистентне, так і рідке змащення.
м/с можна застосовувати як консистентне, так і рідке змащення. ;
; м/с;
м/с;  м/с;
м/с; м/с;
м/с;  м/с;
м/с; л. Для того, щоб виконувалась умова змащуванння заливаємо масло на висоту
л. Для того, щоб виконувалась умова змащуванння заливаємо масло на висоту  мм, корисна площа редуктора
мм, корисна площа редуктора  мм2, отже дісний об’єм маслу:
мм2, отже дісний об’єм маслу: л
л



