Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчет силы резания при сверлении, рассверливании и зенкеровании
При сверлении глубина резания t = 0,5D (рис. П 6.1, а), при рассверливании, зенкеровании и развертывании t = 0,5(D - d) (рис. П 6.2, б).
Рисунок П 6.1 Схема резания: а – сверление; б – рассверливание, зенкерование
Крутящий момент Mкр, Н·м, и осевая сила Pо, Н, определяются по следующим формулам:
- при сверлении:
- при рассверливании и зенкеровании:
где D - диаметр сверла, зенкера, мм; t - глубина резания, мм; s - подача, мм/об; CM, Cp, q, x, y, Kp – коэффициенты.
Значения коэффициентов CM, Cp и показателей степени q, x, y приведены в таблице П 6.1. Коэффициент Kp, учитывающий фактические условия обработки, определяется по таблице П 6.2
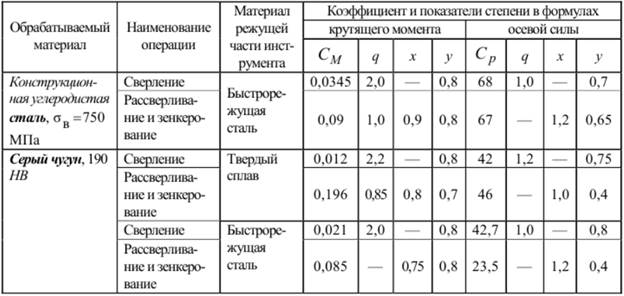
Таблица П 6.1 Значения коэффициентов CM, Cp и показателей степени q, x, y в формулах крутящего момента Mкр и осевой силы Pо при сверлении, рассверливании и зенкеровании
Таблица П 6.2 Поправочный коэффициент Кp для стали и чугуна, учитывающий влияние условий обработки на силовые зависимости при сверлении, рассверливании и зенкеровании
Примечание: В числителе приведены значения показателя степени n для твердого сплава, в знаменателе – для быстрорежущей стали.
Приложение 7
Расчет погрешности закрепления εЗ
1. Расчет погрешности закрепления εЗ по справочнику: Вардашкин Б.Н. и др. «Станочные приспособления» [1]
Погрешность закрепления εз - разность предельных расстояний от измерительной базы до установленного на размер инструмента, возникающая под действием сил закрепления (рис. П 7.1) [1].
Рисунок П 7.1 Схема формирования погрешности закрепления εЗ: а – схема обработки; б – основные составляющие; Q – сила закрепления; Y – смещение заготовки; εЗО - основная составляющая; εЗИ - составляющая, связанная с износом опор
На погрешность закрепления εз наибольшее влияние оказывают следующие факторы: непостоянство силы закрепления Q, неоднородность шероховатости и волнистости базы заготовок, износ опор. Погрешность закрепления εз определяется по следующей формуле: εз = cosβ(εзо + εзи),
где εIз - погрешность из-за непостоянства силы закрепления Q; εIIз - погрешность закрепления из-за неоднородности шероховатости базы заготовок;
εIIIз- погрешность закрепления из-за неоднородности волнистости базы заготовок; εзи - погрешность закрепления из-за износа опорной поверхности установочного элемента. β - угол между направлением выдерживаемого размера и направлением наибольшего перемещения.
Таблица П 7.1 Формулы для расчета погрешности закрепления εЗ
Примечания: 1. Q – сила, действующая по нормали на опору, Н; 2. q – суммарная линейная нагрузка, действующая по нормали к рабочим поверхно- стям призмы, Н/см; 3. Индексы «з» и «о» означают, что рассматриваемые параметры относятся к заготовке и к опоре соответственно; 4. Упругая постоянная материалов контактирующих заготовки и опоры (1/ГПа):
5. Eо, Eз, μо, μз - соответственно модули упругости, ГПа, и коэффициенты Пуассона материала опоры и заготовки; 6. HB – твердость материала заготовки по Бринеллю; 7. C’ - безразмерный коэффициент стеснения, характеризующий степень упрочнения поверхностных слоев обработанных баз заготовки (см. табл. П 7.4); 8. d – диаметр цилиндрической базы заготовки; 9. ITd – допуск на диаметр d, мм; 10. σт - предел текучести материала заготовки, МПа; 11. A – номинальная площадь опоры, мм2; 12. Радиус изношенной сферической опоры, мм: rи = r2 /(r - 8u), где r – радиус неизношенной сферической опоры (ГОСТ 13441-68), мм; 13. u – линейный износ опоры (призмы), мм; 14. 2α° - угол призмы; 15. Rmax - наибольшая высота неровностей профиля, мкм (см. табл. П 7.4); 16. Rz - высота неровностей профиля по десяти точкам, мкм (см. табл. П 7.3); 17. Ra - среднеарифметическое отклонение профиля, мкм; 18. Для практических расчетов принимают Rmax ≈ 1,25Rz ≈ 6Ra; 19. υ и b – безразмерные параметры опорной кривой (см. табл. П 7.3 и П 7.4); 20. W и RВ – соответственно высота и длина волны поверхности, мкм (указанные параметры характерны для волнистости поверхности, см. табл. П 7.3 и П 7.4); 21. Безразмерный приведенный параметр кривой опорной поверхности, характеризующий условия контакта базы заготовки с опорой:
22. Безразмерный коэффициент, учитывающий влияние износа призм:
где Rи - радиус изношенной поверхности призмы, мм; если обрабатываемая поверхность заготовки расположена с одной стороны от призмы, то
23. Cм, Cв, Cш - безразмерные расчетные коэффициенты (см. табл. П 7.2); 24. При проектном расчете опор, не бывших в эксплуатации, принимают rи = r, u=0 и Kи = 1; 25. Величины с индексом «Δ» определяют непостоянство соответствующих параметров; 26. Коэффициенты K, a, K1, a1 определяют по табл. П 7.2; 27. Параметры качества поверхности заготовок определяют по табл. П 7.3 и П 7.4; 28. Параметры шероховатости базирующей поверхности призм: Rzо = 3,5 мкм, νо = 2 - для новых призм; Rzо = 1,1 мкм, νо = 1,4 - для призм, бывших в эксплуатации.
Значения составляющих εIз, εIIз, εIIIз, εзи силы закрепления εз определяются в зависимости от типа опоры по формулам таблицы П 7.1.
Таблица П 7.2 Данные для определения коэффициентов См, Св, Сш
Таблица П 7.3 Параметры качества цилиндрических баз заготовок
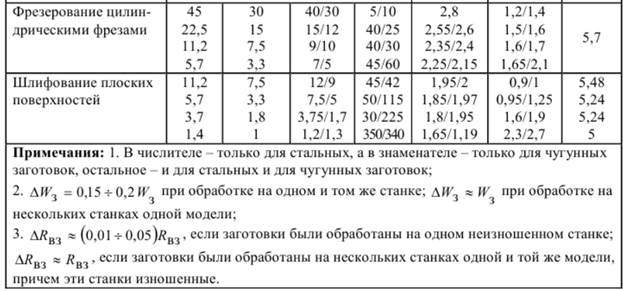
Таблица П 7.4 Параметры качества плоских баз стальных и чугунных заготовок
2. Расчет погрешности закрепления εЗ по справочнику: Косилова А.Г. и др. «Точность обработки, заготовки и припуски в машиностроении» [3]
Формулы для расчета погрешности закрепления εз в зависимости от типа опоры приводятся в таблице П 7.5 [3].
Таблица П 7.5 Формулы для расчета погрешности закрепления εЗ
Продолжение таблицы П 7.5
Обозначения: HB – твердость материала; Q – сила, действующая по нормали к опоре, кгс; F – площадь контакта опоры с заготовкой, см2; l – длина образующей, по которой происходит контакт, см; Rz – шероховатость поверхности заготовки, мкм.
Приложение 8
Рекомендации по выбору типа установочных элементов
|
||||||
|
|
Последнее изменение этой страницы: 2019-12-15; просмотров: 3685; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.14.83.223 (0.019 с.) |





 - основная погрешность закрепления;
- основная погрешность закрепления;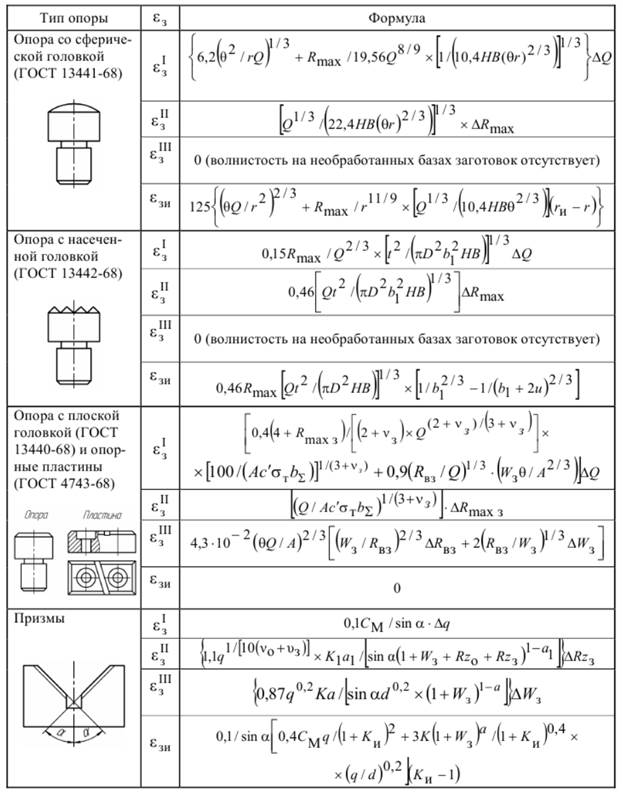



 если обрабатываемая повть заготовки расположена с двух сторон от призмы, то
если обрабатываемая повть заготовки расположена с двух сторон от призмы, то