
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Универсальная делительная головка УДГ-200.Содержание книги
Поиск на нашем сайте
.Зажимы: 3_х кулачковый самоцентрирующийся патрон – предназначен для зажатия тел вращения за обработанные поверхности. Задняя бабка (центр). Оправка – для закрепления заготовок за отверстия.
Резцы:
Сверла:
Фрезы:
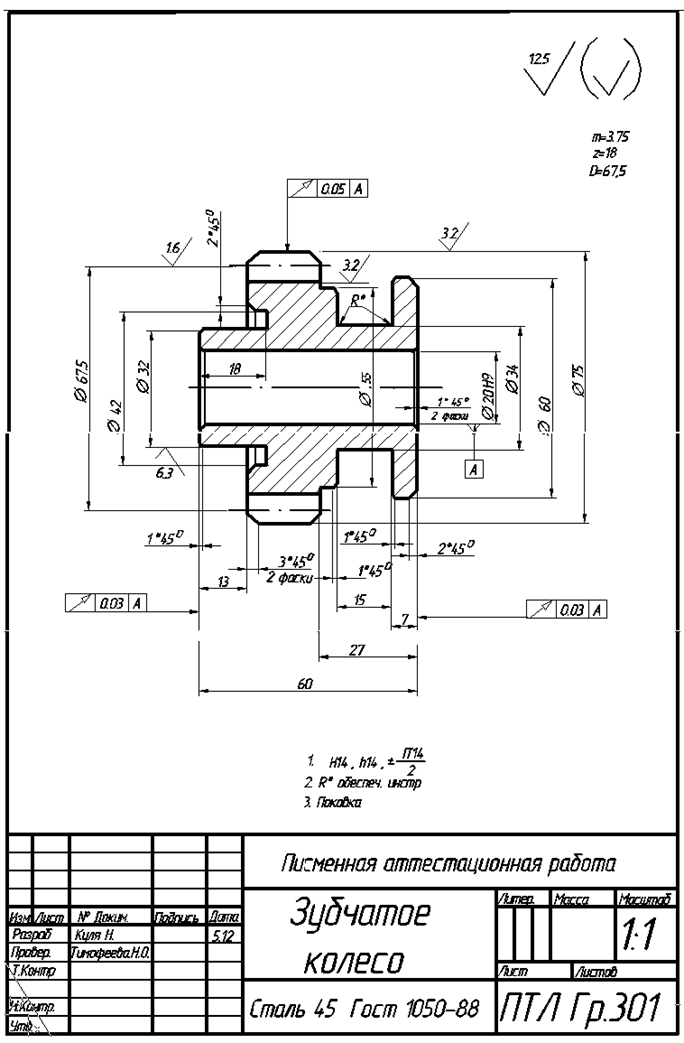
Измерительный инструмент. Типы штангенциркулей: ШЦ-1, ШЦ-2, штангензубомер. Характеристика детали и материала. Изготавливаемая деталь используется в зубчатых муфтах. Материал: Сталь 45 – качественная конструкционная сталь, содержание углерода 0,45%. HB =229, s в =598 мПа. Выбор заготовки. Заготовка – поковка полученная из круглого проката Æ 80, длина 65 мм. Выбор обусловлен тем, что заготовка – тело вращения и используется в механизмах с динамической нагрузкой. Выбор базовых поверхностей. За установочные базы приняты торцы детали и внутренний Æ20Н9. Технологическая карта изготовления детали.
Операция |
Установ |
Переход |
Эскиз Заготовки |
Инструмент |
Режимы резания | i | Тобщ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Реж. | Измерит. | t, мм | S, мм\об | V, м\мин | n, Об/мин |
Длинна, мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Токарная | а | 1 |
Установить в 3х кулачковый патрон с вылетом 40 мм и подрезать торец | Проходной-отогнутый Т5К10 | ШЦ-2 | 2,5 | 0,3 |
156 | 500 | 40 | 1 | 0,27 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| а | 2 |
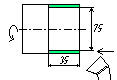
Точить диаметр 75 как чисто на длину 35 мм | Проходной-отогнутый Т5К10 | ШЦ-2 | 3 | 0,7 | 62 | 250 | 35 | 1 | 0,23 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| а | 3 | Проходной-отогнутый Т15К6 | ШЦ-2 | 2 | 0,55 |
186 | 800 | 35 | 0,1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| а | 4 |
Точить диаметр 32 как чисто на длину 13 мм. | Проходной-упорный Т5К10 | ШЦ-1 | 4 | 0,5 |
160 | 500 | 13 | 5 | 0,25 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| а | 5 | Проходной- упорный Т15К6. | ШЦ-1 | 1,5 | 0,4 |
175 | 1600 | 13 | 1 | 0,02 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| а | 6 |
Точить паз. | Канавочный со спец. Заточкой Т15К6. | ШЦ-1 | 5 | 0,4 |
105 | 800 | 5 | 1 | 0,007 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| а | 7 |
Сверлить сквозное отверстие Æ 15 с предварительным центрованием. | Сверло Æ 15 Р6М5 | ШЦ-1 | 7,5 | 0,1 | 19 | 400 |
61,5 | 1 | 1,73 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| а | 8 |
Рассверлить отверстие Æ 20 | Сверло Æ 20 Р6М5 | ШЦ-1 | 2,5 | 0,2 | 40 | 630 |
61,5 | 1 | 0,55 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| а | 9 |
Снять фаску 3*450 | Проходной-отогнутый Т5К10 | ШЦ-2 | 3 | 0,6 | 94 | 300 | 3 | 1 | 0,014 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| а | 10 | 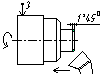 Снять фаску 1*450
Снять фаску 1*450
| Проходной-отогнутый Т5К10 | ШЦ-2 | 1 | 0,2 |
125 | 1250 | 1 | 1 | 0,006 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| а | 11 |  Снять фаску 1*450
Снять фаску 1*450
| Проходной-отогнутый Т5К10 | ШЦ-2 | 1 | ,1 | 78 | 1250 | 1 | 1 | 0,002 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б | 1 |  Перевернуть заготовку и зажать с в з_х кулачковый патрон с вылетом 45 мм. Подрезать торец в размер 60 мм.
Перевернуть заготовку и зажать с в з_х кулачковый патрон с вылетом 45 мм. Подрезать торец в размер 60 мм.
| Проходной-отогнутый Т5К10 | ШЦ-2 | 2,5 | 0,3 |
156 | 500 | 40 | 1 | 0,27 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б | 2 |
Точить Æ 60 как чисто на длину 27 мм. | Проходной-упорный Т5К10 | ШЦ-1 | 3 | 0,6 |
100 | 400 | 27 | 3 | 0,3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б | 3 | Проходной-упорный Т15К6 | ШЦ-1 | 1 | 0,3 |
143 | 1250 | 27 | 1 | 0,07 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б | 4 |
Точить паз шириной Æ 34 ширина 15мм. | Отрезной, ширина режущей кромки 5 мм. Т15К6. | ШЦ-1 | 5 |
0,15 |
150 | 800 | 12 | 3 | 0,1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б | 5 | Широкий резец. Ширина реж. Кромки 15 мм. | ШЦ-1 | 15 |
0,15 |
150 | 800 | 1 | 1 | 0,03 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б | 6 |  Точить Æ 55 на длину 5 как чисто.
Точить Æ 55 на длину 5 как чисто.
| Проходной-упорный Т15К6 | ШЦ-2 | 1,25 |
0,55 |
150 | 800 | 5 | 2 | 0,024 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б | 7 |  Снять фаску 3*450
Снять фаску 3*450
| Проходной-отогнутый Т5К10 | ШЦ-2 | 3 |
0,6 | 94 | 400 | 3 | 1 | 0,014 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б | 8 |  Снять фаску 1*450
Снять фаску 1*450
| Проходной-отогнутый Т5К10 | ШЦ-2 | 1 |
0,3 | 94 | 500 | 1 | 1 | 0,004 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б | 9 |  Снять фаску 1*450
Снять фаску 1*450
| Проходной-отогнутый (правый) Т5К10 | ШЦ-2 | 1 |
0,3 | 94 | 500 | 1 | 1 | 0,005 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б | 10 | 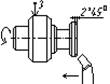 Снять фаску 2*450
Снять фаску 2*450
| Проходной-отогнутый Т5К10 | ШЦ-2 | 2 |
0,3 | 94 | 500 | 2 | 1 | 0,008 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б | 11 |  Снять фаску 1*450
Снять фаску 1*450
| Проходной-отогнутый Т5К10 | ШЦ-2 | 1 |
0,1 | 78 | 1250 | 1 | 1 | 0,012 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4,016 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| II Фрезерная | Г | 1 | 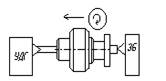 Закрепить заготовку на оправке в УДГ. Фрезеровать зубчатое колесо. Число зубьев 18.
Закрепить заготовку на оправке в УДГ. Фрезеровать зубчатое колесо. Число зубьев 18.
| УДГ (центр) ЗБ (центр) Оправка. Дисковая модульная фреза m =3.75 Т5К10 | Штангензувомер | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Общее время на фрезерную обработку | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Общее время обработки детали | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||










Расчеты режимов резания
Техника безопасности.
1. Масса и габариты заготовки должны соответствовать паспортным данным станка.
2. Надежно закреплять деталь в приспособлениях.
3. Работы проводить про одетых очках. Запрещается работать в рукавицах и с забинтованными пальцами.
4. При пуске станка убедиться, что его пуск безопасен для окружающих.
5. Если при обработке детали образуется отлетающая стружка, то необходимо установить защитные экраны. Не удалять стружку руками, использовать для этого спец. Щетки и крючки.
6. Не измерять деталь при включенном станке.
7. Не загромождать подходы к станку заготовками и деталями.
8. Обязательно выключать станок при уходе от него даже на короткое время.
Список литературы.
1. Артамонов Б.А., Волков Ю.С. и др. Электрофизические и электрохимические методы обработки материалов. Москва, "Высшая школа", 1983
2. Лившиц А.Л. Электроэрозионная обработка металлов. Москва, "Высшая школа", 1979
3. Артамонов Б.А. и др. Размерная электрическая обработка металлов. Москва, "Высшая школа", 1978
4. Справочник по электрохимическим и электрофизическим методам обработки. Под ред. Волосатова В.А. Ленинград, "Машиностроение", 1988
5. Колосовский В.Л. Справочник молодого фрезеровщика. Москва, "Высшая школа" 1992 г.
6. Справочник молодого токаря. Москва, "Высшая школа" 1992 г.
|
| Поделиться: |



