Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Определение коэффициента использования материалаСодержание книги Поиск на нашем сайте
Обоснование выбора заготовки проведём по расчёту коэффициента использования материала.
где Мдет – масса детали, кг, Мзаг – масса заготовки, кг.
КИМ показывает эффективность обработки и рациональность метода получения заготовки. Для условий среднесерийного производства коэффициент использования материала для отливок должен быть 0,7, следовательно, заготовка выбрана правильно.
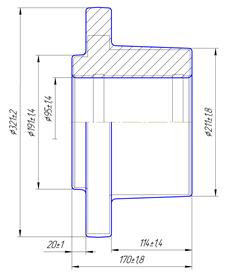
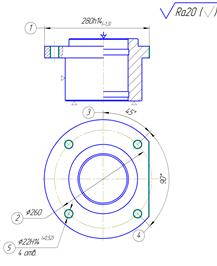
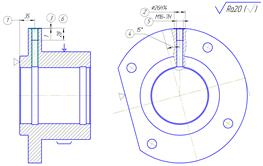
2.1.5 Разработка эскиза и технических требований на заготовку
Рисунок 1 - Эскиз заготовки Технические требования: 1.170...240 НВ. 2.Точность отливки 10-0-0-10 ГОСТ 26645 - 85. 3.Неуказанные литейные радиусы 3...5 мм, литейные уклоны 2. 4.В местах подвода металла допускаются выломы глубиной до 2 мми длиной до 15 мм или зачищенный остаток питателя высотой до 2мм. 5.На обрабатываемых поверхностях допускаются литейные дефекты кроме трещин, если их глубина не превышает припуск на механическую обработку. 6.Допускается исправление литейных дефектов, кроме трещин, превышающих допустимые, газовой сваркой или пайкой монель металлом. 7.После механической обработки на обрабатываемых поверхностях детали не допускаются более 3-х раковин на поверхность величиной более 3 мм и глубиной более 2 мм. Более мелкие раковиныдопускаются в большем количестве но при этой же суммарной площади. 8.Остальные технические требования по ГОСТ 26645 - 85.
Разработка технологического процесса
Выбор и обоснования баз
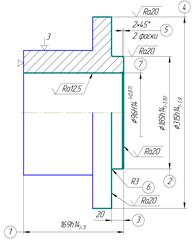
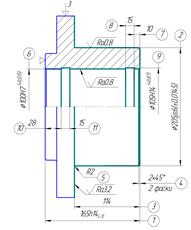
Задача это обеспечение концентричности наружных поверхностей втулки относительно отверстия и перпендикулярность торцовых поверхностей к оси отверстия может быть решена обработкой: - всех поверхностей за два установа или за две операции с базированием при окончательной обработке по наружной поверхности. (Обработка от вала); - всех поверхностей за два установа или за две операции с базированием при окончательной обработке наружной поверхности по отверстию (обработка от отверстия). Выбираем первый вариант, т.е на первой операции обрабатываем наружные поверхности Ø315 и торец, затем на чистых технологических базах производим обработку наружной поверхности Ø205h9, торца и отверстия Ø100Н7. Фрезерование лыски, сверление 4-х отверстий Ø22 и обработка резьбового отверстия производится с базирование по отверстию Ø100Н7 и торцу. Разработка маршрутной технологии. Построение операций Таблица 4 – Маршрутный технологический процесс
Продолжение таб. 4
Продолжение таб. 4
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2019-05-20; просмотров: 521; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.118.128.17 (0.009 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 ,
,