Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Моделирование процесса горячей вальцовкиСодержание книги
Поиск на нашем сайте
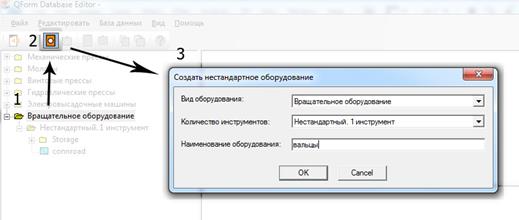
Цель работы: Научиться моделировать процесс горячей вальцовки, состоящий из нескольких переходов. Теоретическая часть: Система QForm позволяет проводить моделирование процессов деформации вращающимся инструментом. Процесс подготовки к моделированию можно разбить на три этапа: · Добавление необходимого оборудования в базу данных · Подготовка геометрии заготовки и инструмента · Задание параметров моделирования Для того, чтобы добавить новое вращательное оборудование в базу данных необходимо выполнить следующие шаги: 1. В главном окне QForm нажмите на кнопку «Редактор базы данных оборудования» 2. Далее в папке «Вращательное оборудование» (1) создайте новый элемент, нажав на кнопку (2) и выберите параметры оборудования как в окне (3) и нажать на кнопку «ОК»
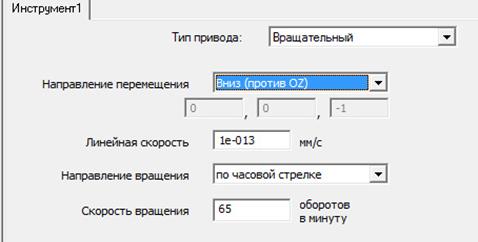
3. В следующем окне необходимо технологические параметры инструмента. Тип привода должен быть вращательным. Если присутствует линейное перемещение вальцев, то его скорость и направление можно задать ниже и, наконец, нужно задать направление вращения и скорость вращения инструмента в об/мин.
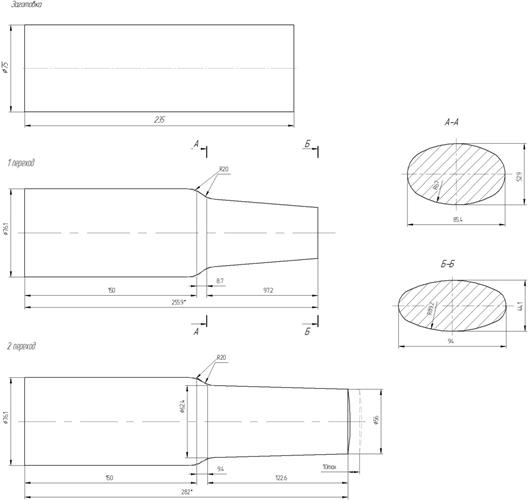
Обратите внимание, в5-й версии QForm если не задать линейное перемещение, расчёт будет останавливаться после каждого шага деформации. Чтобы этого избежать, нужно задать очень маленькую линейную скорость (в данном случае 1∙ 10-13 мм/с) которая не скажется на точности моделирования. Геометрия для моделирования вальцовки также подготавливается в редакторе 3D геометрии. Существует два способа задания геометрии: 1) цельная заготовка и 2 инструмента 2) ¼ заготовки и ½ инструмента При моделировании вальцов желательно сделать так, чтобы ось вращения проходила через точку (0,0,0) для облегчения последующего задания положения этой оси в редакторе 3D геометрии. Практическая часть Проведём моделирование операции вальцовки за два перехода по схеме круг-овал-круг. Технологические переходы показаны на рисунке.
Для этого технологического процесса были созданы 3D модели вальцов (файлы «инструмент 1-й переход.stp» и «инструмент 2-й переход.stp») и заготовки (файл «заготовка.stp»). Запустим редактор 3D геометрии и откроем в нём файл заготовка.stp. Далее выполним обычную последовательность действий по генерации сетки. С помощью команды «Преобразовать» присвоим заготовки идентификатор WPIECE. Далее зададим две плоскости симметрии, выбрав их мышью и выполнив соответствующую команду. Для удобства последующего манипулирования заготовкой зададим для неё ось вращения. Для этого нужно щёлкнуть по ребру, сопадающему с центром заготовки правой кнопкой мыши и в появившемся меню выбрать команду «Задать ось вращения»
Зададим параметры как указано на следующем рисунке
После нажатия на кнопку ОК на заготовке синим цветом отобразится положение оси вращения. Сохраним геометрию заготовки в формат shl под именем «заготовка.shl» Теперь открываем файл «инструмент 1-й переход.stp». Генерируем сетку и присваиваем геометрии идентификатор TOOL1. Не забываем указать плоскость симметрии. Так как инструмент при вальцовке вращается, обязательно нужно задать ось вращения. Для этого щёлкаем правой кнопкой мыши по модели и выбираем в меню команду «Задать ось вращения». В появившемся окне необходимо ввести точку, через которую проходит ось и её напрвление. К говорилось раньше для простоты нужно создавать модели инструмента таким образом, чтобы ось вращения проходила через точку (0,0,0). В нашем случае это так, так что вводим данные в окно согласно рисунку ниже
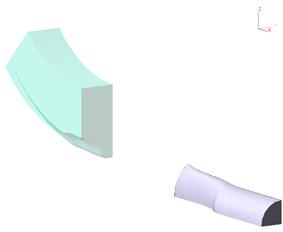
Сохраняем геометрию в формат shl в файл с названием «инструмент 1-й переход.shl». Аналогично обрабатываем файл с инструментом для 2-го перехода и сохраняем получившийся файл как «инструмент 2-й переход.shl». Теперь необходимо собрать инструмент и заготовку в файл перехода. Для этого открываем shl файл с инструментом первого перехода и при помощи команды главного меню Инструменты-Вставить SHL добавляем файл «заготовка.shl». Вы должны увидеть картинку подобную рисунку ниже.
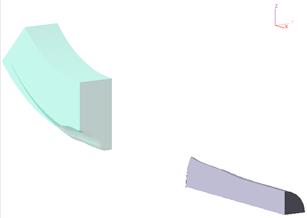
Необходимо правильно выставить взаимное положение инструмента и заготовки на начальном этапе. Заметим, что горизонтальная плоскость симметрии должна находиться ровно посередине межосевого расстояния валков, которое в нашем случае равно 680 мм. Если рассмотреть текущее относительное положение инструмента и заготовки, становится очевидным, что необходимо переместить заготовку на -340 мм по оси Z. Для этого выбираем объект WPIECE и в окне команд выбираем команду «Позиционирование/Изменение – Сдвиг» в текстовое поле Сдвиг вдоль оси Z ввести 340 и нажать справа на кнопку со знаком «-». Заготовка и инструмент должны принять следующее положение:
Теперь необходимо задать правильное положение по оси X. Для данного случая необходимо повернуть инструмент на 5° вокруг своей оси против часовой стрелки и сдвинуть заготовку против оси X на 166 мм.
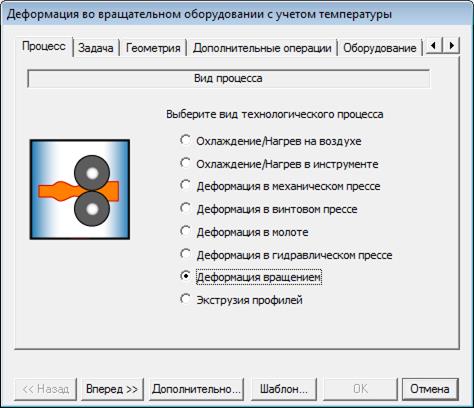
Сохраним shl файл под именем «круг-овал.shl». Для второго перехода нужно также добавить в файл с инструментом файл с заготовкой и сдвинуть заготовку на 340 мм против Z. Выравнивать заготовку по X нет необходимости, так как она будет заменена поковкой, рассчитанной на первом переходе, размеры и положение которой нам пока точно неизвестны. Сохраняем SHL файл под именем «овал-круг.shl». Закрываем редактор 3D геометрии и возвращаемся в главное окно прогаммы QForm. Теперь приступим к заданию исходных данных для моделирования. Нажимаем кнопку Новая операция. Выбираем вид процесса: Деформация вращением.
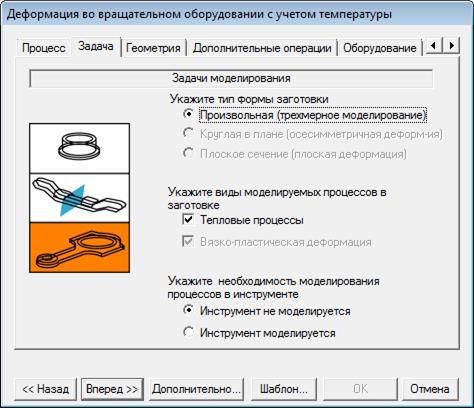
На следующей вкладке оставляем все параметры без изменения и нажимаем Вперед>>
Далее выбираем файл первой операции круг-овал.shl и нажимаем Вперед>>
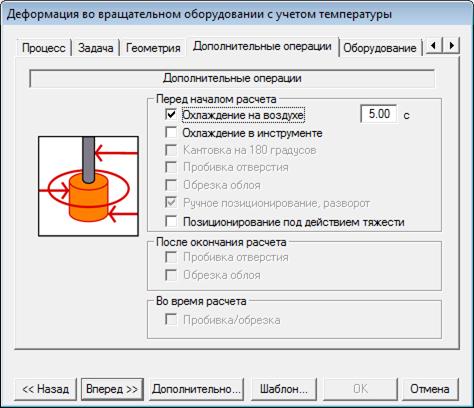
Далее указываем, что заготовка охлаждается на воздухе в течение 5-и секунд.
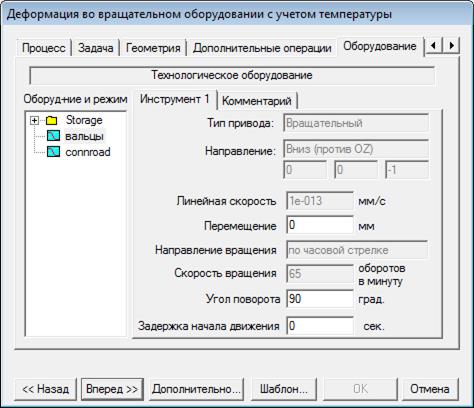
На следующей вкладке необходимо выбрать оборудование. Создайте оборудование вальцы, с параметрами, которые можно найти теоретической части работы и укажите угол вращения 90°.
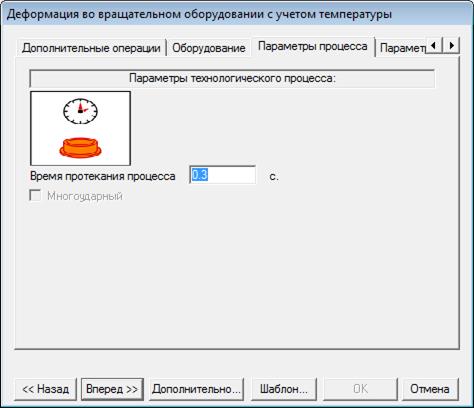
На следующей вкладке необходимо ввести продолжительность процесса. Для данной скорости вращения и угла поворота процесс будет примерно длиться 0.3 с
На следующих вкладках задайте начальную температуру 1100° С, материал сталь 45, температура инструмента 150 °С и смазка gw-st-h. Добавьте второй переход с такими же параметрами, только в качестве исходной геометрии выберите файл «овал-круг.shl» Далее необходимо передать полученный QFM файл для моделирования преподавателю. Будет промоделирован первый переход. После чего необходимо взять папку с результатами моделирования и придать правильное положение заготовке для второго перехода. Для перехода в режим ручного позиционирования нажмите на кнопку, выделенную на рисунке
Для начала нам надо повернуть заготовку на 90° вокруг своей оси (что было бы весьма затруднительно, если бы мы не задали ось на этапе определения геометрии). Для этого выбираем вкладку поворот и нажимаем на кнопку поворот вокруг своей оси против часовой стрелки на 90°
Теперь необходимо отразить заготовку относительно плоскости ZX. Для этого выбираем вкладку Симметрия и нажимаем на кнопку XOZ.
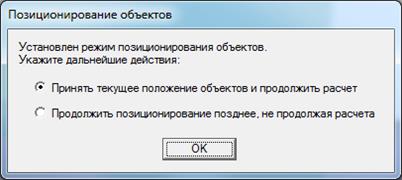
Теперь сдвигаем поковку на 500 мм против оси X, поворачиваем инструмент на 5° против часовой стрелки вокруг своей оси и на вкладке групповые операции нажимаем кнопку Свести в контакт. Закрываем окно позиционирования нажатием на кнопку Закрыть. На вопрос системы выберите первый вариант и нажмите ОК
Теперь можно снова передать папку с расчётом преподавателю для моделирования 2-го перехода. Если вы заметили ошибку выйдя из режима ручного позиционирования, исправить её покажется не так просто, так как кнопка ручного позиционирования исчезнет с панели инструментов. Чтобы вернуть кнопку и провести позиционирование ещё раз, нажмите правой кнопкой по названию операции и в контекстном меню выберите пункт Свойства. При этом откроется мастер задания параметров операции. В нём необходимо изменить какой-либо ключевой параметр, например, убрать флажок расчёта тепловых процессов. Но наиболее безопасным является незначительное изменение времени охлаждения на воздухе или в инструменте. Это изменение приведёт к сбросу всех расчётов и кнопка ручного позиционирования снова станет доступна.
БИБЛОГРАФИЧЕСКИЙ СПИСОК 1. QFORM 2D/3D Программа моделирования объемной штамповки. Версия 5.0. Руководство пользователя. - 2008 2. QFORM 2D/3D Программа моделирования объемной штамповки. Версия 5.0. Учебное пособие. - 2008
|
|||||||
|
|
Последнее изменение этой страницы: 2019-04-27; просмотров: 253; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.140.189.171 (0.01 с.) |