Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Сравнительный анализ разработанной укрупненной технологической последовательности и действующих на предприятии технологических процессов сборки нервюры №8 кчкСодержание книги
Поиск на нашем сайте
Укрупненная технологическая последовательность сборки нервюры №8 КЧК является прототипом соответствующего технологического процесса (ТП) и разработана в соответствии с выбранным методом сборки нервюры №8 КЧК (см. п. 2.2 Проекта). В качестве исходных данных для разработки настоящего раздела Проекта, были использованы рабочие ТП сборки нервюры №8 КЧК в маршрутном и операционном описании, действующие в настоящее время на предприятиях ГП «АНТОНОВ». Сравнительный анализ разработанной укрупненной технологической последовательности сборки нервюры №8 КЧК и соответствующих рабочих ТП проведен с учетом следующих критериев: - составом операций; - составом и конструкцией соответствующего СТО; - трудоемкостью выполнения отдельных операций и ТП в целом; - количеством рабочих, их квалификацией; - площадями потребных производственных площадей; - сроками и стоимостью технологической подготовки производства; - циклом выполнения ТП; - уровнем механизации (автоматизации) выполнения отдельных операций ТП; - технико-экономическими показателями. По результатам выполнения сравнительного анализа, укрупненная технологическая последовательность сборки нервюры №8 КЧК была уточнена. Уточненный вариант технологической последовательности является основными исходными данными для разработки циклового графика (см. п. 3.2 настоящего Проекта).
2.7 ВЫБОР, ФОРМИРОВАНИЕ ПЕРЕЧНЯ
Состав необходимых СТО для сборки определяется на основании уточненной технологической последовательности сборки нервюры №8 КЧК (см. п. 2.6). Применительно к авиационным конструкциям, в состав СТО могут входить следующие их типы: технологическая оснастка, оборудование, механизированный (МИ) и режущий (РИ) инструмент, различные устройства и прочие СТО. Перечень СТО, необходимых для выполнения ТП сборки нервюры №8 КЧК, представлен в таблице 2.1. Таблица 2.1 – Перечень СТО, необходимых для выполнения ТП сборки нервюры №8 КЧК
ОПРЕДЕЛЕНИЕ МЕТОДОВ, ВЫБОР И ОБОСНОВАНИЕ СРЕДСТВ КОНТРОЛЯ ТОЧНОСТИ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ НЕРВЮРЫ №8 КЧК
В процессе выполнения ТП сборки нервюры №8 КЧК используются следующие виды технического контроля: 1) Входной – контроль соответствия СЧ, поступающих на сборку, требованиям конструкторской (КД) и технологической документации. Применяется в начале работ, после поступления СЧ из цехов-изготовителей или от сторонних организаций (ПКИ). СТО для контроля: линейка, штангенциркуль, индикаторные приборы. 2) Пооперационный – контроль выполнения соответствующих операций ТП сборки хвостовых частей фюзеляжа. Требования к проведению пооперационного контроля устанавливаются техническим требованиями КД или и (или) технологом-разработчиком ТП. СТО для контроля: микрометрические и индикаторные приборы, сигнализаторы, динамометры, секундомеры. 3) Приемочный – контроль соответствия готовой конструкции всей необходимой документации. В процессе приемочного контроля может быть составлена ведомость дефектов (при необходимости). В данном разделе Проекта более подробно рассмотрены СТО для выполнения приемочного контроля. Основными объектами такого контроля, применительно к конструкции нервюры №8 КЧК, являются ее геометрические параметры: форма и размеры соответствующих конструктивных элементов. Для контроля указанных объектов используются следующие СТО: · калибр-пробки; · специальные шаблоны; · лазерные трекеры; · универсальные линейки; · индикаторы микрометрические для контроля утяжки обшивки в зоне головок заклепок; · производственные шаблоны (ШР, ШОК, ШК, ШВК, ШФ, ШИТ и пр.).
РАЗРАБОТКА РАБОЧЕГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ НЕРВЮРЫ №8 КЧК. В МАРШРУТНОМ ОПИСАНИИ. ОФОРМЛЕНИЕ БЛАНКОВ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Рабочий ТП (далее – ТП) сборки нервюры №8 КЧК разрабатывается с учетом результатов работ, выполненных по п.п. 3.1; 3.2; 4.1 ÷ 4.8. В настоящем Проекте разрабатывается ТП сборки нервюры №8 КЧК в маршрутном описании. Укрупненный ТП должен содержать следующую информацию: 1. Состав и последовательность выполнения технологических операций; 2. Необходимые СТО для выполнения операций, в т.ч контроля; 3. Методы и средства контроля; 4. Транспортные и подъемные средства; 5. Разряды работ, специальности рабочих; 6. Нормы времени по каждой операции; 7. Организационно-технические требования. Разработка ТП производится с учетом следующих обстоятельств: · максимальное технологическое совершенство; · наибольшая по возможности производительность труда; · наилучшие условия труда рабочих; · обеспечение качества. Нормирование ТП фиксируется в виде норм времени в технологических картах по каждой операции. Нормирование зависит от вида связи его с организацией оплаты труда, производственных традиций, первоисточников процесса нормирования. Последними могут выступать: укрупненные нормы, типовые техпроцессы, цикловые графики. Трудоемкость ТП состоит из суммы норм времени по операциям и заданиям. На основании значения общей трудоемкости рассчитывается количество рабочих, соответствующих СТО, а также производится разработка циклового графика (см. п. 4.10). Мною разработан ТП нервюры №8 КЧК с подбором СТО, нормированием работ. ТП представлен на технологических картах в Приложении к настоящему Проекту.
РАЗРАБОТКА ТЕХНИЧЕСКИХ УСЛОВИЙ НА ТЕХНОЛОГИЧЕСКУЮ ОСНАСТКУ ДЛЯ СБОРКИ НЕРВЮРЫ №8 КЧК. ОФОРМЛЕНИЕ ЗАЯВКИ НА ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ ДЛЯ СБОРКИ
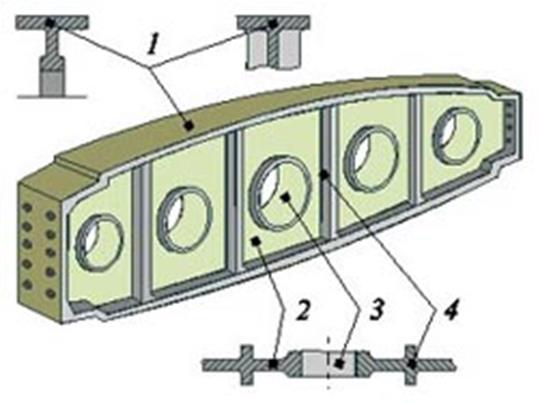
Технические условия к технологической оснастке для сборки нервюры №8 КЧК реализуются в виде комплекса общих (универсальных) и специфических технологических требований к оснастке. Общие требования к технологической оснастке для сборки нервюры №8 КЧК: 1) Обеспечение установки всех СЧ конструкции нервюры №8 КЧК в сборочные положения относительно друг друга и принятых сборочных баз. 2) Неизменность выбранных сборочных баз в процессе сборки. 3) Отсутствие деформирования СЧ под воздействием собственной массы в процессе сборки. 4) Доступность рабочих-сборщиков ко всем зонам собираемой конструкции в процессе ее сборки. 5) Возможность максимального использования для проектирования СП типовых модулей (программ) и систем автоматизированного проектирования оснастки. 6) Возможность максимального использования для изготовления элементов СП нормализованных деталей и узлов. 7) Компенсация: - размеров СП под влиянием изменения температуры окружающей среды; - деформации конструкции СП под воздействием массы конструкции; - усилий, возникающих при фиксации в сборочных (монтажных) положениях СЧ; - нагрузок, возникающих при работе МИ и других СТО, встраиваемых в СП. В качестве технологической оснастки для сборки нервюры №8 КЧК, мною выбрано СП упрощенной конструкции специального типа. Такой выбор поясняет рисунок 2.3.
Рисунок 2.3 – Силовая схема типовой нервюры КЧК: 1 – пояс; 2 – стенка; 3 – отверстия облегчения; 4 – усиления
СП для сборки нервюр такого типа не содержит рубильников, ложементов. Стенка будет крепиться в СП по БО и (видны с торца на рисунке 2.3) и базовым поверхностям. Кроме того, упрощается процесс сборки из-за возможности установки малого количества монолитных деталей. Мною оформлена Заявка на проектирование технологической оснастки для сборки нервюры №8 КЧК – специального СП (см. Приложение).
|
||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 495; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.128.199.242 (0.007 с.) |