Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технология изготовления рельефных платСодержание книги
Поиск на нашем сайте
1. Изготовление рельефной заготовки методом фрезерования
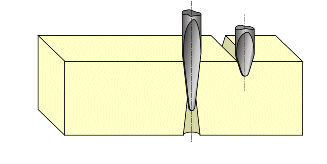
Рис. 4 Фрезерованием можно получить в заготовке канавки и ламели, а затем просверлить переходные и монтажные отверстия. Эти операции можно проводить на двухкоординатном фрезерно-сверлильном станке типа Bungard с использованием специальных резцов. Форма двух сходящихся конусов у переходных и монтажных отверстий получается после сверления такими резцами в одной точке сначала с одной, а потом с другой стороны заготовки (рис.4). Весьма существенным является обеспечение минимальных биений специальных резцов при фрезеровании и сверлении РЗ. Значительные биения приводят к искажению проводящего рисунка и быстрой поломке резцов. Базирование заготовки на столе станка проводится по двум базовым отверстиям и штифтам, жестко закрепленным на столе станка. 2. Изготовление проводящего рисунка Один из наиболее распространенных методов изготовления РПП включает следующие основные операции: 1. Очистка поверхности РП проводится для удаления "стружки" с фрезерованных и сверленых участков и создания шероховатости пробельных участков РПП. Эта операция обеспечивает равномерность последующей химической металлизации. 2. Химическое меднение обеспечивает покрытие всей заготовки (элементов рисунка и пробельных мест) слоем меди толщиной 3 - 7 мкм. Гальваническое наращивание обеспечивает увеличение толщины меди на заготовке до 25 - 40 мкм. При гальваническом наращивании электрический потенциал должен подводиться ко всей поверхности. Это обеспечивается предыдущей операцией химического меднения. 3. Нанесение защитного резиста - это покрытие всей поверхности металлизированной заготовки жидкой спиртоканифольной смесью. Хорошая смачиваемость меди этой смесью после испарения спирта создает равномерную канифольную пленку по всей поверхности металлизированной РЗ, включая поверхности канавок и переходных отверстий. 4. Зернение обеспечивает удаление канифоли с пробельных мест будущей РП, причем канифольная пленка остается во всех элементах проводящего рисунка. Операция зернения обычно проводится в так называемых "зернильных установках" - вибрирующих бункерах, в которые, кроме рельефной заготовки, помещены керамические шарики. Многочисленные удары шариков по заготовке "оббивают" канифольную пленку с пробельных мест. Диаметр керамических шариков выбирают таким, чтобы удары не могли "выбить" канифольную пленку ни из одного элемента проводящего рисунка платы.
5. Последующее травление обеспечивает удаление медного покрытия с незащищенных канифольной пленкой мест платы. Травление проводится в кислотных растворах, не растворяющих канифоль. 6. Лужение проводящего рисунка проводят путем окунания заготовки в ванну с расплавленным припоем. Поскольку стеклотекстолит (даже после зернения) не смачивается припоем, а медный проводящий рисунок покрыт канифольной пленкой, являющейся флюсом при пайке, то происходит выборочное покрытие припоем проводящего рисунка (аддитивная составляющая процесса). Модификация этого метода предусматривает предварительное меднение рельефной заготовки и использование взамен канифольной пленки защитной краски. Краской покрывают пробельные места, что позволяет осуществить локальное гальваническое наращивание меди только в канавки и отверстия. После дополнительного гальванического осаждения металлорезиста в рельеф, удаляют краску с пробельных мест и стравливают медь с этих участков. 3. Монтаж элементов Процесс монтажа элементов на РП существенно не отличается от стандартных процессов. Возможен монтаж в отверстия и на поверхность с применением ручной пайки, пайки волной, пайки в инфракрасных и конвекционных печах. Единственное, что нужно учесть при формовке и установке элементов - это то, что монтажные ламели заглублены на 0,1 мм относительно поверхности платы. 4. Пайка в глухие отверстия
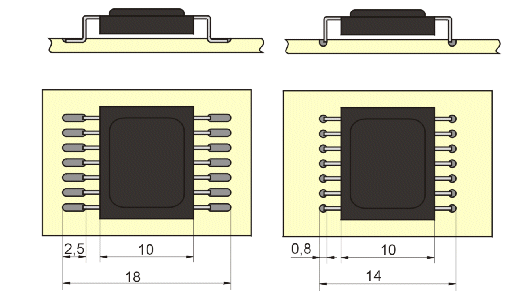
Рис.5 Компоненты с планарными выводами являются более компактными по габаритам, чем со штыревыми выводами, расположенными по краям корпуса. Однако компоненты с планарными выводами при типовой формовке выводов и установке на ПП требует значительных площадей для расположения ламелей. Так, микросхема с 14-ю планарными выводами и корпусом шириной 10мм (рис.5), имеет габарит установочного места 18 мм. Это объясняется формовкой выводов, нижняя горизонтальная часть которых имеет длину 2,1 мм. Для рельефных плат можно изменить формовку выводов таких микросхем так, как это показано на рисунке, и проводить их установку в "глухие отверстия". "Глухие отверстия" имеют диаметр на поверхности диэлектрика, равный ширине ламели. Такое конструктивное решение сокращает площадь установочного места на 20-25%. Учитывая высокие трассировочные возможности РМ это повышает степень интеграции компонентов на РП на 18-20%.
2 печатные платы
|
||||||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 369; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.21.105.119 (0.01 с.) |