Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Мета та завдання курсового проектуСодержание книги
Поиск на нашем сайте МЕТОДИЧНІ ВКАЗІВКИ до виконання курсового проекту з дисципліни "ТЕХНОЛОГІЯ ВАКУУМНОЇ ОБРОБКИ" для студентів спеціальності 7.05050204 "Обробка металів за спецтехнологіями"
Затверджено на засіданні кафедри технології та обладнання машинобудівних виробництв протокол № 8 від 24.04.2013 р., та методичною радою ЧДТУ, протокол № 2/2013-14 від 18.11.2013р.
Черкаси ЧДТУ 2013
Укладач Канашевич Г.В., д.т.н., професор
Рецензент: Ващенко В.А., д.т.н., професор
Методичні вказівки до виконання курсового проекту з дисципліни "Технологія вакуумної обробки" для студентів спеціальності 7.05050204 "Обробка металів за спецтехнологіями". - Черкаси: ЧДТУ, 2013. - 129с.
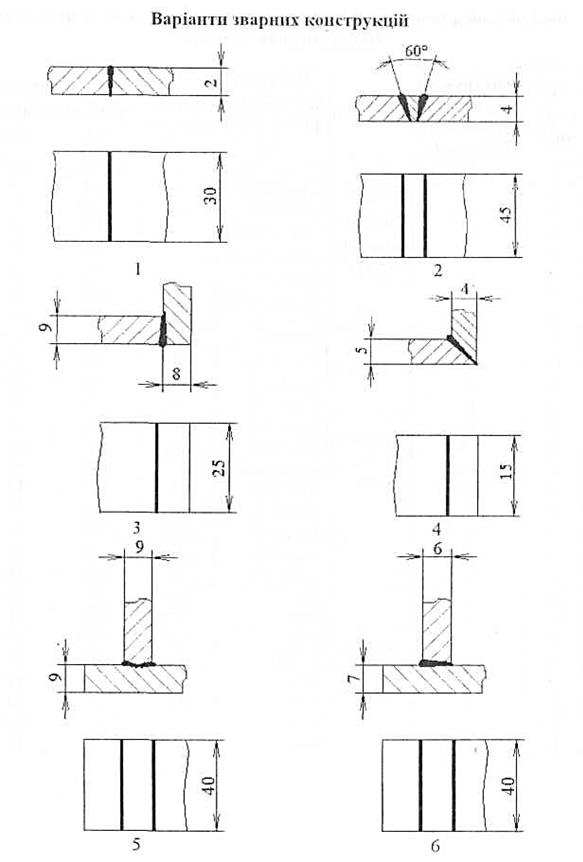
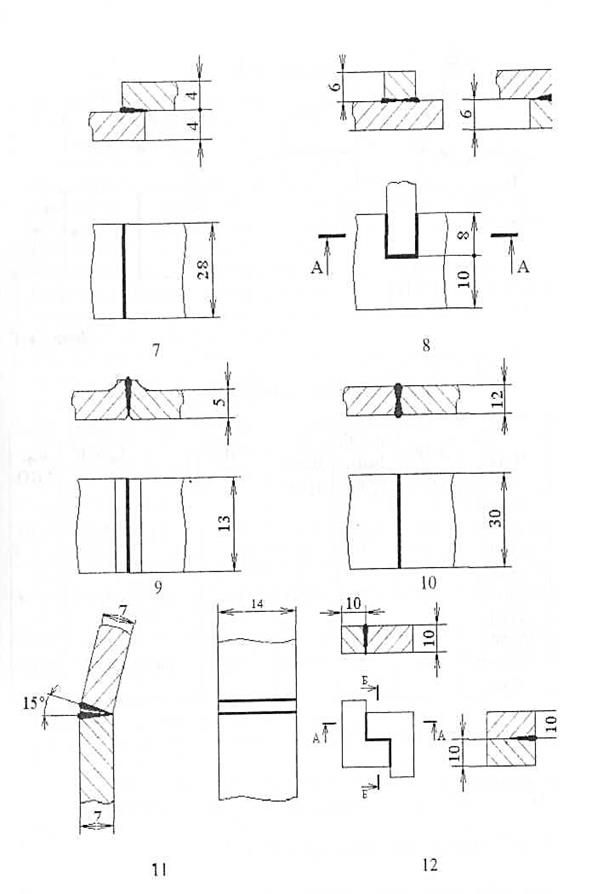
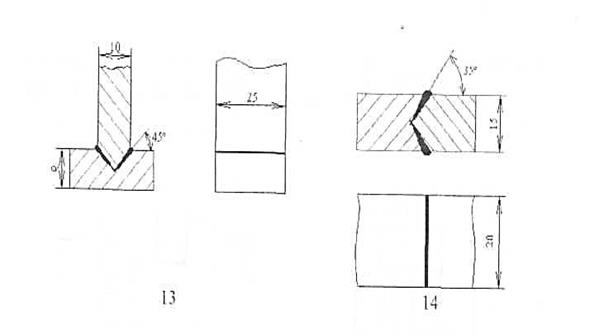
Видання призначене для виконання курсового проекту з дисципліни "Технологія вакуумної обробки" студентами спеціальності 7.05050204 "Обробка металів за спецтехнологіями". Студенту ставиться завдання спроектувати технологічний процес електронно-променевого зварювання металевої конструкції. При цьому, надається схема конструкції для зварювання, теоретичні відомості з розрахунку температури в матеріалі від дії електронного потоку, відомості з конструктивних особливостей електронно-променевого обладнання, принципу дії електронної гармати, формування зварного шва при охолодженні конструкції. Наведений приклад з математичного моделювання процесу електронно-променевого зварювання, виконання інженерних розрахунків, проектування схеми технологічної обробки з урахуванням вимог до техніки безпеки.
ЗМІСТ ВСТУП.. 5 Мета та завдання курсового проекту. 5 Форма виконання курсового проекту. 6 Загальні відомості 8 Теплові процеси при зварюванні 9 Основні поняття і закони в розрахунках теплових процесів при зварюванні 10 Поверхнева тепловіддача і крайові умови. 17 Джерела теплоти. 19 Електронно-променева гармата для зварювання матеріалів. 23 Проектування схеми для реалізації електронно-променевого зварювання. 25 Розрахунок режимів електронно-променевої обробки матеріалів. 35 Теплові процеси в металі при електронно-променевій обробці металу. 36 Аналіз структурних змін навколо зварного шва зварюваних металів. 37 Вибір режимів охолодження зварюваних конструкцій. 38 Вибір форми і об'єму вакуумної камери та оснастки для реалізації процесу зварювання запропонованої конструкції. Вибір пристосування для утримання конструкції при електронно-променевому зварюванні. 39 Визначення і побудова технологічної послідовності електронно-променевого зварювання металевих конструкцій. 39 Приклад виконання розрахунків. 40 Конструювання підковпачної арматури вакуумної установки для обробки матеріалів КПЕ. 42 ЛІТЕРАТУРА.. 48 Додаток А.. 50 Додаток Б. 51 Додаток В.. 52 Додаток Г. 54 Додаток Д.. 56 Додаток Е. 95 Додаток Ж.. 100 Додаток З. 112 Додаток І 114
ВСТУП
Основу сучасних високоефективних процесів зварювання металів становлять концентровані потоки енергії (КПЕ). До них відносять сфокусовані в області малих розмірів потоки заряджених частинок (електронів і іонів), лазерне випромінювання (імпульсне, імпульсно-періодичне і безперервне) із різноманітними довжинами хвилі, імпульсні й безперервні потоки низькотемпературної плазми, радіаційні теплові потоки, хвилі горіння тощо. В останні роки в машинобудуванні України розвитку набувають інноваційні технології, у тому числі і електронно-променеве зварювання. Тому, вкрай важливим є підготовка фахівців з інженерних спеціальностей, які б володіли відповідними теоретичними знаннями і забезпечували на практиці зварювальні процеси у екологічно чистому середовищі. На це і спрямована навчальна дисципліна «Технологія вакуумної обробки» та курсовий проект до неї. Автор висловлює подяку асистенту кафедри ТОМВ Голубу М.В. за підбір окремих матеріалів при оформленні роботи.
Загальні відомості Зварювання – технологічний процес утворення нероз'ємного з'єднання між матеріалами при їх нагріванні та/або пластичному деформуванні за рахунок встановлення міжмолекулярних і міжатомних зв'язків. Відомо близько 70 способів зварювання. В основу їхньої класифікації покладені дві ознаки: агрегатний стан матеріалу в зоні зварювання та вид енергії, яка використовується для утворення з'єднання. Відмінними рисами термічних електронно-променевих процесів при зварюванні металів у вакуумі є отримання високих температур (більше 1000°С) на малих за розміром ділянках, в межах яких виконується зварювання), відсутність забруднень, можливість швидкого та гнучкого переміщення променя. Фізичні явища, які супроводжують фізико-хімічні процеси електронно-променевого зварювання є доволі складними, а їх сукупна дія на кожну марку металу буде різною при однакових режимах обробки. Ці явища (рух електронів на границі вакуум - метал, взаємодія електрона з ПШ матеріалу, електричні поля та їх зміна у між електродному просторі, температурні поля в матеріалі та інші) проявляються і залежать, насамперед від: 1) характеру джерела (термоемісія, електричні та магнітні поля, прискорюючі напруги, електричні струми); 2) енергетичних та часових характеристик потоку (структури та форми, потужності, питомої потужності, часу дії); 3) технологічного середовища та контакту з іншими матеріалами; 4) теплофізичних характеристик матеріалу (теплопровідності, діелектричної проникливості, електропровідності тощо). Виділення одного, або декількох явищ з метою впливу на нього та керування і визначають необхідні умови та процес зварювання. Електронний промінь є інструментом зварювання і генерується електронно-променевою гарматою. В залежності від конструкції гармати та форми катоду гармати, промінь, у своєму перерізі, може мати форму плями, стрічки, кільця, квадрату тощо. Джерела теплоти. Нагрів тіл може проводитися різноманітними джерелами теплоти, що розрізняються між собою за розподіленням енергії, часу дії і руху їх відносно тіла. За певних умов усе різноманіття джерел теплоти можна отримати, користуючись миттєвим точковим джерелом теплоти. Миттєве точкове джерело теплоти - поняття абстрактне. Фізичною схемою, яка приблизно відтворює миттєве точкове джерело, є випадок, коли в дуже малий об'єм за дуже малий проміжок часу введена деяка кількість теплоти Q. Формально таке введення теплоти можна розглядати, як граничну умову при t=0, коли замість розподілу температур задається розподіл теплоти в тілі. Дійсно, якщо прийняти, що в усіх точках тіла, окрім однієї, теплозбереження дорівнює нулю, а в точці з координатами x0, y0, z0 при t=0 міститься кількість теплоти Q, то матимемо випадок миттєвого точкового джерела. У подальші моменти часу теплота буде розповсюджуватися по тілу, підкоряючись рівнянню теплопровідності. Шляхом підстановки в рівняння теплопровідності можна переконатися, що процес поширення теплоти в нескінченному тілі в цьому випадку буде виражений наступним рівнянням:
де Т - температура в даній точці з координатами х, у, z; t - час, який відраховується з моменту введення теплоти, сек.;
При t = 0 в усіх точках, де R ≠ 0, маємо Т = 0. У точці R = 0 при t = 0 маємо Т→∞. Правильність вибору постійного множника в рівнянні (16) доводиться шляхом обчислення інтегралу, який виражає кількість теплоти в усьому об'ємі нескінченного тіла. Ця кількість у будь-який момент часу дорівнює Q, оскільки тіло не віддає теплоти у навколишній простір. Ізотермічні поверхні є сферами. Зменшення температури по радіусу виражається множником Якщо тепер скористатися принципом накладення, то комбінуючи миттєві точкові джерела, можемо отримати множину інших джерел теплоти. Принципом накладення можна користуватися за умови, що теплофізичні коефіцієнти приймають незалежними від температури, а виділенням і поглинанням теплоти в процесі фазових перетворень нехтують. Принцип накладення полягає у складанні температур від дії окремих джерел, які або знаходяться в різних точках тіла, або виділяють теплоту в різні моменти часу, або і знаходяться в різних точках тіла і виділяють теплоту неодночасно. Миттєве лінійне джерело теплоти є комбінацією миттєвих точкових джерел, діючих одночасно і розташованих по лінії. Розподіл Q по лінії дії ряду миттєвих точкових джерел може описуватися різними функціями. Рівномірний розподіл Q по лінії (рис. 7, а) означає дію миттєвого лінійного джерела. У разі розподілу Q по нормальному закону (рис. 7, б) маємо нормально-лінійне миттєве джерело. Температурне поле в пластині від миттєвого лінійного джерела за відсутності тепловіддачі знаходиться шляхом інтегрування температурних полів від миттєвих точкових джерел (рівняння (16)
Рис.7. Розрахункові схеми джерел теплоти: а - лінійне джерело в пластині; б - нормально лінійне джерело; в - плоске джерело в стержні; г - нормально кругове джерело на поверхні напівнескінченного тіла Після перетворень і заміни
Температурне поле є симетричним відносно вісі z. Теплота поширюється відносно вісі z рівномірно у площині хОу. Миттєве плоске джерело теплоти є сукупністю миттєвих точкових джерел теплоти, які діють одночасно і розташованих в одній площині. Розподілення теплоти Q при t = 0 може мати різноманітний характер. Під миттєвим плоским джерелом зазвичай розуміють рівномірний розподіл Q по перерізу (рис. 7, в). У випадку нормального розподілу Q по кругу маємо миттєве нормально-кругове плоске джерело (рис. 7, г). Температурне поле від миттєвого плоского джерела
Температурне поле є лінійним, температура залежить тільки від координати х і часу t. Миттєве об'ємне джерело теплоти є сукупністю миттєвих точкових джерел, розподілених за яким-небудь законом в тілі. Використовуючи принцип накладення, вдається отримати різні миттєві джерела, що відрізняються за розподіленням. По суті тільки точкове джерело є зосередженим по відношенню до усіх координатних осей. Лінійне джерело є зосередженим у двох координатних вісях і розподіленим у третьому напрямку. Плоске джерело є зосередженим лише у одному напрямку. Об'ємне джерело може бути прикладом розподіленого джерела в усіх напрямках. Безперервно діюче джерело теплоти представляє собою сукупність миттєвих джерел, розподілених по проміжку часу дії джерела. Наприклад, точкове джерело може діяти безперервно впродовж певного відрізку часу t. В цьому випадку він вже не є миттєвим, оскільки теплота виділяється в точці поступово.
Рис. 8
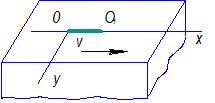
Джерела теплоти можуть бути нерухомі, рухливі і швидкорухомі. Очевидно, що рухоме джерело не може бути миттєвим, оскільки передбачається, що його рух протікає впродовж деякого відрізку часу, коли виділяється теплота. Точкове безперервно діюче джерело, що просувається з точки 0 у напрямку х (рис. 8), є рухомим джерелом. Нижче наведемо, як приклад, схему електронно-променевої гармати Пірса із стрічковою формою потоку та схему для реалізації процесу зварювання електронною стрічкою. ЛІТЕРАТУРА
1. Журавлев В.Н. Машиностроительные стали. Справочник. Изд. 2-е, переработанное и дополненное. / В.Н. Журавлев, О.И. Николаева. – 1968. – 332 с. 2. Розанов Л.Н. Вакуумные машины и установки. - Л.: Машиностроение, 1975. - 335 с. 3. Королев Б.И., Кузнецов В.И., Пипко А.И. Основы вакуумной техники. - М.: Энергия, 1975. - 415 с. 4. Кучеренко Е.Т. Справочник по физическим основам вакуумной техники. - К: Вища школа, 1981. - 264 с. 5. Канашевич Г.В. Технологія вакуумної обробки [Текст]: Навчальний посібник з виконання лабораторного практикуму / Г.В. Канашевич, Ю.І. Коваленко, М.П. Рудь; За ред. д.т.н., професора Ю.Г. Леги. М-во освіти і науки, молоді та спорту України, Черкас. держ. технол. ун-т. – Черкаси: ЧДТУ, 2013. – 204 с. 6. Основи електронної обробки виробів з оптичних матеріалів: Монографія / [В.А. Ващенко, І.В. Яценко, Ю.Г. Лега, О.В. Кириченко]. – К.: Наук. Думка, 2011. – 562 с. 7. http://www.kzeso.com/ru/biblioteque/detail.php?ID=7405 8. http://www.rusnauka.com/9_NND_2012/Tecnic/1_105093.doc.htm 9. ДСТУ 3008-95. Документація. Звіти у сфері науки і техніки. Структура і правила оформлення.- К.: Держстандарт України, 1995. 10. ДСТУ 3651.1-97. Похідні одиниці фізичних величин міжнародної системи одиниць та позасистемні одиниці. Основні поняття, назви та позначення.- К.: Держстандарт України, 1998. 11. ДСТУ 3651.1-97. Похідні одиниці фізичних величин міжнародної системи одиниць та позасистемні одиниці. Основні поняття, назви та позначення.- К.: Держстандарт України, 1998. 12. ДСТУ ГОСТ 7.1:2006. Бібліографічний запис, бібліографічний опис. Загальні вимоги та правила складання: метод. рекомендації з впровадження. 13. ДСТУ ГОСТ 12351:2005 (ISO 4942:1998, ISO 9647:1989) Сталі леговані та високолеговані. Методи визначання ванадію (ГОСТ 12351-2003 (ISО 4942:1988, ISО 9647:1989). IDT). 14. ДСТУ ISO 13902:2005 Сталь та чавун. Визначення високого вмісту сірки методом інфрачервоної спектроскопії після спалювання в індукційній печі (ISO 13902:1997, IDT). 15. ДСТУ 3058-95 (ГОСТ 7566-94) Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение. Додаток А Графік виконання проекту
Додаток Б Вихідні дані для проектування технологічного процесу зварювання металевих конструкцій
Додаток В
Додаток Г Теплофізичні влостивості деяких металів
Черкаський державний технологічний університет Кафедра технології та обладнання машинобудівних виробництв
КУРСОВИЙ ПРОЕКТ з ___________________________________________________________ (назва дисципліни) на тему:_____________________________________________________ ____________________________________________________________
Студента (ки) _____ курсу ______ групи напряму підготовки__________________ спеціальності_______________________ __________________________________ (прізвище та ініціали) Керівник ___________________________ ____________________________________ (посада, вчене звання, науковий ступінь, прізвище та ініціали)
Національна шкала ________________ Кількість балів: __________Оцінка: ECTS _____
Члени комісії ________________ ___________________________ (підпис) (прізвище та ініціали) ________________ ___________________________ (підпис) (прізвище та ініціали) ________________ ___________________________ (підпис) (прізвище та ініціали
м. Черкаси – 2013 рік
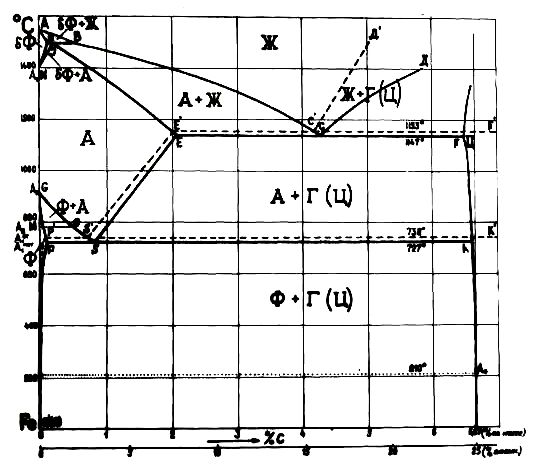
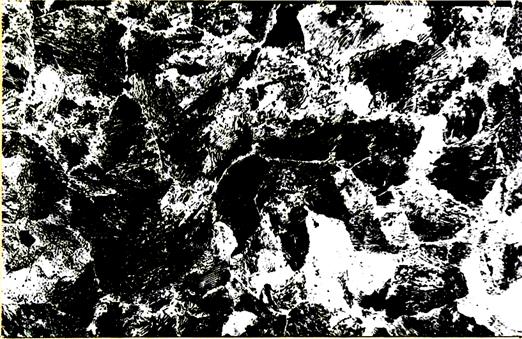
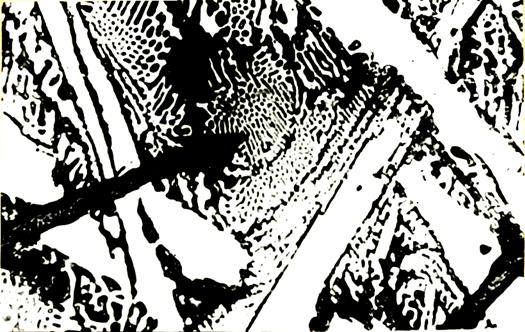
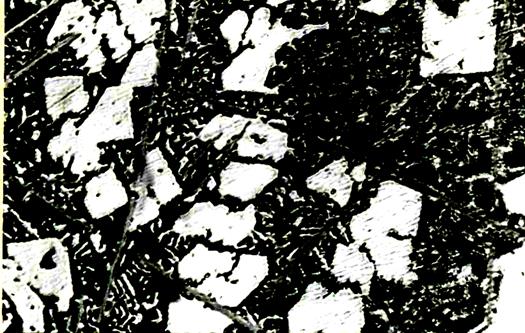
Додаток Д Структури сталей, чавунів та сплавів
Діаграма Fe-C
СТАЛІ
СТАЛЬ ЛИТА
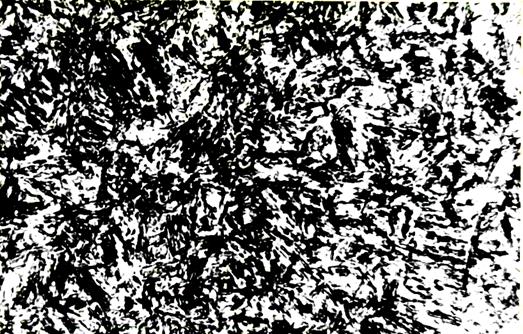
СТАЛІ ТЕРМООБРОБЛЮВАННІ
СТАЛІ ЛЕГОВАНІ
ЧАВУНИ
ЧАВУН СІРИЙ
ФОРМА ГРАФІТНИХ ВКЛЮЧЕНЬ
ЧАВУН ВИСОКОМІЦНИЙ
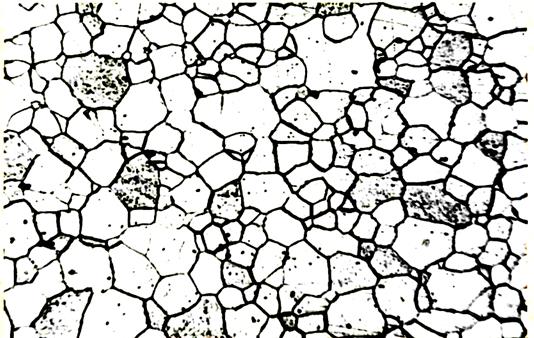
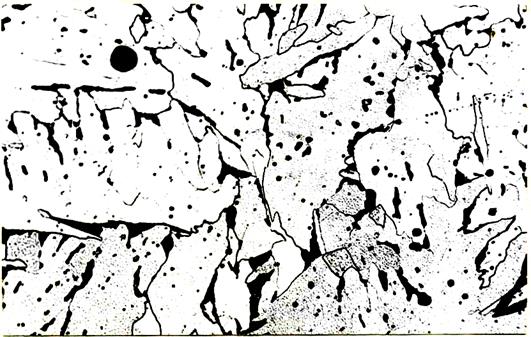
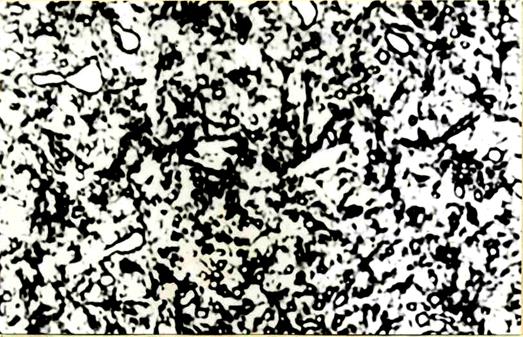
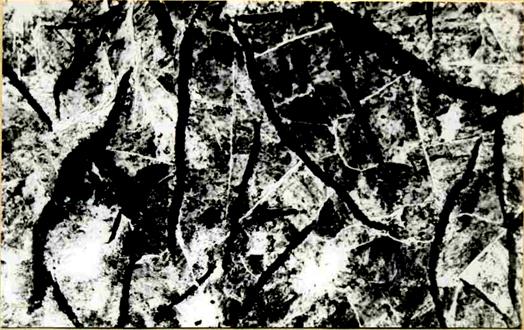
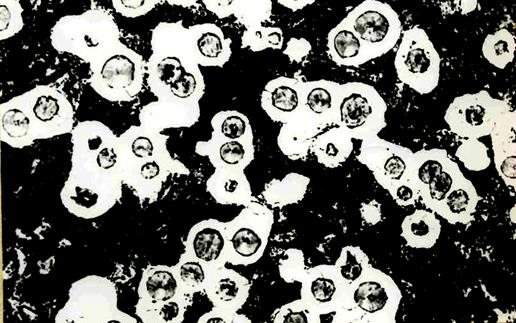
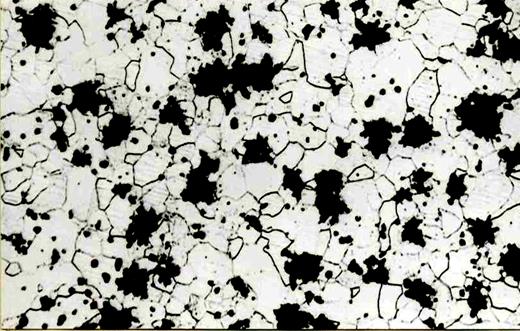
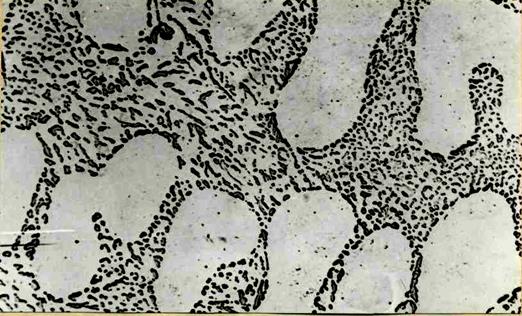
44.Сірий феритно-перлітний чавун не повністю модифікований. Структура: графіт – сірі включення шароподібної и пластинчастої форми, ферит – білі зерна, перліт – чорні ділянки, х 200
ЧАВУН ПОЛОВИНТЧАТИЙ
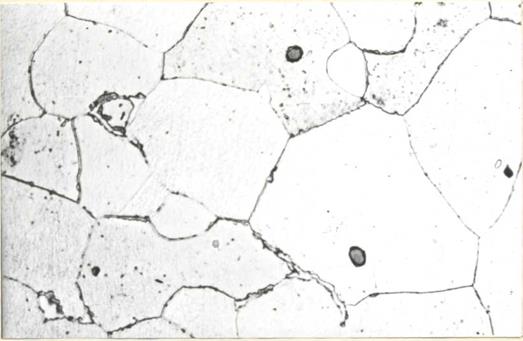
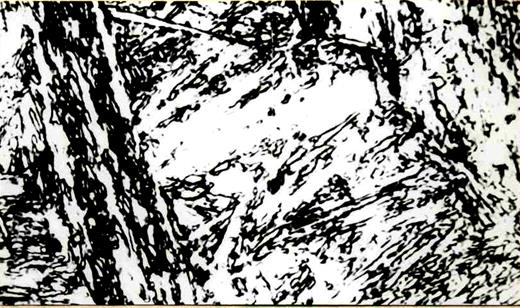
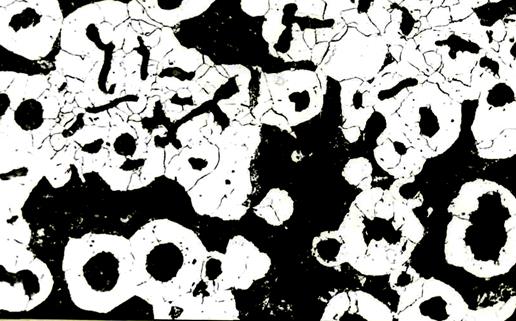
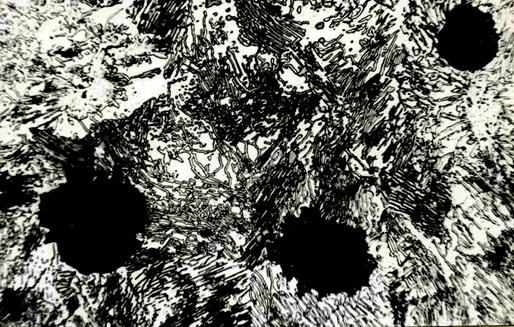
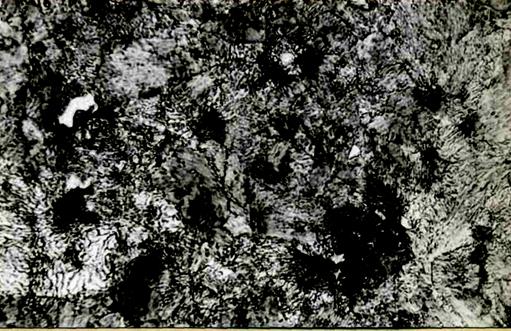
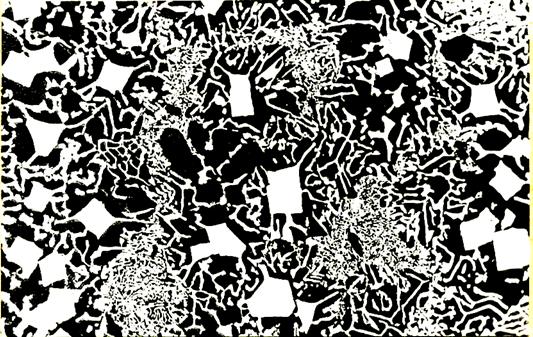
49.Половинчатий модифікований чавун. Структура: сірі кулеподібні включення – графіт, сірі ділянки – перліт, строкаті ділянки – ледебурит, х 200
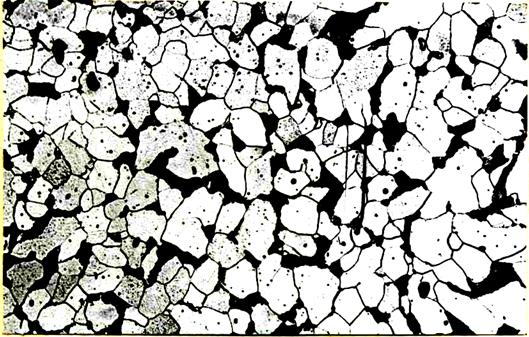
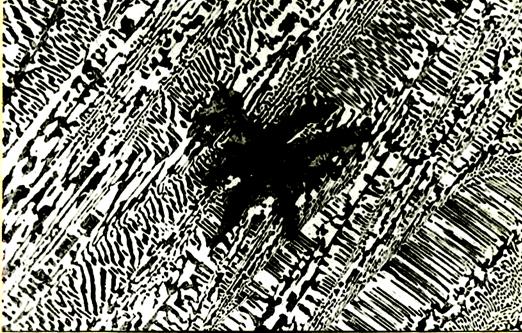
50. Половинчастий заевтектичний чавун. Структура: сірі пластини – графіт, білі пластини – цементит, строкаті ділянки – ледебурит, х 200
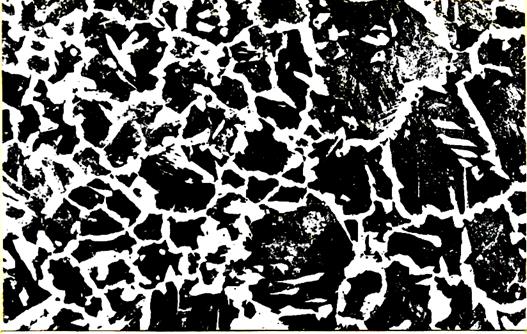
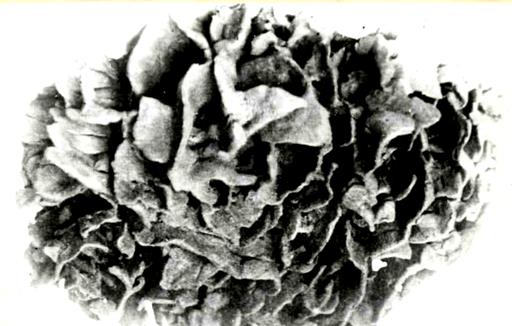
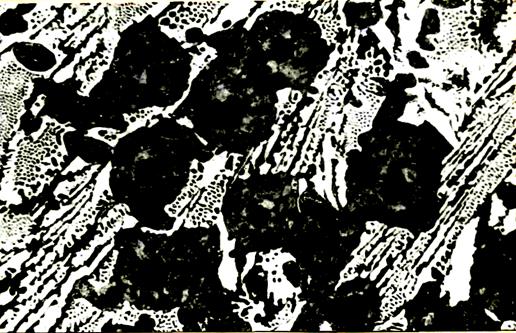
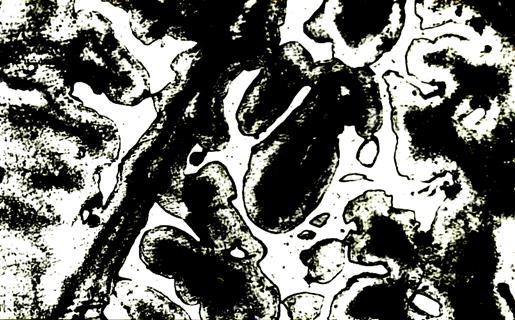
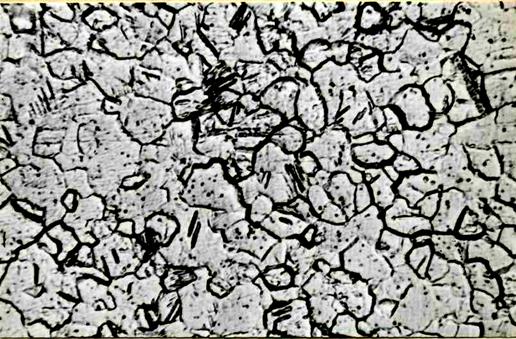
51. Чавун ковкий феритний. Структура: пластівкоподібні сірі включення – графіт, білі зерна – ферит, х 150
52. Чавун ковкий перліто-феритний. Структура: пластівкоподібні сірі включення – графіт, сірі ділянки перліт,білі зерна – ферит, х 200
53. Чавун ковкий перлітний. Структура: пластівкоподібні включення – графіт, інше – перліт, х 200
КОЛЬОРОВІ СПЛАВИ
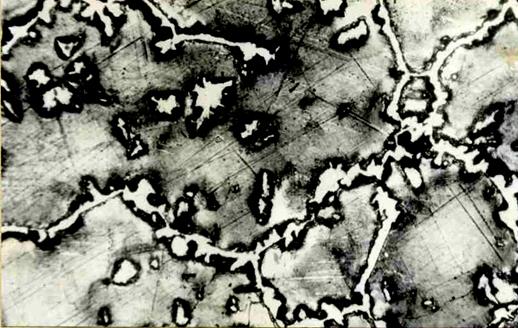
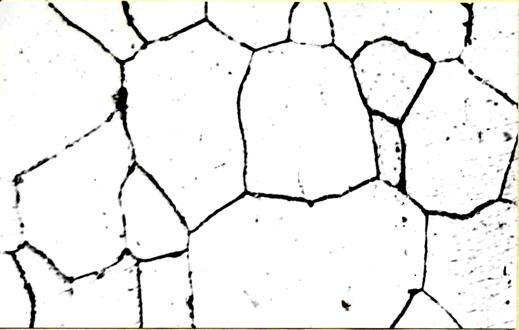
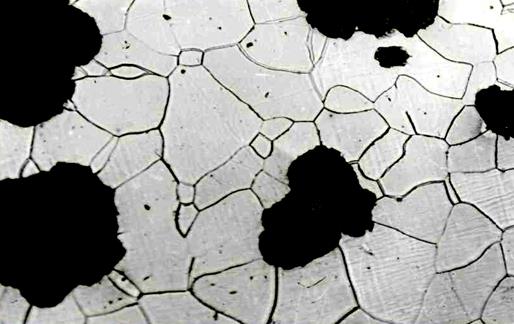
54. Латунь Л70 однофазна гарячекатана, мідь – 70%, цинк – 30%. Структура: поліедри і двійники відпалу однорідного твердого розчину цинку в міді з різною травленням, х 100
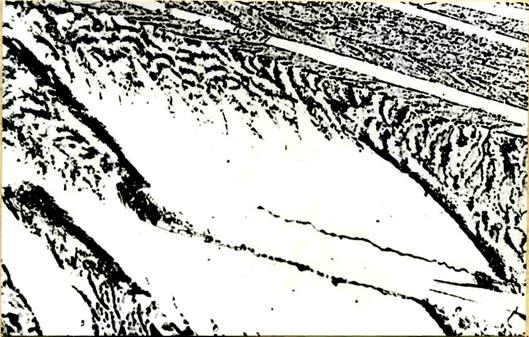
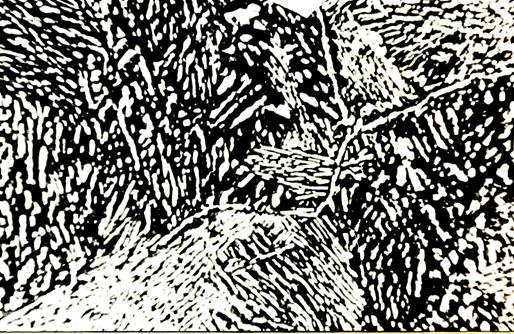
55. Латунь ЛС59 свинцева лита, Cu - 59%, Zn - 40%, Pb - 1%. Структура: світла з відманштетовою будовою α – фаза, β' – фаза, х 100
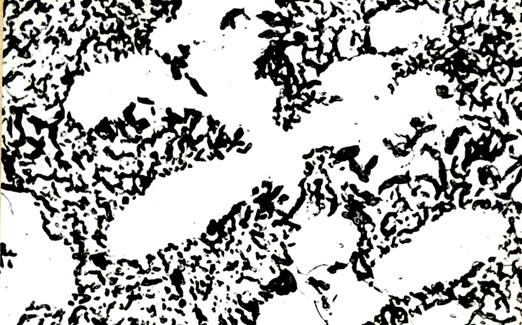
56. Бронза БР010 олов’яна лита,Cu – 90%, Sn – 10%. Структура: сірі дендрити – неоднорідний α – твердий розчин Sn I Cu, в α+δ (Cu31Sn8), х 100
57. Латунь Л62 двохфазна гарячекатана. Структура: світлі області – α – фаза, темні – β' фаза, х 100
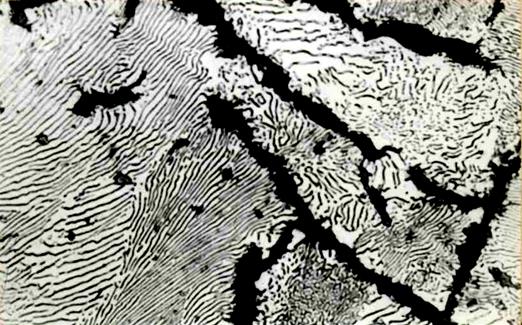
58. Бронза БрАЖ9-4 алюміневозалізна деформована відморожена. Структура: світлий α – твердий розчин Al в Cu з включенням фази FeAl3 темні ділянки – евтектоїд α+γ (Cu32Al19), х 300
59. Бабіт Б16 свинцево-олов’яний Sn – 16%, Sb – 16%, Cu – 2%, Pb – інше. Структура темна матриця – α – твердий розчин Sn, Sb і Cu в Ps, великі світлі кристали – β – (Sn, Sb) – фаза, сірі голки Cu2Sb – евтектика α+β, х 100
60. Бабіт Б83 олов’яний Sb – 11%, Cu – 6%, Sn – інше. Структура: темна матриця – α – твердий розчин Sb і Cu в Sn, світлі голкоподібні кристали і зірочки – фаза Cu3Sn, великі сірі кристали – β (Sn, Sb) – фаза, х 100
61.Бабіт БС свинцевосурьм’яний Pb – 82%, Sb – 18%. Структура: темна фаза – α – твердий розчин Sb в Pb, світлі кристали – β твердий розчин Pb в Sb, евтектика α+β, х 100
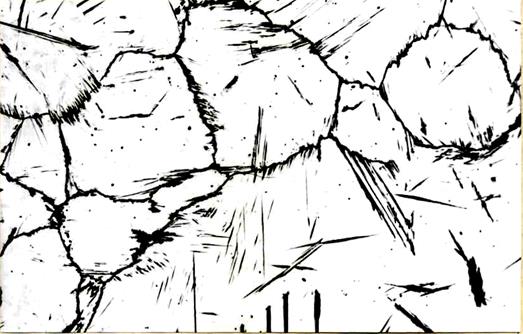
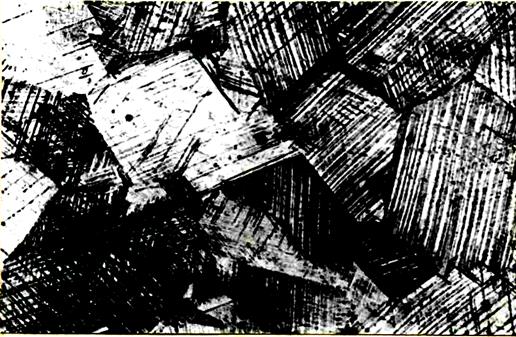
62.Титан технічно чистий ВТІ-00 гарячекатаний відпалений. Структура: зерна α – фази з двійниками відпалу, х 600
63.Бронза БрБ2 берилієва гарячекатана. Be (1,9-2,2%), Ni (0,2-0,5%), Cu – інше. Структура: поліедри і двійники відпалу α – твердий розчин Be і Ni в Cu світлі дисперсні виділення – фаза CuBe, х 600
64. Дюралюміній Д16 литий природно зістарений. Cu – (3,8-4,5%), Mg (1,2-1,8%), Mn (0,3-0,7%), Si – 0,1%, Fe – до 0,1%, Al – інше. Структура: світлі зерна – α – твердий розчин Cu та ін. в Al, по границям і всередині зерен виділення CuAl2, Al2MgCu та інших фаз, х 600
65. Сплав ВТЗ-1 гарячекатаний. Al (5,5-7,0%),Mo (2,0-3,0%),Cr (0,8-2,3%), Ti – інше. Структура: α (світла)+β (темна) фази складного складу, х300
66. Сплав АЛ12 литий. Cu (9-11%), Si до 1%, Fe до 1%, Ni до 0,5%, Al – інше. Структура: світлі дендрити – α – твердий розчин Cu та ін. в Al, між гілками дендритів – евтектика α+ CuAl2, х100
67. Силумін АЛ2 модифікований натрієм. Структура: світлі дендрити – α – твердий розчин, тонко диференційована евтектика – α+Si, x100
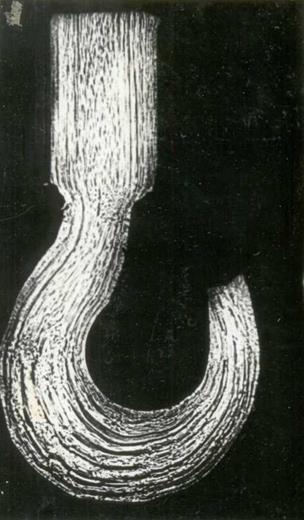
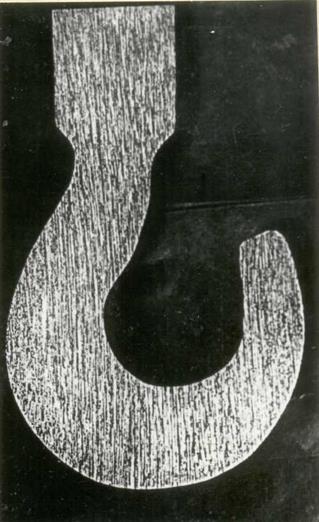
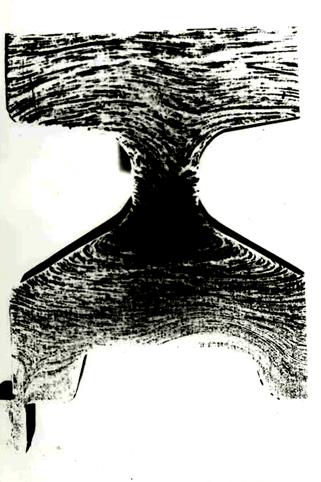
МАКРОСТРУКТУРИ
68. Макроструктура кованого крючка.
69. Макроструктура штампованого крючка.
70. Макроструктура штампованого виробу.
71. Структурні зони в відливці сталі (стовбчасті та рівновісні). Додаток Е Область застосування електронно-променевого зварювання
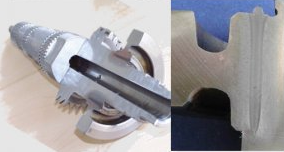
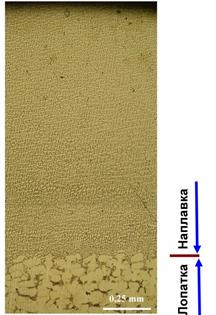
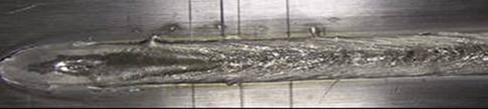
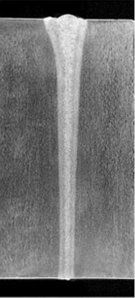
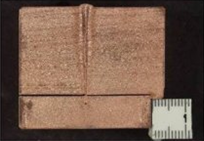
Реалізація електронно-променевого зварювання на прикладі монокристалічної лопатки зі сплаву ЖС32 (а) і мікроструктура наплавки торця вихідної кромки (б), збільшене зображення шва (в), зварний шов в розрізі (г)
Електронно-променеве зварювання зварювання тороїдольної камери на основі вольфраму з товщиною стінки 3 мм для подачі рідкометалевого теплоносія
Мікрошліф зварного з’єднання виконаного електронно-променевим зварюванням
Сильфонний блок виконаний з допомогою електронно-променевого зварювання
Процес електронно-променевого зварювання
а
б Двостороннє електронно-променеве зварювання деталей великої товщини а - сталь12Х18Н10Т, б - сталь 316 LN
Глибина проплавлення 140 мм при середній ширині шва 5 мм, радіус закруглення кореня шва близько 1 мм
Електронно-променеве зварювання деталей товщиною 140 мм поздовжнім швом у вузький зазор шириною 8 мм і глибиною 180 мм, електронно-променеве зварювання кришок товщиною 5 мм
Зварні шви виконані на одній і тій же установці з потужністю електронної гармати 30 кВт
Корпус щеплення і шестерня зварені електронним променем
Зубчасте колесо та вал з’єднані електронно-променевим швом глибиною 35мм Додаток Ж Основні терміни і поняття ГОСТ 5197 – 85
|

 (16)
(16) R - відстань до даної точки від початку координат, де була введена теплота Q, см.
R - відстань до даної точки від початку координат, де була введена теплота Q, см. , тоді як множник
, тоді як множник  представляє зменшення температури точки R = 0 у часі. Найбільша температура завжди буде в точці R = 0.
представляє зменшення температури точки R = 0 у часі. Найбільша температура завжди буде в точці R = 0. (17)
(17)
 - знаходимо
- знаходимо (18)
(18) в стержні без тепловіддачі виражається рівнянням:
в стержні без тепловіддачі виражається рівнянням: (19)
(19)



































 а
а
 б
б
 в
в
 г
г









 Сталь, 150мм
Сталь, 150мм

 Бронза/сталь, 30мм Алюміній, 40мм
Бронза/сталь, 30мм Алюміній, 40мм
 Мідь, 35мм Спеціальна сталь, 2мм
Мідь, 35мм Спеціальна сталь, 2мм