Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Сварочно-наплавочные материалы.Содержание книги Поиск на нашем сайте
Возможность использования задвижек в эксплуатационной системе во многом зависит от материала, из которого изготовлены корпусные детали. Материал определяет прочностные, коррозионные, износостойкие и другие свойства задвижек. В настоящее время задвижки изготавливают из чугуна, стали, цветных материалов, различных сплавов, плакированные химически и износостойкими материалами. Данная задвижка была изготовлена из чугуна марки СЧ20. Серый чугун характеризуется тем, что в его структуру входит пластинчатый графит. Серые чугуны содержат: -углерод, С 2,5-3,6% -кремний, Si 1,1-2,9% -марганец, Mn 0,2-1,4% -фосфор, Р до 0,02-0,4% -серу, S до 0,02-0,15% -хром, Сr до 0,15-0,3% -никель, Ni до 0,5%
Обозначение марки серого чугуна включает: -буквы СЧ (обозначение «серый чугун») -цифры (показывают предел прочности при растяжении s, кгс/мм2 Чугуном называется сплав железа с углеродом, содержащий углерод от 2 до 6,67 %. Наряду с углеродом в чугуне содержится кремний, марганец, сера и фосфор. Содержание серы и фосфора в чугуне больше, чем в стали. В специальные (легированные) чугуны вводят легирующие добавки – никель, молибден, ванадий, хром и др. Углерод в чугуне находится либо в химически связанном состоянии, либо в свободном состоянии, т.е. в виде графита. Структура чугуна зависит от количества углерода, находящегося в химически связанном состоянии. Чугуны различают по структуре – на белый, серый и ковкий; по химическому составу – на легированный и нелегированный. Серый чугун – это такой чугун, в котором большая часть углерода находится в свободном состоянии, т.е. в виде графита. Серый чугун мягок, хорошо обрабатывается режущим инструментом, поддаётся сварке и термической обработке. Чем больше в чугуне углерода, тем ниже температура его плавления и выше жидкотекучесть. Кремний уменьшает растворимость углерода в железе, способствует распаду цементита с выделением свободного графита. При сварке происходит окисление кремния, окислы кремния имеют температуру плавления более высокую, чем свариваемый металл, и тем самым затрудняют процесс сварки. Марганец связывает углерод и препятствует выделению графита. Этим он способствует отбеливанию чугуна. При содержании марганца более 1,5 % свариваемость чугуна ухудшается. Сера в чугунах является вредной примесью. Она затрудняет сварку, понижает прочность и способствует отбеливанию чугуна. Верхний предел содержания серы в чугунах – 0,15 %. Для ослабления вредного влияния серы содержание марганца в чугунах должно быть в три раза больше.
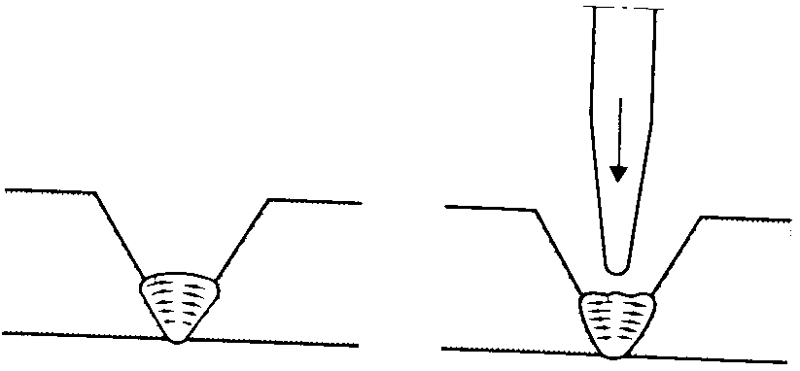
Ручную дуговую сварку чугунными электродами применяют для устранения крупных дефектов на обрабатываемых, обработанных и ответственных необрабатываемых поверхностях. В этом случае производят горячую сварку ванным способом, обеспечивая хорошую обрабатываемость и плотность металла шва, однородность сварного соединения по микроструктуре, твердости, прочности и цвету. Используют электроды на базе литых чугунных прутков диаметром 12—16 мм, а также на основе специальных чугунных прутков. Существенно лучшими характеристиками обладают электроды ЦЧ-4, наплавленный металл которых легирован ванадием, образующим дисперсные карбиды. Обеспечивается высокая плотность сварного соединения, но недостаточная обрабатываемость, в связи с чем электроды применяют для обработанных нерабочих поверхностей. Большинство специализированных электродов обеспечивает наплавленный металл в виде никелевых и медных сплавов, обладающих высокими прочностными и пластическими характеристиками. Близость коэффициентов линейного расширения чугунов и никелевых сплавов благоприятствует релаксации сварочных напряжений. Основными недостатками горячей сварки чугуна являются большая трудоёмкость процесса и тяжёлые условия труда сварщиков. Технология сварки 1. Разделка трещины 2. Зачистка поверхности 3. Засверловка концов трещины 4. Короткие проходы, не более 2 - 5 см 5. Проковка по горячему 1. Разделка трещины. «U» - образная разделка трещины или свариваемых детали. Такая разделка позволяет равномерно распределить внутренние напряжения.
 Рис.10.Разделка трещины. Еще одно преимущество этого способа разделки. При работе с промасляным чугуном, масло, которое скопилось в толще чугуна, в графитовых прослойках, испаряется уже на этапе разделки. Поэтому при сварке в шов попадает меньше масляных испарений, соответственно меньше пор. 2. Зачистить поверхность шлифовальной машинкой.
3. Засверлить концы трещины.
4. Короткие проходы, не более 2 - 5 см.
 Рис.13.метод «пилигрима» Варите «методом пилигрима». Один шаг влево от центра. Затем один шаг вправо, затем второй шаг влево и т.д. Если будете варить обычным способом трещина опередит вас, распространится дальше. 5. Проковать по горячему.
Контроль качества сварки
Качество - это совокупность свойств продукции, обусловливающих ее пригодность удовлетворять потребности в соответствии с ее назначением. Это категория относительная и комплексная. Требования, предъявляемые к изделиям различного назначения, не могут быть одинаковыми. Качество сварных соединений оценивается совокупностью показателей: прочностью, пластичностью, коррозионной стойкостью, структурой металла шва и околошовной зоны, числом дефектов, числом и характером исправлений, вероятностью безотказной работы за заданное время и т.д. Для получения качественных сварных конструкций на всех этапах их изготовления применяются различные методы контроля, обеспечивающие обнаружение дефектов и их предупреждение.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-08; просмотров: 139; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.118.137.96 (0.007 с.) |