
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Целью работы является обобщение знаний теоретических материалов и представление технологии восстановления деталей из чугуна.Стр 1 из 4Следующая ⇒
Введение. Острота проблемы технического обслуживания и ремонта промышленной трубопроводной арматуры (ПТА) возникла с началом реформирования народного хозяйства страны и формирования рыночных отношений. В результате преобразований произошло резкое увеличение стоимости ПТА, которая стремительно приблизилась к мировому уровню. Ограниченный объем финансовых ресурсов потребителей ПТА заставил их искать выход из сложного положения, когда замена изношенной арматуры на новую стала тяжелым экономическим бременем. В этих условиях потребители арматуры и вспомнили о возможности осуществления ремонта и начали его проводить стихийно на низком техническом уровне, но ставя задачу создания системы технического обслуживания и ремонта ПТА. Эта ситуация и родила спрос на технические средства проведения ремонта, технологические процессы, методики оценки эффективности проведения ремонтов, положения по организации ремонтного производства, нормативы по обеспечению качества и т.д. Необходимым условием нормального функционирования системы технического обслуживания и ремонта является взаимодействие исполнителей, вооруженных конструкторской и технологической ремонтной документацией, техническими средствами - в виде технологического оборудования, технологической оснастки, средствами диагностики, испытаний и контроля процессом ремонта. В рыночных условиях экономическая эффективность является превалирующим фактором, определяющим заинтересованность в запуске и повседневном поддержании нормального функционирования системы технического обслуживания и ремонта. О целесообразности проведения ремонта ПТА свидетельствуют структура технологических процессов, результаты технико-экономических расчетов и практические данные эффективности эксплуатации специализированных подразделений и организаций, осуществляющих техническое обслуживание и ремонт ПТА. Затраты на проведение мелкого, среднего и капитального ремонтов находятся в диапазоне от 7% до 50% стоимости новой арматуры, что позволяет вполне определенно утверждать, что в современных экономических условиях и при современном уровне качества трубопроводной арматуры правильно организованный и в достаточной мере технически оснащенный процесс ремонта экономически выгоден потребителю арматуры.
Свойства задвижек, возможность их использования в различных производствах зависят от многочисленных факторов. К важнейшим факторам можно отнести конструктивное оформление базовых деталей, таких как корпус, клин, крышка, применяемый для этих деталей материал, способы получения заготовок, массогабаритные характеристики. Эксплуатация задвижек предполагает не только сам процесс непосредственного функционирования изделия, это еще и надзор за состоянием трубопроводных систем, технологического оборудования и трубопроводной арматуры. для поддержания в работоспособном состоянии оборудования, трубопроводной арматуры и постоянного обеспечения безопасности осуществляется постоянный надзор, техническое обслуживание и ремонт. Глава 2. Проектная часть (Основная часть). Производство сварочных (наплавочных, ремонтных) работ. Технические характеристики пропан-бутановой горелки Рис.7. Горелка пропановая. Табл.2. Технические характеристики пропан-бутановой горелки
Особенности конструкции: · Высокая ремонтопригодность · Алюминиевая рукоятка Контроль качества сварки
Качество - это совокупность свойств продукции, обусловливающих ее пригодность удовлетворять потребности в соответствии с ее назначением. Это категория относительная и комплексная. Требования, предъявляемые к изделиям различного назначения, не могут быть одинаковыми. Качество сварных соединений оценивается совокупностью показателей: прочностью, пластичностью, коррозионной стойкостью, структурой металла шва и околошовной зоны, числом дефектов, числом и характером исправлений, вероятностью безотказной работы за заданное время и т.д.
Для получения качественных сварных конструкций на всех этапах их изготовления применяются различные методы контроля, обеспечивающие обнаружение дефектов и их предупреждение. Вопросы охраны труда. Охрана труда - это система законодательных актов, социально - экономических, организационных, технических, гигиенических и лечебно - профилактических мероприятий и средств, обеспечивающих безопасность, сохранения здоровья и работоспособности человека в процессе труда. Безопасность труда обеспечивается строгим соблюдением со стороны инженерно - технических работников и рабочих стандартов по безопасности труда, требовании санитарных норм и правил, инструкции по охране труда. Законодательство по охране труда предусматривает комплекс правовых, технических и санитарно - гигиенических мероприятий, направленных на обеспечение здоровых и безопасных условий труда. В строительно-монтажных управлениях и трестах ответственность лежит на административно-техническом персонале. Ответственность за состояния охраны труда в пределах всей стройки несут руководители генерального подрядчика, а на конкретных участках - их начальники или старшие прорабы. Ответственность за организацию и состояние охраны труда на строительно-монтажных участках несут руководители организаций, производители работ, мастера и инженеры по технике безопасности. Обязанность каждого работающего является твёрдое знание и неуклонное выполнение существующих требований по безопасным методам работ, а также соблюдение норм и правил пожарной безопасности. Охрана труда при выполнении сварочных работ. Рабочее место сварщика должно содержаться в чистоте и порядке, не допуская ничего лишнего, мешающего работе на рабочем месте, а также в проходах и проездах. Детали и заготовки следует держать в устойчивом положении на подкладках и стеллажах; высота штабелей не должна превышать полторы ширины или полтора диаметра основания штабеля и во всех случаях не должна быть более 1 м. Сварочные кабели нельзя располагать рядом с газосварочными шлангами и трубопроводами, находящимися под давлением, или по участкам с высокой температурой, а также вблизи кислородных баллонов и ацетиленовых генераторов. Не должны производиться сварка и резка внутри сосудов с закрытыми люками или невывернутыми пробками, у неограждённых или незакрытых люков, проёмов, колодцев и т.п. Виды электротравм. Электрический ожог может причинить электрическая дуга (дуговой ожог) или контакт с токоведущей частью (токовый ожог) за счёт преобразования энергии электрического тока в тепловую. Электрический удар приводит к возбуждению живых тканей организма и сопровождается непроизвольными судорожными сокращениями мышц при прохождении через тело человека электрического тока.
Введение. Острота проблемы технического обслуживания и ремонта промышленной трубопроводной арматуры (ПТА) возникла с началом реформирования народного хозяйства страны и формирования рыночных отношений. В результате преобразований произошло резкое увеличение стоимости ПТА, которая стремительно приблизилась к мировому уровню. Ограниченный объем финансовых ресурсов потребителей ПТА заставил их искать выход из сложного положения, когда замена изношенной арматуры на новую стала тяжелым экономическим бременем. В этих условиях потребители арматуры и вспомнили о возможности осуществления ремонта и начали его проводить стихийно на низком техническом уровне, но ставя задачу создания системы технического обслуживания и ремонта ПТА. Эта ситуация и родила спрос на технические средства проведения ремонта, технологические процессы, методики оценки эффективности проведения ремонтов, положения по организации ремонтного производства, нормативы по обеспечению качества и т.д. Необходимым условием нормального функционирования системы технического обслуживания и ремонта является взаимодействие исполнителей, вооруженных конструкторской и технологической ремонтной документацией, техническими средствами - в виде технологического оборудования, технологической оснастки, средствами диагностики, испытаний и контроля процессом ремонта. В рыночных условиях экономическая эффективность является превалирующим фактором, определяющим заинтересованность в запуске и повседневном поддержании нормального функционирования системы технического обслуживания и ремонта. О целесообразности проведения ремонта ПТА свидетельствуют структура технологических процессов, результаты технико-экономических расчетов и практические данные эффективности эксплуатации специализированных подразделений и организаций, осуществляющих техническое обслуживание и ремонт ПТА. Затраты на проведение мелкого, среднего и капитального ремонтов находятся в диапазоне от 7% до 50% стоимости новой арматуры, что позволяет вполне определенно утверждать, что в современных экономических условиях и при современном уровне качества трубопроводной арматуры правильно организованный и в достаточной мере технически оснащенный процесс ремонта экономически выгоден потребителю арматуры. Свойства задвижек, возможность их использования в различных производствах зависят от многочисленных факторов. К важнейшим факторам можно отнести конструктивное оформление базовых деталей, таких как корпус, клин, крышка, применяемый для этих деталей материал, способы получения заготовок, массогабаритные характеристики.
Эксплуатация задвижек предполагает не только сам процесс непосредственного функционирования изделия, это еще и надзор за состоянием трубопроводных систем, технологического оборудования и трубопроводной арматуры. для поддержания в работоспособном состоянии оборудования, трубопроводной арматуры и постоянного обеспечения безопасности осуществляется постоянный надзор, техническое обслуживание и ремонт. Целью работы является обобщение знаний теоретических материалов и представление технологии восстановления деталей из чугуна.
Глава 1. Аналитическая часть. 1.1. Металлические конструкции. По способу изготовления металлоконструкции могут быть: Некоторые виды литых металлоконструкций, могут быть задвижки, их корпус полностью отлит из разных видов чугуна. Самый распространенный материал для отливок это серый чугун, так как он лучше подходит по своим показателям. Серый чугун - многокомпонентный сплав который на изломе имеет серый цвет, обладает рядом неоспоримых преимуществ: хорошая затекаемость (жидкотекучесть) в сложные формы, относительно низкая температура плавления и литья, а так же хорошая коррозионная устойчивость. Преимущества чугунного литья из серого чугуна: хорошие литейные свойства, малая износостойкость, хорошая обрабатываемость, низкая себестоимость. Отливки из серого чугуна применяются: в производстве деталей машиностроения, изготовлении архитектурных форм, трубопроводной и запорной арматуры.
1.2. Развитие сварочного оборудования и сварочной оснастки. Дуговая сварка металлов — великое русское изобретение. Великий русский Русский физик В.В.Петров впервые открыл и исследовал в 1802году электрическую дугу. Присоединяя к одному полюсу батареи угольный стержень, а ко второму полюсу железную проволоку, великий изобретатель получил яркое пламя. В 1882 году русский изобретатель Н.Н. Бенардос применил электрическую дугу для сварки металлов электродом с введением в дугу присадочного металла в виде металлического прутка, и на сегодняшний день эти способы сварки и резки пользуются популярностью.
В 30-х годах в период первых пятилеток сварочное оборудование начало широко развиваться, но меловое покрытие электродов давало низкую пластичность и недостаточную прочность, что не давало широкого применения в строительстве. В 1935 году инженерами были разработаны, а затем внедрены в производство, электроды нового типа. Такие электроды были качественней так как имели толстую обмазку что давало сварному шву не уступать в качестве с свариваемым металлом.
качество свариваемого шва. Стала доступна сварка всех видов конструкций, где
Функция для облегчения разжигания дуги. Рис.2. сварочный инвертор.
1.3. Технология ремонта. Технологический процесс горячей сварки состоит из подготовки изделия под сварку, предварительного подогрева деталей, сварки и последующего охлаждение. Технология горячей сварки включает в себя очистку деталей, формовку свариваемых деталей, предварительного подогрева до температуры 600-800°С, сварки и последующего медленного охлаждения.
Подготовка под сварку дефектного места заключается в тщательной очистке от загрязнений и в разделе для образования полостей, обеспечивающих доступность для манипулирования электродом.
Рис.4. Автоклав для остывания чугунных изделий.
охлаждения заваренные детали засыпают мелким древесным углем или сухим песком. Остывание массивных деталей может длиться 3-5 суток. Остывание проходит в специальных резервуарах называющихся автоклавами. Основными недостатками горячей сварки чугуна являются большая трудоемкость процесса и тяжелые условия труда сварщиков. Однако высокое качество металла делает этот способ в ряде случаев единственно возможным при исправлении дефектов.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-08; просмотров: 130; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.19.31.73 (0.037 с.) |

 В 1888-1890 гг. сварка электрической дугой были усовершенствованы Н.Г. Славяновым, горный инженер заменил угольный электрод металлическим. Именно он первый изобрел машину постоянного тока. Метод заключался в следующем, электрическая дуга образовывалась между электродом присоединенным к одному полюсу цепи и деталью, к которой присоединен второй полюс. Способ сварки Славянова применяют во многих странах мира.
В 1888-1890 гг. сварка электрической дугой были усовершенствованы Н.Г. Славяновым, горный инженер заменил угольный электрод металлическим. Именно он первый изобрел машину постоянного тока. Метод заключался в следующем, электрическая дуга образовывалась между электродом присоединенным к одному полюсу цепи и деталью, к которой присоединен второй полюс. Способ сварки Славянова применяют во многих странах мира. Перечислим основные, полезные характеристики сварочного инвертора:
Перечислим основные, полезные характеристики сварочного инвертора: 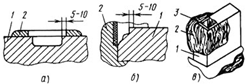
 Рис. 3. Формовка места сварки для горячей сварки чугуна
Рис. 3. Формовка места сварки для горячей сварки чугуна


