
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Восстановление деталей способами рем. размеров и пластического деформирования, дополнительных ремонтных деталей. Технология и область применения.Содержание книги
Поиск на нашем сайте
Рем. Размеры – с детали снимается механической обработкой изнош-й слой и деталь получает новые размеры. Сопряженные детали менее сложные изготовляются промышленностью или восстан-ся на ремонтном предприятии и имеют также ремонтные размеры. Т.к. рем. размеры находятся в том же интервале размеров что и номинальные, отклонения и допуски на рем. размер не изменяются. Рем размеры делят на 3 вида: 1- Стандартные – по которым завод иготовитель в качестве зап. частей изготовляет сопряженные детали, а восстанавливаемые детали обрабатываются на рем. предприятиях до соотв. рем. размера. (поршни, поршневые пальцы, кольца и т.д.). 2- Регламентированные – устанавл-ся ТУ на контроль сортировку и восстановление детали. По ним обрабатывают наиболее сложные детали в сопряжении с менее сложными, либо восстанавл-ют, либо изготавливают новые. 3- Свободные рем. размеры – на них нет ГОСТов и стандартов. Восстан-мая деталь обрабатывается до удаления изношенного слоя, сопряженная деталь подвергается подгонке до данного размера восстановления или изгот-ся новая. Кол-во р
w=2(u-a) – рем. интервал; а – припуск, dp1=dH-2(u-a); dp2=dp1-2(u-a)= dH-2*2(u-a).dpх= dH-х*2(u-a)., где 2(u-a) – рем. интервал. n= (dH- dpх)/w – число рем. размеров.
"Минусы": 1- С увел-ем кол-ва рем. размеров усложняется контроль и сортировка деталей; 2- усложняется организация складского хоз-ва. 3-Нарушается полная взаимозаменяемость. Методы: №2 для кулачковых валов, втулки клапанов. №3 в мелкосерийном и индивидуальных рем. производствах. Восстановление способом пластического деформирования. Пластическое деформирование применяют для восстановления размеров изношенных деталей, формы поверхностей деталей и упрочнения (при холодном деформировании наклепом). Восстановление размеров изношенных поверхностей деталей достигается за счет перераспределения Ме детали с нерабочей поверхности на рабочую. Пластическую деформацию осуществляют в холодном и горячем состоянии. В холодном состоянии пластическое деформирование происходит за счет сдвига отдельных частей кристаллов относительно друг друга по плоскости скольжения. Так как плоскость деформирования в холодном состоянии требует значительных усилий, то применяют нагрев деталей до min температуры, но достаточной для увеличения пластических св – в металла.(при большем нагреве может образоваться окалина и обезуглероживание с потерей твердости). 3 этапа пластического деформирования: подготовка детали; пластическое деформирование; обработка после деформирования (механичекая или Терм О). Первый этап состоит в отжиге или высоком отпуске перед холодным деформированием (не делается до твердости HRC 25-30) и нагревании детали до 850 – 1100 °С перед горячим деформированием. Пластическое деформирование для восстановления размеров производится осадкой, раздачей, обжатием, вытяжкой и накаткой. 1. Осадка (пуансон, матрица, деталь). Для уменьшения внутреннего диаметра детали и увеличения наружного полых деталей; увеличение наружного диаметра цельных деталей при уменьшении длины. Толкатели клапанов, шейки валов на конце вала (нагревают), втулки цветных (в холодном состоянии). 2. Раздача. Для увеличения наружного диаметра при увеличении внутреннего. Поршневые пальцы, посадочные поверхности под подшипники чашек дифференциала. Производят в холодном виде. 3. Обжатие. Для уменьшения внутреннего диаметра детали и уменьшении наружного. Отверстия в проушинах рулевых сошек, рычагах поворотных цапф, втулки цветных Ме и др. Втулки – холодное деформирование, остальное – горячее. 4. Вытяжка. Увеличении длины за счет местного обжатия. Тяги, толкатели … Чаще в холодном состоянии. 5. Накатка. Восстановление наружной поверхности за счет выдавливания металла. Применяют накаточные ролики. Поворотные цапфы, валы КПП… Правка деталей. Проводится в холодном состоянии. Шатуны, балки мостов, валы. Гидравлические прессы: после необходимо провести Терм О для снижения внутрен напряжений. Правка наклепом: высокая точность, высокая производительность, упрочнение, нет снижения прочности (например, колен.валы ударяют по щекам). Упрочнение. Обкатки, раскатки шариковые и роликовые (цилиндры, отверстие, в головке шатуна). Чеканка галтелей валов спец. ударным приспособлением. Ротационные упрочнители. Упрочнение дробеструйной обработкой (рессоры, пружины и др.). При всех этих способах за счет наклепа увеличиваются твердость, качество поверхностей, выносливость
Оформление технической документации Виды описания ТП Содержание разработанного технологического процесса записывают с различной степенью детализации описания. 1. Маршрутное описание – сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов. 2. Операционное описание – полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов 3. Маршрутно-операционное описание – сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах Выбор степени детализации определяется стадией разработки документов, типом производства и сложностью выпускаемых изделий. При разработке документации на технологические процессы, выполняемые на стадиях опытного образца (опытной партии) используют маршрутное и/или маршрутно-операционное описание. В мелкосерийном производстве применяют маршрутно-операционное описание. В серийном и массовом производствах используют операционное описание. Виды технологических документов В зависимости от назначения технологические документы подразделяют на основные и вспомогательные. К основным относят документы полностью и однозначно определяющие технологический процесс (операцию) изготовления или ремонта изделия (составных частей изделия). К вспомогательным относят документы, применяемые при разработке, внедрении и функционировании технологических процессов и операций, например карту заказа на проектирование технологической оснастки, акт внедрения технологического процесса и др. Основные технологические документы подразделяют на документы общего и специального назначения. К документам общего назначения относят технологические документы, применяемые в отдельности или в комплектах документов на технологические процессы (операции), независимо от применяемых технологических методов изготовления или ремонта изделий (составных частей изделий), например карту эскизов, технологическую инструкцию. К документам специального назначения относят документы, применяемые при описании технологических процессов и операций в зависимости от типа и вида производства и применяемых технологических методов изготовления, например маршрутную карту, карту технологического процесса, операционную карту и др. Виды и назначение технологических документов. Документы общего назначения: Титульный лист ТЛ Документ предназначен для оформления: - комплекта технологической документации на изготовление или ремонт изделия; - комплекта технологических документов на технологические процессы изготовления или ремонта изделия (составных частей изделия); - отдельных видов технологических документов. Является первым листом комплекта технологических документов Карта эскизов КЭ Графический документ, содержащий эскизы, схемы и таблицы и предназначенный для пояснения выполнения технологического процесса, операции или перехода изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения Технологическая инструкция ТИ Документ предназначен для описания технологических процессов, методов и приемов, повторяющихся при изготовлении или ремонте изделий (составных частей изделий), правил эксплуатации средств технологического оснащения. Применяют в целях сокращения объема разрабатываемой технологической документации Документы специального назначения: Маршрутная карта МК Документ предназначен для маршрутного или маршрутно- операционного описания технологического процесса или указания полного состава технологических операций при операционном описании изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения по всем операциям различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах Карта технологического процесса КТП Документ предназначен для операционного описания технологического процесса изготовления или ремонта изделия (составных частей изделия) в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта, с указанием переходов, технологических режимов и данных о средствах технологического оснащения, материальных и трудовых затратах Операционная карта ОК Документ предназначен для описания технологической операции с указанием последовательного выполнения переходов, данных о средствах технологического оснащения, режимах и трудовых затратах. Применяют при разработке единичных технологических процессов Карта технологической информации КТИ Документ предназначен для указания дополнительной информации, необходимой при выполнении отдельных операций (технологических процессов). Комплектовочная карта КК Документ предназначен для указания данных о деталях, сборочных единицах и материалах, входящих в комплект собираемого изделия, и применяется при разработке технологических процессов сборки. Ведомость оборудования ВОБ Документ предназначен для указания применяемого оборудования, необходимого для изготовления или ремонта изделия (составных частей изделия) Ведомость удельных норм расхода материалов ВУН Документ предназначен для указания данных об удельных нормах расхода материалов, используемых при выполнении технологических процессов и операций изготовления или ремонта изделия Ведомость сборки изделия ВСИ Документ предназначен для указания состава деталей и сборочных единиц, необходимых для сборки изделия в порядке ступени входимости, их применяемости и количественного состава Комплектность технологических документов Комплектность технологических документов на единичные технологические процессы зависит от: типа производства, стадии разработки документов, степени детализации описания технологических процессов, применяемых технологических методов изготовления и ремонта изделий. Комплектность документов для каждого ТП устанавливается разработчиком документов применительно к конкретным условиям производства. Каждый комплект включает обязательные для оформления документы и документы, применяемые по усмотрению разработчика. Оформление маршрутных карт Маршрутную карту используют при любой форме описания ТП. При маршрутном и маршрутно-операционном описании технологического процесса МК является одним из основных документов, в котором описывают весь процесс в технологической последовательности выполнения операций. При операционном описании технологического процесса МК играет роль сводного документа, в котором указывают адресную информацию (номер цеха, участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты. Оформление операционных карт Операционную карту (ОК) используют при операционной форме описания ТП. Для каждой операции оформляют отдельная ОК. Технологический эскиз является документом, который заменяет рабочему, выполняющему технологическую операцию, рабочий чертеж детали, а также поясняет содержание выполняемой операции. Оформление карты эскизов КЭ применяют для оформления графических иллюстраций, таблиц к технологическим документам и выполняют на форматах по ГОСТ 2.301. Маршрутные эскизы оформляют для всех операций разработанного ТП. На каждую операцию оформляют отдельный эскиз. Операционные эскизы оформляют для отдельных операций разработанного ТП. На каждый технологический переход операции оформляется отдельный эскиз. Допускается несколько переходов отображать на одном эскизе.
|
||||
|
|
Последнее изменение этой страницы: 2017-02-17; просмотров: 190; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.135.206.25 (0.007 с.) |

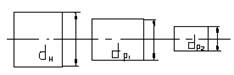 ем. размеров опр. величиной интервала рем. размера и прочностью восстанавливаемой детали.
ем. размеров опр. величиной интервала рем. размера и прочностью восстанавливаемой детали.


