Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Кривошипные закрытые ножницы для резки заготовок. ⇐ ПредыдущаяСтр 3 из 3
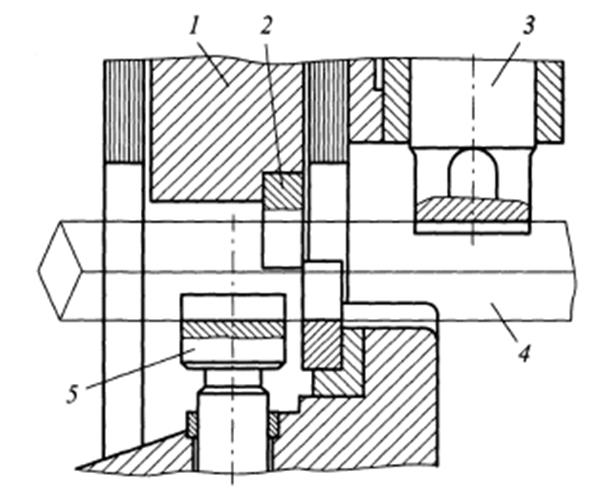
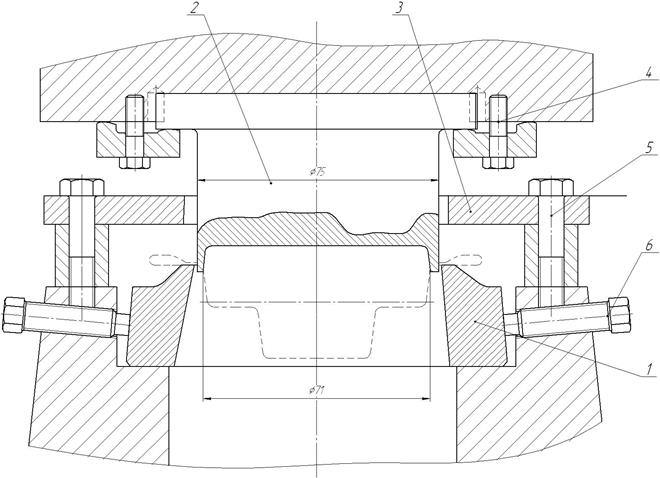
Современные однокривошипные закрытые ножницы для резки заготовок (сортовые ножницы) имеют сварную станину из передней и задней плит, соединенных боковыми планками. Главный механизм в кривошипно-ползунном исполнении обладает большой жесткостью благодаря эксцентриковому валу, короткому (с нерегулируемой длиной) шатуну и плоскому ползуну (суппорту), располагающемуся между плитами станины в удлиненных направляющих. К ползуну 1 прикреплен профильный нож 2 (рис. 1). Технологическое требование качественного среза без утяжин и с торцами, перпендикулярными оси заготовки, заставляет предусмотреть в структуре ножниц целевые механизмы, фиксирующие пруток и отрезаемую заготовку в строго горизонтальном положении. Для фиксации прутка 4 сверху служит механизм гидропневматического типа с прижимным плунжером 5, а для поддержки отрезаемой заготовки - упор 5 нижнего удерживателя, принцип действия которого такой же, как и гидропневматической подушки. Малые ножницы с Рном < 1,6 МН имеют жесткий прижим с винтовой регулировкой и пружинным удерживателем. Современные сортовые ножницы с Рном > 2,5 МН
Рис. 1 Принципиальная схема разрезки прутков: 1 - ползун; 2 - профильный нож; 3 - прижимной плунжер; 4 - прутик; 5 - упор оборудуют для подачи прутков приводными рольгангами из двух секций: неподвижной и качающейся, установленной непосредственно перед ножами.
Привод ножниц осуществляется от индивидуального электродвигателя через клиноременную и зубчатую одно- или двухступенчатую передачи. Муфта и тормоз - фрикционные дисковые с электропневматическим управлением. Основные параметры и размеры кривошипных закрытых ножниц для резки заготовок с Ртм = 1... 16 МН регламентированы ГОСТ 8248-56. Сторожев М.В. Ковка и объемная штамповка стали. Справочник. Том 1., стр 62:
Сортовые ножницы:
Из книги Л.И. Живов «КШО» 2 часть, приложение, стр 259 – «Ножницы сортовые кривошипные закрытые:
9. КОНСТРУИРОВАНИЕ ШТАМПОВ
Так как молотовой штамп применяем цельный, то количество ручьев не должно превышать 5-ти. Применим по рекомендациям: 1 формовочный, 1 штамповочный – окончательный. 1) При конструировании окончательного штамповочного ручья учтено, что размеры его, даны по чертежу “горячей” поковки. Так как поковка штампуется штучно и она симметрична, то смещающие усилия ничтожно малы и не учитываются. 2) Формовочный заготовительный ручей конструировался на основании эмпирических данных, служит он для увеличения площадей поперечных сечений исходной заготовки (набора металла) в одних местах, и уменьшения площадей поперечных сечений заготовки (пережима металла) в других. Материал исходной заготовки перераспределяется по различным сечениям, причем эти сечения по площади соответствуют площадям поперечных сечений поковки с двусторонним заусенцем. При обработке в формовочном ручье заготовку поворачивают вокруг оси на 4) Толщина стенок между ручьями определяется в зависимости от глубины ручья и радиусов в нем. Так как радиусы относительно не большие, а глубина ручья входит в диапазон 30 – 20 от толщина стенок составляет не менее 20 мм. Выбираем зеркало 340х360 мм 6) Площадь соударения штампов. Она должна быть достаточной. При малой площади штамп при соударении может расколоться или подсесть. Мелкие штампы подвергают закалке на большую прочность и до большей твердости, и по этому они могут выдерживать большие удельные усилия по площади соударения.
7) Для определения высоты:
где Такая высота необходима чтобы штамп не лопнул, и с учетом необходимости на возобновление. Имеем размеры кубика для изготовления штампа 340*360*250 Обрезной штамп Обрезку облоя производим в горячем состоянии в обрезном штампе. Для поковок простой формы матрицы делают цельными, а для сложной – составными из двух и более секций. Для правильной работы обрезных штампов между матрицей и пуансоном должен быть зазор Δ =1,5 мм. Для многократного восстановления режущей кромки на матрице делают поясок высотой 5 – 8 мм. Усилие обрезки:
Выбираем однокривошипный закрытый обрезной пресс: Л. И. Живов «КШО», стр. 254:
Подробнее см. лист 4 графической части курсового проекта.
10. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
1 – газовая печь для подогрева прутков; 2 – сортовые ножницы;
1 – нагревательное устройство – газопламенная печь; 2 – штамповочный молот; 3 – обрезной пресс;
I – рабочее место нагревальщика; II – рабочее место штамповщика; III – рабочее место обрезчика. 11. МЕТОДЫ КОНТРОЛЯ И УПРАВЛЕНИЯ КАЧЕСТВОМ Контролю подвергаются: · материал исходной заготовки; · качество резки на мерные заготовки; · температура нагрева в печи; · температура начала штамповки; · температура конца штамповки; · твердость поковки; · контроль размеров; · внешний осмотр на предмет выявления внешних дефектов.
12. ТЕХНИКА БЕЗОПАСНОСТИ, ОХРАНА ТРУДА И ОКРУЖАЮЩЕЙ СРЕДЫ Обязательной является система организационных мероприятий по обучению безопасным методам труда. Рабочие снабжаются специальной одеждой, рукавицами. Обязательны нормальные условия и чистый воздух в помещении, в котором находятся рабочие, а также средства обязательной индивидуальной защиты, молоко при вредных условиях работы. Мероприятия по охране труда обеспечивают безопасность, сохранение здоровья и работоспособности человека в процессе труда. Мероприятия по охране окружающей среды: установки по нефтемаслоотделению, системы оборота водоснабжения, приточно-вытяжная вентиляция, местные отсосы пыли, очистка воздуха в циклонах, приточные установки свежего воздуха, шумопонижающие установки, шлемофоны, наушники и другие мероприятия.
13. СТАНДАРТИЗАЦИЯ И УНИФИКАЦИЯ
В курсовой работе использованы стандарты: ГОСТ 7831-78. Заготовки стальные для штампов. ГОСТ 18970-84. Обработка металлов давлением. Операции ковки и штамповки. Термины и определения. ГОСТ 3.1126-88. Правила выполнения графических документов на поковки. ГОСТ 15830-84. Штампы. Термины и определения.
ГОСТ 7505-89. Поковки стальные штампованные. Допуски, припуски и кузнечные напуски.
14. НОРМИРОВАНИЕ ОПЕРАЦИЙ ГОРЯЧЕЙ ОБЪЁМНОЙ ШТАМПОВКИ Норма штучного времени
где
Исходные данные для расчета: Деталь – коническая втулка; Материал – сталь 15ХГНТА; Вес заготовки – 0,432 кг; Вес поковки – 0,363 кг; МПЧ молота − 0,63 т; Количество ручьев в штампе – 3; Усилие обрезного пресса – 1,6 МН; Бригада − 3 человека. Таблица 3. Расчет нормы штучного времени
Выявляем наиболее загруженного рабочего, для чего определяем оперативное время каждого из членов бригады. Оперативное время нагревальщика: Оперативное время штамповщика:
Оперативное время прессовщика:
Расчет нормы штучного времени производим по самому загруженному члену бригады − штамповщику.
Норма выработки определяется [9]:
ПЕРЕЧЕНЬ ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-17; просмотров: 433; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.226.222.12 (0.039 с.) |
 после каждого удара.
после каждого удара.
 - максимальная глубина ручья
- максимальная глубина ручья
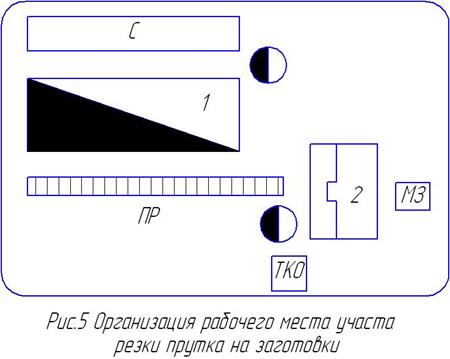
 − стеллаж;
− стеллаж; – место для заготовок;
– место для заготовок; – тара для концевых отходов;
– тара для концевых отходов; – приводной рольганг.
– приводной рольганг.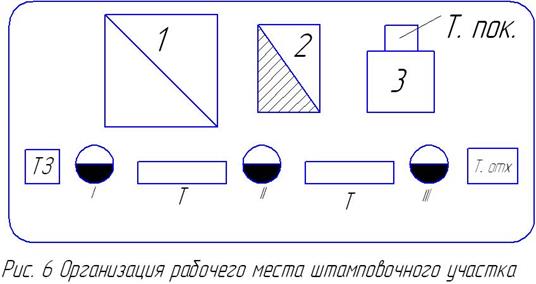
 – тара для заготовок;
– тара для заготовок; – тара для отходов;
– тара для отходов; – тара для поковок;
– тара для поковок; – транспортер;
– транспортер; , определяется [9]:
, определяется [9]:
 − основное (технологическое) время на одну поковку в мин.;
− основное (технологическое) время на одну поковку в мин.; – вспомогательное время на одну поковку в мин.;
– вспомогательное время на одну поковку в мин.; – поправочный коэффициент.
– поправочный коэффициент.



 =
=  =
=