Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Проведение разделки концов кабелей и проводовСодержание книги
Поиск на нашем сайте
Методические указания для выполнения ПРАКТИЧЕСКИХ работ
По практике ПМ. 04. Выполнение работ по профессии 14618 (Монтажник радиоэлектронной аппаратуры и приборов)
для специальности: 11.02.02 Техническое обслуживание и ремонт радиоэлектронной техники.
2014 г.
Методические указания разработаны на основании рабочей программы учебной практики, согласно Федерального государственного образовательного стандарта по специальности среднего профессионального образования (далее – СПО) 11.02.02 Техническое обслуживание и ремонт радиоэлектронной техники и примерной программой профессионального модуля.
Организация-разработчик: государственное бюджетное профессиональное образовательное учреждение Владимирской области «Муромский колледж радиоэлектронного приборостроения».
Разработчик: Тыщенко Константин Борисович, мастер производственного обучения ГБПОУ ВО МКРП Рецензент: Содержание
Практическая работа №1 Проведение разделки концов кабелей и проводов
Цель работы Приобретение практических навыков в разделки концов кабелей и проводов. Обучение приемам лужения, пайки монтажных проводов сечением до 1,5 мм2.
Инструмент и материалы 2.1 Паяльник 36 В. 2.2 Набор инструментов (бокорезы, плоскогубцы с насечкой, плоскогубцы «утконосы»). 2.3 Провода монтажные. 2.4 Разъемы.
Теоретические сведения Определения контактный зажим: Устройство, обеспечивающее разъемное контактное соединение посредством подвижной контакт-детали. хвостовик кабельного наконечника: Часть кабельного наконечника, предназначенная для присоединения к проводу или жиле кабеля. кабельный наконечник: Контакт-деталь, обеспечивающая разъемное контактное соединение между проводом или жилой кабеля и выводом электротехнического устройства или контактным зажимом. конструкция разделки провода: Участок провода со снятыми и соответствующим способом закрепленными (или не закрепленными) изоляцией и защитным покровом на длину, достаточную для крепления жилы к контакт-детали при электрическом монтаже. ступенчатая конструкция разделки провода: Конструкция разделки провода с интервалом между торцами изоляции и защитного покрова. изоляционная часть хвостовика кабельного наконечника: Составная часть хвостовика кабельного наконечника, предназначенная для присоединения к изоляции провода или жилы кабеля. Общие требования После резки монтажных проводов и кабелей производится заделка их концов, заключающаяся в снятии изоляции и лужении освободившейся части провода. Монтажные провода следует зачищать специальным инструментом или на специальном оборудовании, исключающем надрез жил или отдельных проволочек. Запрещается использовать для снятия изоляции монтажный нож, скальпель, кусачки. В зависимости от материала изоляции проводов различают несколько способов заделки их концов. Текстильная, пластикатовая и пленочная изоляция снимаются обжигом с помощью электроножа. Провода с фторопластовой изоляцией следует обжигать только непосредственно под вытяжной вентиляцией. Провода с изоляцией, содержащей стекловолокно, зачищают в два этапа: снимают электрообжигом внешнюю полиэтиленовую или поливинилхлоридную изоляцию, затем расплетают, скручивают и откусывают внутреннюю изоляцию (стекловолокно) на расстоянии не больше 1 мм от торца внешней изоляции жилы. При удалении изоляции электрообжигом с жил проводов, имеющих внешнюю хлопчатобумажную ил шелковую оплетку (БПВЛ, МГШД и др.), ее концы покрывают клее АК-20 или БФ-4. При удалении изоляции с жил проводов марки БПВЛ, имеющих внешнюю хлопчатобумажную оплетку, заделка проводов производится помощью трубки. Изоляционная трубка ставится на клей или подбирается строго по диаметру провода. При заделке концов многожильных кабелей необходимо сначала снять изоляцию со всех проводов кабеля, а жилы, имеющие окисленную поверхность, зачистить. Затем многопроволочные жилы скручивают таким образом, чтобы отдельные проволочки, составляющие жилу, не отставали друг от друга. После снять оксидной пленки и скрутки проволочек жилу облуживают горячим способом, для чего погружают ее в электрованну с расплав ленным припоем. Для облегчения последующей пайки жилы после облуживания покрывают консервирующим флюсом (ФКСп), Конструкции разделки проводов и крепления жил к контакт-деталям, к наконечникам, к выводам ЭРЭ, в изоляторах должны соответствовать требованиям государственных стандартов и технических условий на провода и материалы, конструкторской документации на аппаратуру. Технические требования к конструкциям разделки проводов и крепления жил к контакт-деталям, к наконечникам, к выводам ЭРЭ, в изоляторах должны быть указаны в конструкторской документации со ссылкой на стандарт. В конструкторской документации должны быть указаны вариант конструкции разделки провода (не указывают только вариант 1.1), размер ступени, материал крепления изоляции и защитного покрова. Технические требования к конструкциям разделки проводов Варианты бесступенчатых и ступенчатых конструкций разделки проводов приведены в таблицах 1 и 2. Таблица 1 - Варианты бесступенчатых конструкций разделки проводов
Таблица 2 - Варианты ступенчатых конструкций разделки проводов
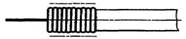
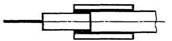
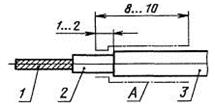
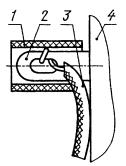
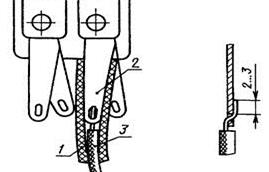
Выбор варианта конструкции разделки провода следует проводить в зависимости от марки провода и условий эксплуатации аппаратуры. Для проводов, имеющих защитный покров из волокнистых материалов, следует применять ступенчатую конструкцию разделки (рисунок 1), для прочих проводов - бесступенчатую (рисунок 2). При ступенчатой конструкции разделки (рисунок 1) размер ℓ должен быть равен (3 - 6) b, где b - толщина изоляции по техническим условиям, мм. При отсутствии данных в технических условиях величину b определяют экспериментально. Размер ступени должен быть увеличен: - на 3 - 4 мм, если защитный покров крепят в соответствии с рисунком 11 (для проводов с малой толщиной изоляции) и рисунком 13; - на длину изоляционной части хвостовика кабельного наконечника ℓ 1 плюс 3 - 4 мм, если жила провода крепится к кабельному наконечнику в соответствии с рисунком 3. Изоляция и защитный покров провода не должны иметь повреждений (прожогов, надрезов и т.д.). Длина местного потемнения и оплавления у торца изоляции не должна превышать 1 мм, а для проводов с площадью сечения более 0,75 мм2 - 2 мм. Волокнистая изоляция не должна выступать из-под пластмассовой более чем на 1 мм (рисунок 4). Изоляция или защитный покров на конце провода должны быть закреплены, если они не обладают достаточной механической прочностью к различным воздействиям на них при монтаже и эксплуатации аппаратуры (раскручиваются, разлохмачиваются, сдвигаются и т.п.).
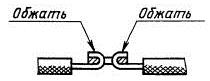
1 - жила; 2 - изоляция; 3 - защитный покров Рисунок 1
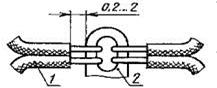
1 - жила; 2 - изоляция Рисунок 2
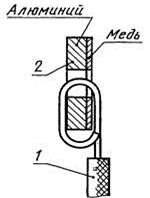
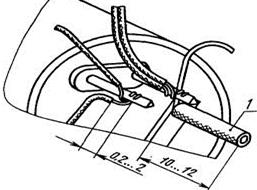
1 - жила; 2 - изоляция; 3 - защитный покров Рисунок 3
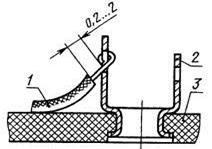
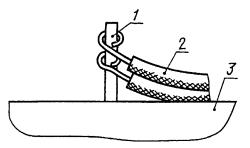
1 - жила; 2 - изоляция пластмассовая; 3 - волокнистая изоляция Рисунок 4 Конструкция крепления изоляции или защитного покрова на конце провода зависит от их механической прочности, адгезионных свойств материалов и условий эксплуатации аппаратуры. Способы крепления изоляции и защитного покрова приведены на рисунках 5 - 13. Длина неизолированного участка жилы должна быть достаточной для обеспечения ее механического крепления к контакт-детали. Многопроволочная жила должна быть скручена в направлении заводского повива. Отслаивание отдельных проволочек жилы не допускается. В проводах, имеющих жилу, скрученную из групп проволочек, при разделке должен быть сохранен или восстановлен шаг скрутки предприятия-изготовителя. Длина нелуженого участка жилы у торца изоляции не должна превышать 1 мм (рисунок 14). Перечень типов проводов с вариантами конструкций их разделки приведен в таблице 3. Технические требования к конструкциям крепления жил проводов к контакт-деталям Конструкции крепления жил проводов, подготовленных по вариантам, приведенным в таблицах 1 и 2, к контакт-деталям, показаны на рисунках 15 - 36. К плоским контакт-деталям провода сечением не более 0,35 мм2 должны быть прикреплены с выполнением полного оборота жилы провода вокруг контакта (рисунки 15 - 20), провода с площадью сечения более 0,35 мм2 - с выполнением не менее 3/4 оборота (рисунки 21 - 24). К цилиндрическим контакт-деталям из алюминия, плакированного медью, провода всех сечений должны быть прикреплены с выполнением полного оборота жилы вокруг контакта (рисунки 25 - 27). Жила провода, закрепленная на контакт-детали, должна плотно ее огибать. Изгиб контакт-детали не допускается. Длина неизолированного участка провода, закрепленного на контакт-детали, от торца изоляции до контакт-детали должна быть от 0,2 до 2 мм, для проводов с полиэтиленовой изоляцией - от 0,5 до 3 мм, за исключением случаев, показанных на рисунках 16 и 24. При расстоянии между соседними контакт-деталями менее 5 мм длина неизолированного участка провода не должна превышать 1,5 мм. Расстояние от конца цилиндрической контакт-детали до жилы провода должно быть не менее 0,5 мм, а от платы до жилы провода - не менее 1 мм (рисунок 26). В каждом отверстии контакт-детали должно быть закреплено не более четырех жил проводов (рисунок 23). Проходную перемычку следует считать одной жилой. Если размеры отверстия контакт-детали не позволяют крепить более одной жилы провода, следует использовать переходную контакт-деталь (рисунок 28). Количество жил проводов, закрепляемых на цилиндрическую контакт-деталь, должно быть определено конструктором в зависимости от длины и механической прочности контакта, а также от диаметров проводов. При креплении на контакт-детали нескольких проводов каждая жила провода должна быть закреплена отдельно (рисунки 23, 26, 28). При креплении жил проводов на контакт-детали, расстояние между которыми менее 1,0 мм, на провода должны быть надеты электроизоляционные трубки. Если невозможно крепление жилы провода на лепесток выполнить обжимом, провод должен быть закреплен в соответствии с рисунками 29, 30. При креплении к контакт-деталям жилы провода с площадью сечения не более 0,2 мм2 провода должны быть подведены снизу (рисунки 31 - 33). В контактном соединении, выполненном в соответствии с рисунком 33, длина электроизоляционной трубки должна быть не менее длины контакт-детали.
1 - жила; 2 - изоляция Поверхность А покрыть клеем Рисунок 5
1 - жила; 2 - изоляция; 3 - электроизоляционная трубка Рисунок 6
1 - жила; 2 - изоляция; 3 - термоусаживаемая трубка Рисунок 7
1 - жила; 2 - изоляция; 3 - бандаж из ниток Поверхность А покрыть клеем Рисунок 8
1 - жила; 2 - изоляция; 3 - защитный покров. Поверхность А покрыть клеем Рисунок 9
1 - жила; 2 - изоляция; 3 - защитный покров; 4 - электроизоляционная трубка Рисунок 10
1 - жила; 2 - изоляция; 3 - защитный покров; 4 - термоусаживаемая трубка Рисунок 11
1 - жила; 2 - изоляция; 3 - защитный покров; 4 - бандаж из ниток. Поверхность А покрыть клеем Рисунок 12
1 - жила; 2 - изоляция; 3 - защитный покров; 4 - бандаж из ниток. Поверхность А покрыть клеем Рисунок 13
1 - жила; 2 - изоляция Рисунок 14
1 - провод; 2 - плоская контакт-деталь Рисунок 15
1 - плоская контакт-деталь; 2 - плата; 3 - провода Рисунок 16
1 - провод; 2 - плоская контакт-деталь; 3 - плата Рисунок 17
1 - провод; 2 - плоская контакт-деталь Рисунок 18
1 - провод; 2 - плоская контакт-деталь Рисунок 19
1 - провод; 2 - плоская контакт-деталь Рисунок 20
1 - провод; 2 - плоская контакт-деталь Рисунок 21
1 - провод; 2 - плоская контакт-деталь Рисунок 22
1 - провод; 2 - плоская контакт-деталь Рисунок 23
1 - плоская контакт-деталь; 2 - плата, 3 - провод Рисунок 24
1 - провод; 2 - цилиндрическая контакт-деталь; 3 - плата; 4 - втулка Рисунок 25
1 - провод; 2 - плата; 3 - цилиндрическая контакт-деталь Рисунок 26
1 - провод; 2 - плоская контакт-деталь Рисунок 27
1 - провод; 2 - переходная контакт-деталь; 3 - плоская контакт-деталь Рисунок 28
1 - провод; 2 - плоская контакт-деталь Рисунок 29
1 - плата; 2 - провод; 3 - элемент Рисунок 30
1 - цилиндрическая контакт-деталь, 2 - провод; 3 - плата Рисунок 31
1 - плоская контакт-деталь; 2 - провод, 3 - плата Рисунок 32
1 - электроизоляционная трубка; 2 - плоская контакт-деталь; 3 - провод; 4 - плата Рисунок 33
1 - провод; 2 - электроизоляционная трубка; 3 - плоская контакт-деталь, 4 - плата Рисунок 34
1 - провод; 2 - плоская контакт-деталь; 3 - электроизоляционная трубка; 4 - плата Рисунок 35
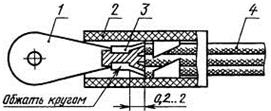
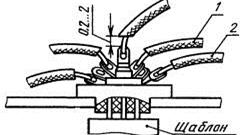
1 - провод; 2 - плоская контакт-деталь, 3 - плата Рисунок 36 Проходные последовательные перемычки должны быть выполнены из одного отрезка неизолированного провода (рисунки 34, 35). Перемычки между соседними лепестками должны быть выполнены концом закрепляемого провода (рисунок 36). Технические требования к конструкциям крепления жил проводов к наконечникам Конструкции крепления жилы провода к кабельному наконечнику должны соответствовать рисункам 37 - 39. Для обеспечения надежного крепления провода его изоляция должна быть обжата хвостовиком кабельного наконечника. Повреждение изоляции провода при обжиме его наконечником не допускается. При креплении к кабельному наконечнику жилы провода с наружной лавсановой или капроновой оплеткой хвостовик кабельного наконечника должен быть обжат по оплетке. Оплетка перед креплением провода к кабельному наконечнику должна быть покрыта лаком или клеем на длину не менее 10 мм. При креплении к кабельному наконечнику жилы экранированного провода экран не должен входить в электроизоляционную трубку. При пайке к кабельному наконечнику нескольких жил проводов с полиэтиленовой или поливинилхлоридной изоляцией длина неизолированного участка провода должна быть в пределах 5 - 10 мм. Электроизоляционная трубка должна перекрывать неизолированные участки жил и участок спекания изоляции на 5 - 8 мм. Кабельный наконечник с обжимом жилы следует применять только для проводов с площадью сечения более 4 мм2 (рисунок 37). К роликовому кабельному наконечнику должны быть прикреплены провода с площадью сечения не менее 0,35 мм2. Конструкция крепления жилы провода к роликовому кабельному наконечнику должна соответствовать рисунку 40. Жила провода должна быть разделена на две ровные пряди. Проволоки каждой пряди должны быть скручены между собой в сторону свивания жилы не менее чем на 1,5 витка. Пайка должна быть произведена по дуге не менее 220°. При креплении к контактному зажиму жилы провода с площадью сечения не более 0,5 мм2 на нее должен быть надет трубчатый наконечник и соединен пайкой в соответствии с рисунком 41. Технические требования к конструкциям крепления жил проводов к выводам ЭРЭ Конструкция крепления жил проводов к контактам панелей пальчиковых ламп должна быть выполнена в соответствии с рисунком 42, к контактам ламповых октальных панелей - согласно рисунку 43. При креплении жил проводов к контактам реле (рисунки 44 - 47) и аналогичным контактам других ЭРЭ на контакты должны быть надеты электроизоляционные трубки. При применении проводов с площадью сечения не более 0,2 мм2, если расстояние между паяными соединениями контакта более 2 мм, электроизоляционные трубки на контакты реле надевать не следует. При этом паяные соединения, контакты реле и неизолированные участки проводов должны быть покрыты влагозащитным лаком. При креплении жил проводов к контактам шагового искателя на все контакты должны быть надеты электроизоляционные трубки длиной не менее 15 мм. Технические требования к конструкциям крепления жил проводов в изоляторе Конструкции крепления жилы провода в изоляторе должны соответствовать рисункам 48, 50 и 51. Если диаметр провода меньше внутреннего диаметра изолятора, провод должен быть вставлен в изолятор согласно рисунку 49.
1 - наконечник; 2 - токопроводящая жила; 3 - электроизоляционная трубка на клее или термоусаживаемая трубка, 4 - электроизоляция провода Рисунок 37
1 - наконечник; 2 - хвостовик наконечника; 3 - токопроводящая жила; 4 - электроизоляционная трубка на клее или термоусаживаемая трубка; 5 - электроизоляция провода; 6 - защитный покров Рисунок 38
1 - наконечник, 2 - электроизоляционная трубка на клее или термоусаживаемая трубка; 3 - хвостовик наконечника; 4 - провод Рисунок 39
1 - роликовый наконечник; 2 - электроизоляционная трубка или лента; 3 - провод Рисунок 40
1 - провод; 2 - трубчатый наконечник; 3 - втулка; 4 - винт Рисунок 41
1 - провод; 2 - панель лампы Рисунок 42
1 - провод; 2 - панель лампы Рисунок 43
1 - электроизоляционная трубка на клее; 2 - лепесток; 3 - провод Рисунок 44
1 - провод; 2 - электроизоляционная трубка на клее; 3 - лепесток Рисунок 45
1 - электроизоляционная трубка на клее. Примечание - При надевании трубок с натягом устанавливать их следует без клея Рисунок 46
1 - электроизоляционная трубка на клее. Примечание - При надевании трубок с натягом устанавливать их следует без клея Рисунок 47
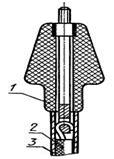
1 - провод; 2 - плоская контакт-деталь; 3 - изолятор Рисунок 48
1 - втулка; 2 - изолятор; 3 - провод Рисунок 49
1 - изолятор; 2 - провод; 3 - электроизоляционная трубка. Примечание - При надевании трубок с натягом устанавливать их следует без клея Рисунок 50
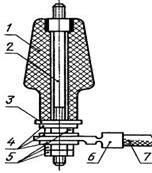
1 - изолятор; 2 - шпилька; 3 - шайба; 4 - шайба; 5 - гайка; 6 -наконечник; 7 - провод Рисунок 51 Таблица 3 Перечень типов проводов и варианты конструкций их разделки
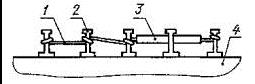
Технология пайки Для прочного соединения спаиваемых металлов необходимо, чтобы жидкий припой смачивал всю поверхность спайки, хорошо прилипал к металлу в месте пайки и образовывал прочное соединение со спаиваемым металлом. Этого можно достигнуть только при условии выполнения следующих технологических операций: - подготовки спаиваемых поверхностей – тщательной очистки их от грязи, изоляции, окислов (в общем случае путем зачистки шабером, напильником и мелкой наждачной шкуркой) и тщательной подгонки спаиваемых поверхностей друг к другу. [3] Однако в радиотехнике поверхности, подлежащие пайке, не следует зачищать шлифовальной бумагой или иным наждачным инструментом, так как зерна абразива, оставшиеся на очищаемой поверхности, плохо воспринимают пайку. Кроме того, зерна абразива обладают полупроводниковыми свойствами, поэтому после зачистки поверхностей шлифовальной бумагой готовые контакты могут иметь неодинаковую проводимость; [1] - покрытия зачищенных поверхностей флюсами. Флюсами называют вещества, применяемые для того, чтобы подготовленные к пайке места деталей или проводников не окислялись во время прогрева их паяльником. Без флюса припой не будет «прилипать» к поверхности металла. Флюсы бывают разные. Различают 2 группы флюсов: химически активные, или протравы, и химически пассивные.Химически активные - это флюсы, очищающие спаиваемые поверхности перед пайкой, растворяющие пленки окиси, а часто и сами металлы (к ним относятся соляная кислота, бура, хлористый цинк), а химически пассивные – только защищают спаиваемые поверхности от окисления (канифоль, воск, стеарин и т.д.). В мастерских, например, где ремонтируют металлическую посуду и домашний инвентарь, применяют «паяльную кислоту». Это раствор цинка в соляной кислоте. Для монтажа радиоаппаратуры такой флюс совершенно не пригоден, так как при прикосновении к нему паяльника он разбрызгивается, загрязняет монтаж и со временем разрушает соединения, мелкие детали. Также кислотосодержащие флюсы разрушают изоляцию проводов. [2] В качестве флюсов при радиомонтажных работах применяют преимущественно канифоль в твердом виде или растворенную в спирте (канифольный лак или паяльный спирт – одна часть измельченной канифоли, и 2 части спирта). [3]; Далее спаиваемые места деталей необходимо залудить, т. е. покрыть тонким слоем припоя. Дотрагиваясь жалом паяльника до припоя, переносят его на облуживаемую поверхность. По мере прогревания детали припой будет растекаться по поверхности, образуя полуду. Если лужению подвергается жила провода, то паяльник необходимо медленно двигать, а жилу поворачивать. Различают пайку мягким (легкоплавким) и твердым припоем. Припой – материал для пайки и лужения с температурой плавления ниже температуры плавления паяемых материалов. К мягким относятся припои с температурой плавления до 400ºС. Пайка мягкими припоями – основной вид паяния в радиоэлектронике. Мягкий припой плавится при сравнительно низкой температуре. Он представляет собой сплав олова со свинцом с содержанием олова 30-60% (ПОС 40, ПОС 61 и т.д.). С увеличением количества олова температура плавления припоя уменьшается. Пайка в радиомонтажной мастерской осуществляется чистым оловом, в связи с тем, что свинец относится к веществам первого класса опасности, а практические работы, выполняемые студентами во время занятий, носят только учебный характер и после проверки мастером, подлежат демонтажу. Секрет прочной и красивой пайки заключается в аккуратностии чистоте: если плохо зачищены проводники, загрязнен, не догрет или перегрет паяльник, никогда не получится хорошей пайки. Недостаточно горячий паяльник превращает припой в кашицу, которой паять нельзя. Признаком хорошего прогрева паяльника являются вскипание канифоли и обильное выделение пара при соприкосновении его с паяльником. Нормально нагретое жало паяльника хорошо плавит припой и не покрывается окалиной. Рабочий конец паяльника должен быть всегда горячим и хорошо залужен – покрыт тонким слоем припоя. Залуживают паяльник так: его разогревают, зачищают жало напильником или наждачной бумагой, опускают в канифоль и прикасаются им к кусочку припоя. После этого жало быстро трут о дерево, чтобы вся его поверхность покрывалась тонким слоем припоя. Если припой не пристает даже к хорошо нагретому жалу, его нужно ещё раз зачистить и вновь залудить. Паяльник можно считать хорошо залуженным тогда, когда жало равномерно покрыто слоем припоя и с его кончика при нагреве свисает капелька припоя. Чтобы спаять залуженные проводники или детали, их надо плотно прижать друг к другу и к месту их соприкосновения приложить паяльник с капелькой припоя, повисающей на жале. Как только место пайки прогреется, припой растечется и заполнит промежуток между деталями. Плавным движением паяльника равномерно распределяем припой по всему месту пайки. Очень важно, чтобы спаянные детали после удаления паяльника не сдвигались с места, пока не затвердеет припой, иначе пайка будет непрочной. [2] Флюс и припой необходимо брать маленькими порциями, так как в противном случае спаиваемые поверхности будут иметь неопрятный вид. Если спаиваемые поверхности деталей имеют значительную протяжённость, необходимо начать с одного края и, постепенно припаивая, двигать паяльник вдоль всей поверхности. Хорошо выполненной пайкой следует считать такую пайку, на которой ясно видны все контуры соединённых деталей (витки, колечки, изгибы), припой должен заливать место соединения со всех сторон, заполняя щели и зазоры между выводами и контактами. Пайка должна быть чистой, глянцевой, без пор, наплывов, острых выпуклостей припоя, инородных включений. Излишек припоя можно снять, подведя под место пайки и плотно прижав к нему хорошо прогретый паяльник. После окончания работы остатки канифоли удаляют спиртом или спирта- бензиновой смесью. Механическая прочность пайки проверяется путём покачивания пинцетом одной из спаиваемых поверхностей. [1] Содержание отчета 6.1 Название работы 6.2 Цель работы. 6.3 Техническое задание. 6.4 Ход работы. Рисунки, таблицы, схемы, эскизы – если необходимо. 6.5 Контрольные вопросы и ответы. 6.6 Вывод. Практическая работа №2 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ЖГУТАМ. ИЗГОТОВЛЕНИЕ И ВЯЗКА ЖГУТОВ. Цель работы Ознакомление с технологическим процессом выполнения жгутового монтажа, приобретение практических навыков и овладение приемами вязки жгута при монтаже электронного прибора. Инструмент и материалы 2.1 Монтажная схема, таблица соединений 2.2 Набор инструментов (молоток, бокорезы, плоскогубцы с насечкой, плоскогубцы «утконосы», линейка). 2.3 Паяльник 36 В. 2.4 Мультиметр 2.5 Шпильки (гвозди), шаблон, провода монтажные, маркировочная лента, ножницы, нитки х/б пропарафиненные.
Теоретические сведения Определения жгут: Конструкция, состоящая из двух и более изолированных проводов, скрепленных в пучок связыванием (ниткой, лентой) или каким-либо другим способом, и предназначенная для электрической связи между элементами аппарата, прибора или устройства. ствол жгута: Участок жгута, в котором, как правило, сосредоточено наибольшее количество проводов. ответвление жгута: Часть жгута, отходящая от его ствола. запасные провода: Провода, свиваемые в жгут с целью их дальнейшего использования в процессе эксплуатации и ремонта аппаратуры. шаг свивания: Расстояние между двумя точками, соответствующее одному полному обороту провода, измеренное вдоль линии, параллельной оси свитой пары проводов. вязка жгута: Элемент конструкции жгута, крепящий провода в жгут и выполненный петлями из ниток, шнуров, тесьмы, ленты или пленки. шаг вязки: Расстояние между двумя точками, соответствующее выполнению одной петли вязки, измеренное вдоль линии, параллельной продольной оси ствола (ответвления) жгута. лента стяжная: Деталь из электроизоляционного материала, предназначенная для скрепления проводов в жгут. бандаж из ниток: Несколько рядом лежащих петель (витков) из ниток, фиксирующих положение составных частей жгута (обмотки, вязки и т.п.). обмотка жгута: Покров из наложенных на жгут по винтовой спирали лент или пленок. трасса жгута: Условная линия (система линий), определяющая расположение жгута в РЭА согласно конструкторской документации. укладка жгута: Процесс размещения жгута в аппаратуре. электроизоляционный компаунд: Электроизоляционный материал, не содержащий растворителя, находящийся в момент применения в жидком состоянии, с последующим отвердением. конструкция разделки и соединения экранов проводов: Экран (конец экрана) провода или группы экранов проводов, подготовленные к электромонтажу согласно определенному конструктивному исполнению. бандаж: Обмотки проволоки или ниток, фиксирующие положение составных частей жгута, экрана провода или экранов проводов. Общие требования Жгуты и их крепление при установке в аппаратуру должны соответствовать требованиям государственных стандартов и технических условий на провода и материалы, конструкторской документации на аппаратуру. Технические требования к конструкции жгута Свивание проводов между собой необходимо производить так, чтобы не происходило их скручивание вдоль своей оси. Экран провода или группа экранов проводов, которые не должны касаться корпуса прибора, должны быть изолированы электроизоляционной трубкой или лентами (пленками) из электроизоляционного материала. Экранированные провода на участке жгута, перемещающемся во время эксплуатации аппаратуры, для предотвращения повреждений изоляции неэкранированных проводов должны быть изолированы электроизоляционной трубкой. Материал, которым вяжут жгут, необходимо выбирать в зависимости от условий эксплуатации аппаратуры и типов проводов, входящих в жгут. Хлопчатобумажный материал, применяемый для вязки и крепления жгутов, должен быть обработан антисептиком, церезином или другим аналогичным материалом. Необходимость и вид обработки материала, применяемого для вя
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 1875; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.161.57 (0.019 с.) |