
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Стыковая сварка сопротивлениемСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
11. Заготовки, установленные и закреплённые в стыковой машине, прижимают одну к другой усилием определённой величины, после чего по ним пропускают электрический ток. При нагревании металла в зоне сварки до пластического состояния происходит осадка. Ток выключают до окончания осадки. Данный способ сварки требует механической обработки и тщательной зачистки поверхностей торцов заготовок. 12. Неравномерность нагрева и окисление металла на торцах заготовок понижают качество сварки сопротивлением, что ограничивает область её применения. С увеличением сечения заготовок качество сварки снижается особенно заметно, главным образом из-за образования окислов в стыке. Стыковая сварка непрерывным оплавлением 14. 15. Контактная сварка непрерывным оплавлением трубы газопровода диаметром 1420 мм в Пскове на заводе ТЭСО 16. Состоит из двух стадий: оплавления и осадки. Заготовки устанавливают в зажимах машины, затем включают ток и медленно сближают их. При этом торцы заготовок касаются в одной или нескольких точках. В местах касания образуются перемычки, которые мгновенно испаряются и взрываются. Взрывы сопровождаются характерным выбросом из стыка мелких капель расплавленного металла. Образующиеся пары металла играют роль защитной атмосферы и уменьшают окисление расплавленного металла. При дальнейшем сближении заготовок образование и взрыв перемычек происходят на других участках торцов. В результате заготовки прогреваются в глубину, а на торцах возникает тонкий слой расплавленного металла, облегчающий удаление окислов из стыка. В процессе оплавления заготовки укорачиваются на заданный припуск. Оплавление должно быть устойчивым (непрерывное протекание тока при отсутствии короткого замыкания заготовок), особенно перед осадкой. 17. При осадке скорость сближения заготовок резко увеличивают, осуществляя при этом пластическую деформацию на заданный припуск. Переход от оплавления к осадке должен быть мгновенным, без малейшего перерыва. Осадку начинают при включённом токе и завершают при выключенном. 18. Стыковая сварка непрерывным оплавлением обеспечивает равномерный прогрев заготовок по сечению, торцы заготовок перед сваркой не требуют тщательной подготовки, можно сваривать заготовки с сечением сложной формы и большой площадью, а также разнородные металлы и позволяет получать стабильное качество стыков. Её существенным преимуществом является также возможность сравнительно легко автоматизировать процесс. 19. Стыковую сварку оплавлением применяют для соединения заготовок сечением до 0,1 м². Типичными изделиями являются элементы трубчатых конструкций, колеса, рельсы, железобетонная арматура, листы, трубы.
ГАЗОВАЯ СВАРКА
Газопламенная сварка[править | править вики-текст] Основная статья: Газовая сварка
52Газопламенная пайка Ацетилено-кислородное пламя (температура около 2621 °C в 2—3 мм от ядра)
Сварщик, 1942 год Источником теплоты является газовое пламя, образующееся при сгорании смеси кислорода и горючего газа. В качестве горючего газа могут быть использованы ацетилен, МАФ, пропан, бутан, блаугаз, водород, керосин, бензин, бензол и их смеси. Тепло, выделяющееся при горении смеси кислорода и горючего газа, расплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть окислительным, «нейтральным» или восстановительным (науглероживающим), это регулируется соотношением кислорода и горючего газа. · В последние годы[ когда? ] в качестве заменителя ацетилена применяется новый вид топлива — сжиженный газ МАФ (метилацетилен-алленовая фракция). МАФ обеспечивает высокую скорость сварки и высокое качество сварочного шва, но требует применения присадочной проволоки с повышенным содержанием марганца и кремния (СВ08ГС, СВ08Г2С). МАФ гораздо безопаснее ацетилена, в 2—3 раза дешевле и удобнее при транспортировке. Благодаря высокой температуре сгорания газа в кислороде (2430 °C) и высокому тепловыделению (20 800 ккал/м³), газовая резка с использованием МАФ гораздо эффективнее резки с использованием других газов, в том числе и ацетилена. · Огромный интерес представляет использование для газовой сварки дициана, ввиду его весьма высокой температуры сгорания (4500 °C). Препятствием к расширенному применению дициана для сварки и резки является его повышенная токсичность. С другой стороны, эффективность дициана весьма высока и сравнима с электрической дугой, и потому дициан представляет значительную перспективу для дальнейшего прогресса в развитии газопламенной обработки. Пламя дициана с кислородом, истекающее из сварочной горелки, имеет резкие очертания, очень инертно к обрабатываемому металлу, короткое и имеющее пурпурно-фиолетовый оттенок. Обрабатываемый металл (сталь) буквально «течёт», и при использовании дициана допустимы очень большие скорости сварки и резки металла. · Значительным прогрессом в развитии газопламенной обработки с использованием жидких горючих может дать применениеацетилендинитрила и его смесей с углеводородами ввиду самой высокой температуры сгорания (5000 °C). Ацетилендинитрил склонен при сильном нагреве к взрывному разложению, но в составе смесей с углеводородами гораздо более стабилен. В настоящее время производство ацетилендинитрила очень ограничено и стоимость его высока, но при развитии производства ацетилендинитрил может весьма ощутимо развить области применения газопламенной обработки во всех её областях применения. 54 Сворка взрывом Сварка взрывом[править | править вики-текст] Основная статья: Сварка взрывом Сварка осуществляется сближением атомов свариваемых изделий на расстояние действия межатомных сил за счёт энергии, выделяемой при взрыве. С помощью данного способа сварки часто получают биметаллы. 55. Холодная сварка — технологический процесс сварки давлением с пластическим деформированием соединяемых поверхностей заготовок без дополнительного нагрева внешними источниками тепла. Этот метод сварки базируется на пластической деформации металлов в месте их соединения при сжатии и / или путём сдвига (скольжения). Сварка происходит при нормальных или отрицательных температурах мгновенно в результате схватывания (без диффузии). Сварка осуществляется с помощью специальных устройств, вызывающих одновременную направленную деформацию предварительно очищенных поверхностей и нарастающее напряженное состояние, при котором образуется монолитное высокопрочное соединение. Холодная сварка может быть точечной, шовной и стыковой. Холодной сваркой можно соединять, например, алюминий, медь, свинец, цинк, никель, серебро, кадмий, железо. Особенно велико преимущество холодной сварки перед другими способами сварки при соединении разнородных металлов, чувствительных к нагреву или образующих интерметаллиды Преимуществом холодной сварки является то, что для её выполнения не требуется мощный источник электроэнергии для нагрева свариваемых заготовок. Сварной шов при холодной сварке металла не загрязняется примесями, имеет высокую однородность и высокие показатели коррозионной стойкости и стабильности электрического сопротивления. Простота подготовки деталей к сварке и контролю параметров режима, отсутствие вспомогательных материалов, газовых и тепловых выделений, возможность дистанционного управления и скорость процесса делают холодную сварку высокотехнологичной, не требуют высокой квалификации сварщика-оператора. К недостаткам холодной сварки можно отнести сравнительно небольшую номенклатуру свариваемых материалов (свариваются только металлы и сплавы с высокой пластичностью) и значительные расходы металла на величину припуска под стыковую сварку. Холодная сварка широко применяется в электротехнической промышленности и на транспорте для соединения алюминиевых и медных проводов, а также алюминиевых проводов с медными наконечниками, в электромонтажном производстве, при производстве теплообменников и бытовых приборов. Как разновидность холодной сварки рассматривается ультразвуковая сварка - сварка давлением с приложением ультразвуковых колебаний. 56.Ультразвуковая сварка - сварка, источником энергии при которой являются ультразвуковые колебания. Используется для сварки металлов, пластмасс, тканей, кожи, металлов со стеклом, полупроводниковыми материалами и др. Ультразвуковая сварка применяется при точечной, шовной и контурной сварке. Ультразвуковая сварка осуществляется при помощи непрерывно генерируемого ультразвука частотой 18-180 кГц. мощностью 0,01 - 10 кВт. Сварка происходит при одновременном воздействии на свариваемые поверхности механических ВЧ колебаний, внешнего давления, прикладываемого перпендикулярно к свариваемым поверхностям и теплового эффекта от ВЧ колебаний. При воздействии ВЧ колебаний происходит сухое трение частиц в свариваемых поверхностях. Под действием сухого трения разрушаются поверхностные пленки (оксидные и их адсорбированных газов). Затем сухое трение сменятся на чистое трение, при котором образуются узлы схватывания. Образуются общие зерна, принадлежащие двум свариваемым поверхностям и общая граница между поверхностным зернами. Типы сварных соединений металлов при ультразвуковой сварке: внахлестку; по рельефам; с раздавливанием кромок; встык круглого элемента с плоским; крестообразное, круглых элементов; параллельное, круглых элементов; многослойных деталей и пленок; угловое и др. Преимущества · сварки может производиться по загрязненным поверхностям, поэтому нe требуется предварительная подготовка поверхностей - только обезжиривание; · выделение теплоты в зоне сварки ограничено по размерам, что не допускает перегрев при сваривании пластмасс; · неразъемного соединения при сварке пластмасс возможно на большом удалении от точки ввода УЗ энергии; · сварка возможна в труднодоступных местах; · отсутствие вредных выделений; · малое время нагрева соединения до температуры сварки - доли секунды; · допускается сварка очень тонких (до 0,001 мм.) листов. Недостатки · необходимость использования дорогих генераторов ультразвука; · мал диапазон толщин свариваемых материалов; · необходимость дополнительного внешнего сжатия деталей. Для УЗ сварки используются машины, разделяющиеся на машины для точечной контурной прессовой сварки, шовной и шовно-шаговой сварки, переносные установки, такие как ручные пистолеты малой мощности. Мощность машин составляет 100 - 1500Вт. Используемая частота - 20-22 кГц. 57.Плазменная сварка - сварка, источником энергии при которой является плазменный поток. Используется для сварки нержавеющих сталей, вольфрама, молибдена, сплавов никеля в авиационной промышленности, приборостроении. Плазменная сварка характеризуется глубоким проплавлением металла, что позволяет сваривать металлические листы толщиной до 9 мм. Выполняется в любом положении в пространстве В плазменной сварке для получении плазмы применяются плазменные горелки, состоящие из вольфрамового электрода, труб водяного охлаждения, подачи газа, сопла плазмы. Температура в плазменной дуге достигает 30 000°С, в отличие от плазмы электрической дуги, температура которой - 5000–7000°С. В плазменной сварке возможны следующие разновидности: · сварка плазменной дугой, горящей между не плавящимся электродом и изделием, · сварка плазменной струей, горящей между не плавящимся электродом и соплом плазмотрона. Плазма выдувается газовой струей. В качестве плазмообразующего газа используются: азот, кислород, аргон, воздух. В зависимости от величины тока в плазме различают следующие виды плазменной сварки: микроплазменная (0,1–25 А); на средних токах (50–150А); на больших токах (ток более 150А). Микроплазменная сварка позволяет избежать прожогов в металле. Сварка на больших токах происходит с полным проплавлением металла. При этом образуется отверстие, разрезание деталей с последующей заваркой. Преимущества Сварка плазменной дугой в отличие от дуговой электрической имеет следующие преимущества: · в плазменной сварке процесс сварки менее чувствителен к изменению длины электрической дуги; · процесс протекает с большей температурой; · имеет меньший диаметр дуги, которая имеет цилиндрическую форму; · дуга горит на малых токах - от 0,2 до 30 А. Недостатки · часть энергии при плазменной сварке рассеивается в окружающее пространство и на нагрев электродов; · необходимость подвода плазмообразующего газа и воды. 58.Электрошлаковая сварка (ЭШС) — вид электрошлакового процесса, сварочная технология, использующая для нагрева зоны плавления теплом шлаковой ванны, нагреваемой электрическим током. Шлак защищает зону кристаллизации от окисления и насыщения водородом. Процесс сварки является бездуговым. В отличие от дуговой сварки для расплавления основного и присадочного металлов используют теплоту, выделяющуюся при прохождении сварочного тока через расплавленный электропроводный шлак (флюс). Затем электрод погружают в шлаковую ванну, горение дуги прекращается и ток начинает проходить через расплавленный шлак.По виду электрода различают электрошлаковую сварку проволочным, пластинчатым электродом и плавящимся мундштуком; по наличию колебаний электрода — без колебаний и с колебаниями электрода; по числу электродов — одно-, двух- и многоэлектродную. Обычно электорошлаковую сварку применяют для соединения деталей толщиной от 15 мм до 600 мм Электрошлаковый процесс используют также для переплава стали из отходов и получения отливок. 59. Электронно-лучевая сварка — сварка, источником энергии при которой является кинетическая энергия электронов в электронном пучке, сформированном электронной пушкой. Используется для сварки тугоплавких, высокоактивных металлов в космической, авиационной промышленности, приборостроении и др. Электронно-лучевая сварка используется и при необходимости получения высококачественных швов с глубоким проплавлением металла, для крупных металлоконструкций. Электронно-лучевая сварка проводится электронным лучом в вакуумных камерах. Размеры камер зависят от размеров свариваемых деталей и составляют от 0.1 до нескольких сотен кубических метров. Сварка производится непрерывным или импульсным электронным лучом. Импульсные лучи с большой плотностью энергии и частотой импульсов 100—500 Гц используются при сварке легкоиспаряющихся металлов, таких как алюминий, магний. При этом повышается глубина проплавления металла. Использование импульсных лучей позволяет сваривать тонкие металлические листы. Приемы сварки электронными лучами
В электронно-лучевой сварке применяют следующие технологические приемы для улучшения качества шва: · сварку наклонным лучом (отклонение на 5—7°) для уменьшения пор и несплошностей в металле; · сварку с присадкой для легирования металла шва; · сварку на дисперсной подкладке для улучшения выхода паров и газов из металла; · сварку в узкую разделку; · сварку двумя электронными пушками, при этом одна пушка производит проплавление металла, а вторая формирует корень канала; · предварительные проходы для очистки и обезгаживания кромок свариваемых металлов; · двустороннюю сварку одновременно или последовательно; · развертку электронного луча: продольную, поперечную, Х-образную, круговую, по эллипсу, дуге и т. п.; · расщепление луча для одновременной сварки двух и более стыков; · модуляцию тока луча частотой 1—100 Гц. для управления теплоподачей в сварной шов. Преимущества Электронно-лучевая сварка имеет следующие преимущества: · Высокая концентрация теплоты позволяет за один проход сваривать металлы толщиной от 0,1 до 200 мм; · Для сварки требуется в 10-15 раз меньше энергии чем для дуговой сварки; · Отсутствует насыщение расплавленного металла газами. Недостатки · Образование непроваров и полостей в корне шва; · Необходимость создания вакуума в рабочей камере. Оборудование Электронно-лучевые установки подразделяются на универсальные и специализированные, высоковакуумные (давление менее <10-1 Па), промежуточного вакуума (давление 10—10-1 Па), сварка в защитном газе (103—105 Па), на камерные (изделие внутри рабочей камеры) и с локальным вакуумированием (герметизация изделия в зоне сварки). 60. Сварка трением — это разновидность сварки давлением при которой нагрев осуществляется трением, вызванным перемещением (вращением) одной из соединяемых частей свариваемого изделия. Сварка трением используется для соединения различных металлов и термопластиков в авиастроении и автомобилестроении. Следует отметить, что окончательное соединение формируется на завершающей стадии процесса, когда к уже неподвижным образцам прикладывается проковочное усилие. Процесс образования сварного соединения: · Разрушение и удаление оксидных плёнок под действием сил трения; · Разогрев кромок свариваемого металла до пластичного состояния, возникает временный контакт, происходит его разрушение и наиболее пластичные объёмы металла выдавливаются из стыка; · Прекращение вращения с образованием сварного соединения.
61. Диффузионная сварка Диффузионная сварка — сварка за счёт взаимной диффузии на атомарном уровне свариваемых поверхностей деталей. Этим видом сварки производится полуавтоматическая, автоматическая в различных пространственных положениях, черных и цветных металлов и сплавов широко диапазона толщин. Сущность Определения и сущность диффузной сварки описаны в ГОСТ 26011-74. Диффузионная сварка производится воздействием давления и нагревом свариваемых деталей в защитной среде. Перед сваркой поверхность детали обрабатывают по 6 классу шероховатости и промывают для обезжиривания ацетоном. Температура нагрева составляет 0,5 – 0,7 от температуры расплавления металла свариваемых деталей. Высокая температура обеспечивает большую скорость диффузии и большую пластичность деформирования металла. При недостаточной диффузии в сварке используют металлические прокладки (фольга из припоя ВПр7 толщиной 0,1 – 0,06 мм.) или порошок (фтористый аммоний), прокладываемые в месте сварки. Перед сваркой фольгу приваривают к поверхности одной из деталей с помощью контактной сварки. В процессе сварки прокладка расплавляется. Процесс сварки осуществляется с использованием разных источников нагрева. В основном применяют индукционный, радиационный, электронно-лучевой нагрев, нагрев проходящим током, тлеющим разрядом или в расплаве солей Сварка протекает при давление в камере – 10−2 мм. рт. ст. или в атмосфере инертного газа (иногда водорода). Вакуум или защитная атмосфера предохраняет свариваемые поверхности от загрязнения. Сварка производится сжатием деталей с давлением 1 – 4 кгс/мм2. Давление, применяемое при способах сварки без расплавления материалов, способствует разрушению и удалению окисных пленок и загрязнений на поверхности металла, сближению свариваемых поверхностей до физического контакта и эффективного атомного взаимодействия, обеспечению активации поверхностей для протекания диффузии и рекристаллизации. Различается сварка с высокоинтенсивным силовым воздействием (свыше 20 МПа) и сварка с низкоинтенсивным силовым воздействием (до 2 МПа). Диффузионная сварка походит в две стадии: сжатие свариваемых поверхностей, при котором все точки соединяемых материалов сближаются на расстоянии межатомных взаимодействий; формирование структуры сварного соединения под влиянием процессов релаксации.
62. Обработка металлов резанием. Классификация движений в металлорежущих станках. Схема обработки резанием. Обрабо́тка ре́занием — обработка, заключающаяся в образовании новых поверхностей отделением поверхностных слоёв материала с образованием стружки[1]. Осуществляется путём снятия стружки режущим инструментом (резцом,фрезой и пр.). Виды обработки резанием[править | править вики-текст] Точение (обтачивание, растачивание, подрезание, разрезание). Сверление (рассверливание, зенкерование, зенкование, развёртывание, цековка). Строгание, долбление. Фрезерование. Протягивание, прошивание. Шлифование Отделочные методы (полирование, доводка, притирка, хонингование, суперфиниширование, шевингование). Деформирующее резание
КЛАССИФИКАЦИЯ ДВИЖЕНИЙ В МЕТАЛЛОРЕЖУЩИХ СТАНКАХ.
Для получения на обрабатываемой заготовке заданной чертежом поверхности движения инструмента и заготовки должны быть согласованы между собой. Снятие стружки на станках осуществляется рабочими (или основными) движениями, к которым относится главное движение и движение подачи. Движение, которое определяет скорость резания, называется главным движением, а движение, по скорости которого определяется величина подачи, называется движением подачи.
Главное движение может быть вращательным (в токарных, сверлильных, фрезерных и других станках) и возвратно-поступательным (в строгальных, долбежных, протяжных и других станках). Главное движение сообщается или инструменту (например, во фрезерных, сверлильных, поперечно-строгальных станках), или заготовке (в токарных, продольно-строгальных станках). Движение подачи имеет или инструмент - в токарных, сверлильных и продольно-строгальных станках, или заготовка - в шлифовальных, фрезерных и поперечно-строгальных станках.
Помимо рабочих движений, в каждом станке имеются вспомогательные движения. К ним относятся движения: транспортирования и закрепления заготовки, подвода и отвода инструмента, включения, выключения, переключения скоростей и подач и т. д. Если рабочие движения обычно автоматизированы, то вспомогательные движения можно осуществлять как автоматически, так и вручную.
В некоторых станках для получения заданной конфигурации поверхности детали используют дополнительные движения, кинематически связанные с рабочими движениями. К дополнительным движениям относится, например, движение обкатки и деления в зубообрабатывающих станках для нарезания зубчатых колес, червяков и шлицевых валов.
63. Методы формообразования поверхностей: копирования, следов, касания, обкатки. Формообразующие движения — движения, осуществляемые инструментом и заготовкой, необходимые для осуществления процесса резания, при изготовлении деталей со снятием припуска, на металлорежущих станках. Виды формообразующих движений[править | править вики-текст] У металлорежущего станка имеется привод (механический, гидравлический, пневматический), с помощью которого обеспечивается передача движения рабочим органам: шпинделю, суппорту и т. п. Комплекс этих движений называется формообразующими движениями. Их классифицируют на два вида: основные и вспомогательные.
Основные движения[править | править вики-текст] К основным движениям, которые предназначены непосредственно для осуществления процесса резания относят: главное движение, движение подачи, делительное движение, движение обката, дифференциальное движение.
Главное движение Dг - обеспечивает снятие стружки. — осуществляется с максимальной скоростью. Может передаваться как заготовке (например в токарных станках) так и инструменту (напр. в сверлильных, шлифовальных, фрезерных станках). Характер движения: вращательный или поступательный. Характеризуется скоростью — v (м/с).
Движение подачи Ds - обеспечивает обработку всей поверхности. — осуществляется с меньшей скоростью и так же может передаваться и заготовке (напр. движение стола в станках фрезерной группы)и инструменту (напр. движение супорта в токарных станках). Характер движения: вращательный, круговой, поступательный, прерывистый. Виды подач:
— подача на ход, на двойной ход Sх. (мм/ход), Sдв.х. (мм/дв.ход);
— подача на зуб Sz (мм/зуб);
— подача на оборот So (мм/оборот);
— частотная (минутная) подача Sm (мм/мин).
Делительное движение — это движение, при котором осуществляется поворот заготовки на требуемый угол или линейное перемещение заготовки относительно инструмента на определенную величину.
Движение обката — это согласованное движение между инструментом и заготовкой, имеющее при формообразовании необходимое последовательное положение. Это движение используется преимущественно при нарезании зубчатых колес методом обката на зубофрезерных или зубодолбежных станках.
Дифференциальное движение алгебраически добавляется к какому-либо движению инструмента или заготовки. Для суммирования движений применяют дифференциальные механизмы. Дифференциальные движения применяют в затыловочных, зубофрезерных и других станках.
Вспомогательные движения[править | править вики-текст] Вспомогательные движения — способствуют осуществлению процесса резания, но не участвуют в нём непосредственно. Виды вспомогательных движений:
— наладка станка;
— задача режимов резания;
— установка ограничителей хода в соответствии с размерами и конфигурациями заготовок;
— управление станком в процессе работы;
— установка заготовки, снятие готовой детали;
— установка и смена инструмента и прочие.
Вспомогательные движения осуществляются вручную, либо от специальных приводов. 64. Элементы токарного резца Токарный проходной резец состоит из следующих основных элементов: Рабочая часть (головка); Стержень (державка) — служит для закрепления резца на станке. Рабочую часть резца образуют: Передняя поверхность — поверхность, по которой сходит стружка в процессе резания. Главная задняя поверхность — поверхность, обращенная к поверхности резания заготовки. Вспомогательная задняя поверхность — поверхность, обращенная к обработанной поверхности заготовки. Главная режущая кромка — линия пересечения передней и главной задней поверхностей. Вспомогательная режущая кромка — линия пересечения передней и вспомогательной задней поверхностей. Вершина резца — точка пересечения главной и вспомогательной режущих кромок. 65. Геометрия срезаемого слоя. Режим резания
К элементам режима резания относятся: скорость – V (м/мин), подача – S0 (мм/об), глубина резания – t (мм), основное технологическое время Т (мин). Скорость резания – перемещение обрабатываемой поверхности заготовки в единицу времени относительно режущей кромки инструмента.
где n – частота вращения (об/мин). Подача – величина перемещения режущей кромки резца (РИ) в направлении движения подачи. Рассматривают подачу на оборот Sо, мм/об – перемещение РИ в направлении движения подачи за один оборот заготовки; минутную подачу Sмин или скорость движения подачи V - перемещение РИ в направлении движения подачи за одну минуту. Sмин = S0n. (2) Глубина резания – величина слоя материала снимаемого за один проход инструмента, рассматриваемого как расстояние между обрабатываемой и обработанной поверхностями.
Основное технологическое время – время затрачиваемое непосредственно на процесс снятия стружки.
где l – длина обработанной поверхности, мм; у - величина врезания инструмента, мм; D - величина перебега инструмента, мм.
Рис. 2. Схема рабочего хода токарного резца
В результате перемещения резца вдоль заготовки в процессе резания можно рассматривать сечение срезаемого слоя, получаемого при смещении резца на величину подачи.
Рис. 3. Геометрические параметры срезаемого слоя при токарной обработке
Геометрические параметры срезаемого слоя: - b– ширина срезаемого слоя – расстояние между обрабатываемой и обработанной поверхностями измеренное вдоль главной режущей кромки: - a – толщина срезаемого слоя – расстояние между двумя последовательными положениями поверхности резания: a=S×sinj; - F – площадь срезаемого слоя: F=St=ab. При изучении процесса резания рассматривают номинальную площадь срезаемого слоя АВДК, действительную – АЕDК и остаточную – АВЕ. По остаточной площади АВЕ можно приближенно судить о шероховатости обработанной поверхности (рис. 4). На рис. 4 высота остаточного гребешка h – высота микронеровностей.
Рис. 4. Схема расчета шероховатости обработанной поверхности Режим резания Режимом резания называется совокупность элементов, определяющих условия протекания процесса резания.
К элементам режима резания относятся – глубина резания, подача, период стойкости режущего инструмента, скорость резания, частота вращения шпинделя, сила и мощность резания.
При проектировании технологических процессов механической обработки или режущих инструментов возникает необходимость в определении и назначении элементов режима резания. Отечественная практика механической обработки накопила огромный нормативно - справочный материал, с помощью которого можно назначить любой режим резания для любого вида механической обработки. Однако, табличный метод назначения режимов резания является весьма громоздким, так как требует анализа большого количества справочной информации. Более того, все режимные параметры взаимосвязаны и при изменении хотя бы одного из них автоматически изменяются и другие, что еще более усложняет процесс назначения режимов резания.
Аналитический (расчетный) метод определения режима резания менее трудоёмок и более предпочтителен при учебном проектировании технологических процессов механической обработки резанием. Он сводится к определению, по эмпирическим формулам, скорости, сил и мощности резания по выбранным значениям глубины резания и подачи.
Для проведения расчетов необходимо иметь паспортные данные выбранного станка, а именно - значения подач и частот вращения шпинделя, мощности электродвигателя главного движения. При отсутствии паспортных данных расчет выполняется приблизительно, в проделах тех подач и частот вращения шпинделя, которые указаны в справочной литературе. 66. Фрезерный станок [править | править вики-текст]Материал из Википедии — свободной энциклопедии У этого термина существуют и другие значения, см. Станок. Фре́зерные станки́ — группа металлорежущих и деревообрабатывающих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, тел вращения, зубчатых колёс и т. п. металлических и других заготовок. При этом фреза, закрепленная в шпинделе фрезерного станка, совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное (иногда осуществляется одновременно вращающимся инструментом). Управление может быть ручным, автоматизированным или осуществляться с помощью системы ЧПУ.
Металлорежущий инструмент фрезерной группы станков. Концевые фрезы. Во фрезерных станках главным движением является вращение фрезы, а движение подачи — относительное перемещение заготовки и фрезы.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д. Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определённой последовательности выполняются автоматически. Устройство ассмотрим типовое устройство фрезерного станка:
В зависимости от расположения узлов Консольные горизонтальные универсальные станки отличаются тем, что на салазках [3] установлена промежуточная поворотная плита 5, по горизонтальным направляющим которой перемещается стол [4]. Шпиндель [6] станка расположен горизонтально, а на станине [2] смонтирован хобот [7], несущий поддерживающую серьгу [8]. Фрезу или набор фрез закрепляют в оправке, один конец которой устанавливают в шпиндель, а другой — в отверстие серьги. Широкоуниверсальный горизонтально-фрезерный станок отличается наличием дополнительной шпиндельной головки [9], смонтированной на выдвижном хоботе. Головка может поворачиваться на любой угол в вертикальной плоскости. Еще большую универсальность придает станку наличие накладной фрезерной головки [10], со шпинделем, поворачивающимся под любым углом в горизонтальной плоскости. В этих станках отсутствует поворотная плита. Вертикальный консольно-фрезерный станок имеет вертикально расположенную шпиндельную головку [11], которая может поворачиваться в вертикальной плоскости. Известны конструкции станков этого типа, в которых имеется осевое перемещение шпинделя.
В горизонтально-фрезерных станках шпиндель и валы коробки скоростей часто монтируются непосредственно в стойке. Изменение частот вращения шпинделя обеспечивается рядом последовательно включенных групповых передач с подвижными блоками шестерен. 67. Токарно-винторезный станок: назначение, устройство, инструмент: Станки токарной группы предназначены для обработки наружных и внутренних поверхностей вращения (цилиндрических, конических и фасонных), подрезания торцов, нарезания резьбы и некоторых других работ. Основным видом режущего инструмента для токарных станков являются резцы. Для обработки отверстий используют также сверла, зенкеры, развертки и др. Для нарезания резьбы применяют метчики и плашки. Главное движение у станков токарной группы (движение резания) осуществляется вращением заготовки. Движение подачи сообщается режущему инструменту. В большинстве случаев это прямолинейное перемещение инструмента: вдоль оси вращения заготовки – продольная подача, поперек оси вращения заготовки – поперечная подача. Иногда инструмент перемещается по более сложной траектории.
|
|||||
|
|
Последнее изменение этой страницы: 2017-01-27; просмотров: 732; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.79.107 (0.013 с.) |




 (1)
(1) . (3)
. (3) , (4)
, (4)



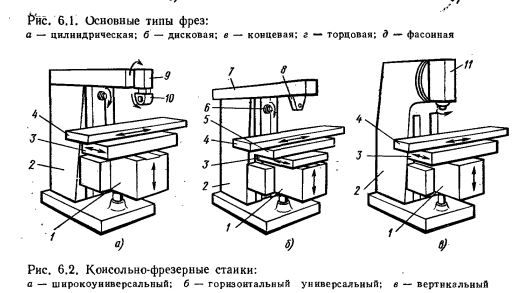 станка (компоновка) различают консольные и бесконсольные фрезерные станки. Основным конструктивным отличием в устройстве консольного фрезерного станка (рис. 1) является наличие консоли [1], перемещающейся в вертикальном направлении по направляющим станины [2]. На консоли выполнены горизонтальные направляющие, по которым движутся салазки [3], несущие стол [4], на котором закрепляют заготовку.
станка (компоновка) различают консольные и бесконсольные фрезерные станки. Основным конструктивным отличием в устройстве консольного фрезерного станка (рис. 1) является наличие консоли [1], перемещающейся в вертикальном направлении по направляющим станины [2]. На консоли выполнены горизонтальные направляющие, по которым движутся салазки [3], несущие стол [4], на котором закрепляют заготовку. Бесконсольные вертикально и горизонтально-фрезерные станки (рис. 2) отличаются тем, что салазки [2], несущие стол [3], перемещаются по горизонтальным направляющим станины 1, а шпиндельная бабка [4] перемещается в вертикальном направлении по направляющим стойки [5].
Бесконсольные вертикально и горизонтально-фрезерные станки (рис. 2) отличаются тем, что салазки [2], несущие стол [3], перемещаются по горизонтальным направляющим станины 1, а шпиндельная бабка [4] перемещается в вертикальном направлении по направляющим стойки [5].


