Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Общая характеристика машин для стыковой сварки
Универсальные машины для стыковой сварки можно подразделить на три группы: автоматические малой мощности для сварки сопротивлением; неавтоматические средней мощности с рычажным механизмом подачи для сварки оплавлением и сопротивлением; автоматические для сварки оплавлением. Машины типа МСМУ-150 с электрическим приводом оплавления и осадки предназначены для стыковой сварки оплавлением деталей среднего сечения из низкоуглеродистой стали и относится к машинам 3-й группы. В машине предусмотрено два вида сварки: - автоматическая сварка методом непрерывного оплавления изделий сечением до 1000 мм2; - полуавтоматическая сварка с предварительным подогревом концов свариваемых деталей сечением до 2000 мм2. Процесс непрерывного оплавления и осадки осуществляется при помощи кулачкового механизма, приводимого в движение электродвигателем переменного тока. Предварительный подогрев свариваемых деталей производится вручную при помощи специального рычага, связанного с подвижным зажимом машины. Основные характеристики стыковой машины МСМУ-150 и некоторых других универсальных машин приведены в табл. 1. Таблица 1 Характеристики универсальных машин стыковой сварки
Э – эксцентриковый; П – пружинный; РП – рычажно-пневматический; ЭМ- электромеханический.
Конструкция основных узлов и систем машин Машина типа МСМУ-150 состоит из следующих основных узлов и систем (рис. 2): станины машины; направляющих, по которым перемещается подвижный зажим; привода оплавлений и осадки; пневматической системы; токоподвода; системы охлаждения; механизма зажатия свариваемых деталей. Внутри корпуса установлены трансформатор, электромагнитный контактор, аппаратура управления, переключатель ступеней, механизм регулирования неподвижного зажима по высоте.
Рисунок 2. Общий вид машины МСМУ-150 1 – станина; 2 – электродвигатель привода; 3 – бесступенчатый вариатор скоростей; 4, 5 – неподвижный и подвижный зажимы; 6 – редуктор; 7 – переключатель ступеней; 8 – направляющие; 9 – механизм регулирования подвижного зажима по высоте; 10 – пневматическая система; 11 - система охлаждения; 12 – аппаратура управления машиной.
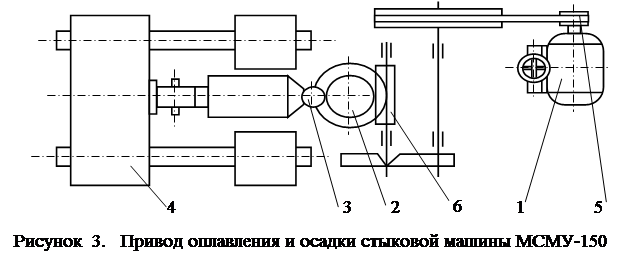
Основание машины состоит из двух стоек, на которых установлена горизонтальная плита. В нижней части стойки связаны двумя угольниками, для крепления на них сварочного трансформатора. Зажимное устройство предназначается для зажатия концов свариваемых деталей. Левый зажим 4 неподвижен и электрически изолирован от корпуса машины. Правый зажим 5 – подвижный, закреплен на двух направляющих, которые своими концами передвигаются в четырех подшипниках. Зажимы радиального типа с пневматическим приводом. При зажатии деталей воздух под давлением подается в нижние полости пневматических цилиндров. Под воздействием сжатого воздуха и поворачивают рычаг, верхняя губка при этом опускается вниз до соприкосновения с деталью и зажимает ее. Для раскрытия зажимов воздух подается в верхние полости пневмоцилиндров. Вторичный контур (токоподвод) машины предназначается для подвода тока к деталям и состоит из гибких шин, медных контактных угольников и нижних губок. Привод оплавления и осадки Привод оплавления и осадки (рис. 3) служит для перемещения подвижного зажима во время оплавления и создания необходимых усилий в процессе осадки. Он состоит из электродвигателя переменного тока 1, клиноременного вариатора 5 и системы зубчатых передач 6. Перемещение подвижного зажима 4 происходит от кулачка 2 через опорный ролик 3. В кулачке имеется специальная каленая вставка, при помощи которой производится осадка в конце процесса оплавления.
Возвращение подвижного зажима в исходное положение производится автоматически при помощи пневматических цилиндров, укрепленных с левой стороны машины.
Скорость перемещения подвижного зажима регулируют изменением скорости вращения кулачка с помощью вариатора при перемещении каретки с электродвигателем. При перемещении электродвигателя изменяются передаточное число клиноременной передачи. Включение и выключение тока производится с помощью путевого включателя, кинематически связанного с кулачком. полный цикл сварки осуществляется за один оборот кулачка. Достоинством электромеханического привода является простота и надежность. Недостатком является то, что он не обеспечивает больших (свыше 20-25 мм/с) скоростей осадки.
Пневматическая система Пневматическая система (рис. 4) предназначена для осуществления зажатия свариваемого изделия и возврата подвижного зажима в исходное положение после сварки. Пневматическая система состоит из вентиля 1, воздушного фильтра 2, воздушного редуктора 3 с манометром 4, дросселируещего клапана 8, маслораспределителя 7, двух электропневматических клапанов 5 с пневмораспределителями 6, пневматическими цилиндрами возврата 9 и зажима деталей 10. Воздух из магистрали подается через фильтр, воздушный редуктор, где редуцируется до нужного давления. Поступая затем в маслораспределитель, воздух насыщается маслом и попадает в пневмораспределитель. Из электропневматических клапанов воздух подается либо в верхние (раскрытие зажимов), либо в нижние (закрытие зажимов) полости пневматических цилиндров. Одновременно с раскрытием зажимов воздух подается в пневматические цилиндры, которые возвращают подвижной зажим в исходное положение.
Система охлаждения Система охлаждения служит для предохранения трансформатора, токоподводящих шин и губок от чрезмерного нагрева во время сварки. Система охлаждения машины состоит из двух параллельных ветвей: одна ветвь охлаждает трансформатор, другая – контактные губки и токоподводящие шины. Система охлаждения параллельная, не замкнутая.
Электрическая схема машины Электрическая схема машины предусматривает автоматическое управление процессом сварки. После зажатия деталей, при нажатии кнопки включения машины, происходит подключение сварочного трансформатора к питающей сети при помощи контактора. Одновременно магнитный пускатель подает напряжение на электродвигатель привода оплавления и осадки. При оплавлении деталей на заданную величину последовательно срабатывает конечные выключатели. При этом сначала размыкается цепь контактора, происходит отключение трансформатора и далее выключаются электропневматические клапаны в пневмосистеме машины и двигатель привода. Регулирование сварочного тока осуществляется ступенчато с помощью переключателя ступеней. В машине имеется 16 ступеней регулирования.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-07; просмотров: 653; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.151.141 (0.008 с.) |