4.1. Линейные и угловые размеры, определяющие номинальное расположение и (или) номинальную форму элементов, ограничиваемых допуском, при назначении позиционного допуска, допуска наклона, допуска формы заданной поверхности или заданного профиля, указывают на чертежах без предельных отклонений и заключают в прямоугольные рамки (черт. 31).
Черт. 31
ОБОЗНАЧЕНИЕ ЗАВИСИМЫХ ДОПУСКОВ
5.1. Зависимые допуски формы и расположения обозначают условным знаком , который помещают:
после числового значения допуска, если зависимый допуск связан с действительными размерами рассматриваемого элемента (черт. 32 а);
после буквенного обозначения базы (черт. 32 б) или без буквенного обозначения в третьей части рамки (черт. 32 г),если зависимый допуск связан с действительными размерами базового элемента;
после числового значения допуска и буквенного обозначения базы (черт. 32 в) или без буквенного обозначения (черт. 32 д),если зависимый допуск связан с действительными размерами рассматриваемого и базового элементов.
5.2. Если допуск расположения или формы не указан как зависимый, то его считают независимым.
Черт. 32
ПРИЛОЖЕНИЕ 1 Обязательное
ФОРМА И РАЗМЕРЫ ЗНАКОВ
ПРИЛОЖЕНИЕ 2 Справочное
ПРИМЕРЫ УКАЗАНИЯ НА ЧЕРТЕЖАХ ДОПУСКОВ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Вид допуска
Указания допусков формы и расположения условным обозначением
Пояснение
1. Допуск прямолинейности
Допуск прямолинейности образующей конуса 0,01 мм.
Допуск прямолинейности оси отверстия Æ 0,08 мм (допуск зависимый).
Допуск прямолинейности поверхности 0,25 мм на всей длине и 0,1 мм на длине 100 мм.
Допуск прямолинейности поверхности в поперечном направлении 0,06 мм, в продольном направлении 0,1 мм.
2. Допуск плоскостности
Допуск плоскостности поверхности 0,1 мм.
Допуск плоскостности поверхности 0,1 мм на площади 100´100 мм.
Допуск плоскостности поверхностей относительно общей прилегающей плоскости 0,1 мм.
Допуск плоскостности каждой поверхности 0,01 мм.
3. Допуск круглости
Допуск круглости вала 0,02 мм.
Допуск круглости конуса 0,02 мм.
4. Допуск цилиндричности
Допуск цилиндричности вала 0,04 мм.
Допуск цилиндричности вала 0,01 мм на длине 50 мм. Допуск круглости вала 0,004 мм.
5. Допуск профиля продольного сечения
Допуск круглости вала 0,01 мм.
Допуск профиля продольного сечения вала 0,016 мм.
Допуск профиля продольного сечения вала 0,1 мм.
6. Допуск параллельности
Допуск параллельности поверхности относительно поверхности А 0,02 мм.
Допуск параллельности общей прилегающей плоскости поверхностей относительно поверхности А 0,1 мм.
Допуск параллельности каждой поверхности относительно поверхности А 0,1 мм.
Допуск параллельности оси отверстия относительно основания 0,05 мм.
Допуск параллельности осей отверстий в общей плоскости 0,1 мм.
Допуск перекоса осей отверстий 0,2 мм.
База - ось отверстия А.
Допуск параллельности оси отверстия относительно оси отверстия А 00,2 мм.
7. Допуск перпендикулярности
Допуск перпендикулярности поверхности относительно поверхности А 0,02 мм.
Допуск перпендикулярности оси отверстия относительно оси отверстия А 0,06 мм.
Допуск перпендикулярности оси выступа относительно поверхности А Æ0,02 мм.
Допуск перпендикулярности осп выступа относительно основания 0,l мм.
Допуск перпендикулярности оси выступа в поперечном направлении 0,2 мм, в продольном направлении 0,1 мм.
База - основание
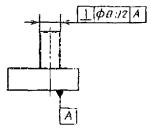
Допуск перпендикулярности оси отверстия относительно поверхности Æ 0,1 мм (допуск зависимый).
8. Допуск наклона
Допуск наклона поверхности относительно поверхности А 0,08 мм.
Допуск наклона оси отверстия относительно поверхности А 0,08 мм.
9. Допуск соосности
Допуск соосности отверстия относительно отверстия Æ 0,08 мм.
Допуск соосности двух отверстий относительно их общей оси Æ 0,01 мм (допуск зависимый).
10. Допуск симметричности
Допуск симметричности паза Т 0,05 мм.
База - плоскость симметрии поверхностей А
Допуск симметричности отверстия Т 0,05 мм (допуск зависимый).
База - плоскость симметрии поверхности А.
Допуск симметричности осп отверстия относительно общей плоскости симметрии пазов АБ Т 0,2 мм и относительно общей плоскости симметрии пазов ВГ Т 0,1 мм.
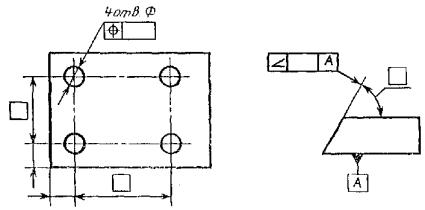
11. Позиционный допуск
Позиционный допуск оси отверстия Æ 9,06 мм.
Позиционный допуск осей отверстий Æ 0,2 мм (допуск зависимый).
Позиционный допуск осей 4-х отверстий Æ 0,1 мм (допуск зависимый).
База - ось отверстия А (допуск зависимый).
Позиционный допуск 4-х отверстий Æ 0,1 мм (допуск зависимый).
Позиционный допуск 3-х резьбовых отверстий Æ 0,1 мм (допуск зависимый) на участке, расположенном вне детали и выступающем на 30 мм от поверхности.
12. Допуск пересечения осей
Допуск пересечения осей отверстий Т 0,06 мм
13. Допуск радиального биения
Допуск радиального биения вала относительно оси конуса 0,01 мм.
Допуск радиального биения поверхности относительно общей оси поверхностен А и Б 0,1 мм
Допуск радиального биения участка поверхности относительно оси отверстия А 0,2 мм
Допуск радиального биения отверстия 0,01 мм
Первая база - поверхность Л. Вторая база - ось поверхности В.
Допуск торцового биения относительно тех же баз 0,016 мм.
14. Допуск торцового биения
Допуск торцового биения на диаметре 20 мм относительно оси поверхности А 0,1 мм
15. Допуск биения в заданном направлении
Допуск биения конуса относительно оси отверстия А в направлении, перпендикулярном к образующей конуса 0,01 мм.
16. Допуск полного радиального биения
Допуск полного радиального биения относительно общей оси поверхностен А и Б 0,1 мм.
17. Допуск полного торцового биения
Допуск полного торцового биения поверхности относительно оси поверхности 0,1 мм.
18. Допуск формы заданного профиля
Допуск формы заданного профиля Т 0,04 мм.
19. Допуск формы заданной поверхности
Допуск формы заданной поверхности относительно поверхностей А, Б, В, Т 0,1 мм.
20. Суммарный допуск параллельности и плоскостности
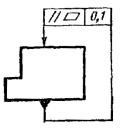
Суммарный допуск параллельности и плоскостности поверхности относительно основания 0,1 мм.
21. Суммарный допуск перпендикулярности и плоскостности
Суммарный допуск перпендикулярности и плоскостности поверхности относительно основания 0,02 мм.
22. Суммарный допуск наклона и плоскостности
Суммарный допуск наклона и плоскостности поверхности относительно основания 0,05 ми
Примечания:
1. В приведенных примерах допуски соосности, симметричности, позиционные, пересечения осей, формы заданного профиля и заданной поверхности указаны в диаметральном выражении.
Допускается указывать их в радиусном выражении, например:
В ранее выпущенной документации допуски соосности, симметричности, смещения осей от номинального расположения (позиционного допуска), обозначенные соответственно знаками или текстом в технических требованиях, следует понимать как допуски в радиусном выражении.
2. Указание допусков формы и расположения поверхностей в текстовых документах или в технических требованиях чертежа следует приводить по аналогии с текстом пояснении к условным обозначениям допусков формы и расположения, приведенным в настоящем приложении.
При этом поверхности, к которым относятся допуски формы и расположения или которые приняты за базу, следует обозначать буквами или проводить их конструкторские наименования.
Допускается вместо слов «допуск зависимый» указывать знак и вместо указаний перед числовым значением символов Æ; R; Т; Т/2 запись текстом, например, «позиционный допуск оси 0,1 мм в диаметральном выражении» или «допуск симметричности 0,12 мм в радиусном выражении».
3. Во вновь разрабатываемой документации запись в технических требованиях о допусках овальности, конусообразности, бочкообразности и седлообразности должна быть, например, следующей: «Допуск овальности поверхности А 0,2 мм (полуразность диаметров).
В технической документации, разработанной до 01.01.80, предельные значения овальности, конусообразности, бочкообразности и седлообразности определяют как разность наибольшего и наименьшего диаметров.
(Измененная редакция, Изм. № 1).
Рабочее место оператора представляет собой отдельный производственный участок, закрепленный за одним рабочим или за бригадой рабочих. Рациональная организация рабочего места повышает эффективность использования станков с ЧПУ и способствует выполнению работы на них c наименьшими затратами труда. Основными факторами, влияющими на организацию рабочего места, являются технологический процесс и организация производства, а также система обеспечения рабочего места заготовками, технической документацией, инструментом, приспособлениями и ремонтообслуживанием оборудования.
Прежде всего рабочее место должно обеспечиваться необходимым количеством заготовок, инструмента и приспособлений для бесперебойной работы в течение смены. Площадь рабочего места должна быть такой, чтобы, с одной стороны, она гарантировала оптимальные условия труда, а с другой - была бы экономически целесообразной.
Одной из наиболее важных характеристик рабочего места является эффективность его внутренней планировки.
На рис. 7.1 показаны рациональные планировки рабочих мест операторов-станочников, обслуживающих токарные (рис. 7.1, а), фрезерные (рис. 7.1, б), сверлильные (рис. 7.1, в) и расточные (рис. 7.1, г) станки с ЧПУ. Планировки разработаны для условий мелкосерийного производства, когда на рабочем месте могут выполняться операции по обработке большой номенклатуры различных заготовок. При этом предполагается, что оператор обслуживает только один станок.
Яндекс.ДиректВсе объявленияФрезерные станки с ЧПУ POLYAX 3D/2D Рабочее поле 1500х2500x250мм. По дереву,цветным металлам. От 445 000рАдрес и телефон polyax.ru
Рис. 7.1. Рациональные планировки рабочих мест операторов станков с ЧПУ:
а - для токарного станка мод. 16К20Ф3; б - для фрезерного станка мод. 6Р13Ф3; в - для сверлильного станка мод. 2Р135Ф2; г - для расточного станка мод. 2А622Ф2; 1 - станок; 2 - устройство ЧПУ; 3 - гидростанция; 4 - решетка под ноги; 5 - тара или стеллаж-подставка; 6 - тумбочка инструментальная; 7 - электрошкаф; в -стеллаж для приспособлений; 9 - ящик для стружки; 10, - стул подъемно-поворотный; 11 - защитный экран.
1. Базирование деталей (заготовок) при обработке.
При разработке технологического процесса механической обработки важным является правильное базирование заготовки.
Под термином база понимают совокупность поверхностей, линий или точек, по отношению к которым ориентируются другие поверхности данной детали или другие детали изделия при их обработке, измерении или сборке.
Базированием заготовки называют установку и закрепление ее в определенном положении относительно станка и режущего инструмента. От правильности расположения заготовки относительно станка и режущего инструмента будет зависеть точность размера, точность геометрической формы и взаимного расположения обработанных поверхностей.
Различают базы конструкторские и технологические.
Конструкторскими базами называют поверхности, линии и точки на чертежах, от которых проставлены размеры.
Поверхности, используемые в технологическом процессе механической обработки и сборки, называют технологическими базами. Они подразделяются на установочные, сборочные и измерительные.
^ Установочными базами называют поверхности обрабатываемой заготовки, используемые при установке ее в приспособлении или непосредственно на станке. В первой стадии механической обработки, когда ни одна поверхность заготовки еще не обработана, ее устанавливают на необработанные поверхности, которые называют черновыми базами. Обработанные поверхности, используемые для закрепления заготовки на станке при выполнении последующих операций, называют чистовыми базами.
^ Измерительными базами называют те поверхности или сочетание поверхностей, линий и точек, от которых производят отсчет размеров при измерении деталей.
^ Основное правило при выборе баз. При выборе и назначении технологических баз необходимо соблюдать
следующие основные правила.
I. Поверхность, принимаемая за технологическую базу, должна по
возможности являться одновременно и конструкторской (основной или
вспомогательной) базой, т.е. технологическая база должна совпадать с
конструкторской (правило совмещения баз).
Конструкторской называется база, используемая для определения положения
детали в изделия. В случае невозможности определения конструкторской базы
по этому признаку (т.е. при отсутствии сборочного чертежа) за
конструкторскую базу следует принимать поверхность, определяемую размером
до обрабатываемой поверхности.
В приведенных на рис.1 примерах поверхности, обозначенные знаком " V ",
являются либо конструкторскими базами, либо измерительными. При
использовании их в качестве технологических баз они обеспечивают отсутствие
погрешности базирования. При несовпадении технологической базы с
конструкторской и измерительной появляется погрешность базирования,
величину которой необходимо определять расчетом.
Рис.1 2. Для определения точности взаиморасположения поверхностей детали,
подлежащих обработке в разных операциях технологического процесса,
желательно сохранять в них постоянство установочной технологической базы
(рис.2). Это правило называется правилом постоянства баз.
3. В качестве установочной технологической базы применять по возможности
наиболее протяженные и наиболее точно и чисто обработанные поверхности.
4. Необработанные поверхности применять в качестве технологических
установочных (черновых) баз только для первых операций технологического
процесса.
5. При использовании черновых баз не допускать на их поверхности наличия
следов литников, выпоров, облоя и других следов.
6. При выборе черновых баз для первой операции желательно использование
таких поверхностей заготовки, которые будут оставаться необработанными
Начало формы
Инструментальные материалы
· Oбщие сведения
· Инструментальные стали
· Твердые металлокерамические сплавы (ВК8, Р6М5, Т15К6...)
Общие сведения
История развития обработки металлов показывает, что одним из эффективных путей повышения производительности труда в машиностроении является применение новых инструментальных материалов. Например, применение быстрорежущей стали вместо углеродистой инструментальной позволило увеличить скорость резания в 2—3 раза. Это потребовало существенно усовершенствовать конструкцию металлорежущих станков, прежде всего увеличить их быстроходность и мощность. Аналогичное явление наблюдалось также при использовании в качестве инструментального материала твердых сплавов. Инструментальный материал должен иметь высокую твердость, для того чтобы в течение длительного времени срезать стружку. Значительное превышение твердости инструментального материала по сравнению с твердостью обрабатываемой заготовки должно сохраняться и при нагреве инструмента в процессе резания. Способность материала инструмента сохранять свою твердость при высокой температуре нагрева определяет его красностойкость (теплостойкость). Режущая часть инструмента должна иметь большую износостойкость в условиях высоких давлений и нагрева. Важным требованием является также достаточно высокая прочность инструментального материала, так как при недостаточной прочности происходит выкрашивание режущих кромок, либо поломка инструмента, особенно при их небольших размерах. Инструментальные материалы должны обладать хорошими технологическими свойствами, т. е. легко обрабатываться в процессе изготовления инструмента и его переточек, а также быть сравнительно дешевыми. В настоящее время для изготовления режущих элементов инструментов применяются следующие материалы: 1) инструментальные стали (углеродистые, легированные и быстрорежущие); 2) твердые сплавы; 3) минералокерамические материалы; 4) алмазы; 5) абразивные материалы.
Инструментальные стали
Режущие инструменты, изготовленные из углеродистых инструментальных сталей У10А, У11А, У12А, обладают достаточной твердостью, прочностью и износостойкостью при комнатной температуре, однако теплостойкость их невелика. При температуре 200 — 250* их твердость резко уменьшается. Поэтому они применяются для изготовления ручных и машинных инструментов, предназначенных для обработки мягких металлов с низкими скоростями резания, таких как напильники, мелкие сверла, развертки, метчики, плашки и др. Углеродистые инструментальные стали имеют низкую твердость в состоянии поставки, что обеспечивает их хорошую обрабатываемость резанием и давлением. Однако они плохо закаливаются и требуют применения при закалке резких закалочных сред, что усиливает коробление инструментов и опасность образования трещин. Инструменты из углеродистых инструментальных сталей плохо шлифуются из-за сильного нагревания, отпуска и потери твердости режущих кромок. Из-за больших деформаций при термической обработке и плохой шлифуемости углеродистые инструментальные стали не используются при изготовлении фасонных инструментов, подлежащих шлифованию, по профилю. С целью улучшения свойств углеродистых инструментальных сталей были разработаны низколегированные стали. Они обладают большей прокаливаемостью и закаливаемостью, меньшей чувствительностью к перегреву, чем углеродистые стали, и в то же время хорошо обрабатываются резанием и давлением. Применение низколегированных сталей уменьшает брак из-за деформации и трещин, по сравнению с получаемым при термической обработке углеродистых сталей. Примером низколегированных сталей может служить сталь У 11Х, которая представляет собой углеродистую сталь с небольшими добавками хрома. Низколегированные стали не превосходят углеродистые стали по режущим свойствам, так как введение в сталь небольшого количества легирующих элементов не повышает теплостойкость стали. Поэтому область применения для низколегированных сталей рекомендуется та же, что и для углеродистых сталей. Легированные инструментальные стали отличаются от углеродистых более высокой прокаливаемостью и закаливаемостью, что позволяет производить закалку инструментов с охлаждением в горячих средах и получать меньшую деформацию. В производстве режущих инструментов из инструментальных легированных сталей наибольшее применение находят хромокремнистая сталь 9ХС и хромовольфрамомарганцовистая сталь ХВГ. У стали 9ХС наблюдается равномерное распределение карбидов по сечению. Это позволяет использовать ее для резьбонарезных инструментов с мелким шагом резьбы, особенно для круглых плашек. Вместе с тем сталь 9ХС имеет повышенную твердость в отожженном состоянии, пониженную обрабатываемость, высокую чувствительность к обезуглероживанию при нагреве. Сталь ХВГ имеет повышенную карбидную неоднородность, что усиливает выкрашивание режущих кромок и не позволяет рекомендовать ее для инструментов, работающих в тяжелых условиях. Применяется она для изготовления таких инструментов, как длинные развертки, метчики, протяжки, для которых крайне нежелательна деформация при закалке. Вместо сталей 9ХС и ХВГ можно применять сталь ХГСВФ. Она имеет меньшую твердость после отжига и обезуглероживается значительно меньше, чем сталь 9ХС. По теплостойкости легированные инструментальные стали незначительно превосходят углеродистые. Они сохраняют высокую твердость при нагреве до 200— 260* С. Поэтому эти стали непригодны для резания с повышенной скоростью, а также для обработки твердых материалов. В настоящее время для изготовления металлорежущих инструментов применяются быстрорежущие стали. В зависимости от назначения их можно разделить на две группы: 1) стали нормальной производительности; 2) стали повышенной производительности. К сталям первой группы относятся Р18, Р12, Р9, Р6МЗ, Р6М5, Р9М4; к сталям второй группы — Р9К5, Р9КЮ, Р10К5Ф5, Р18К5Ф2, Р9Ф5, Р14Ф4, Р18Ф2. В обозначении марок буква Р указывает, что сталь относится к группе быстрорежущих. Цифра, следующая за ней, показывает среднее содержание вольфрама в процентах. Среднее содержание ванадия в стали в процентах обозначается цифрой, проставляемой за буквой Ф, кобальта -— цифрой, следующей за буквой К. Быстрорежущая сталь Р18, содержащая 18% вольфрама, долгое время была наиболее распространенной. Инструменты, изготовленные из этой стали, после термической обработки имеют твердость HRC 62—65, красностойкость 600* С и достаточно высокую прочность. Сталь Р18 сравнительно хорошо шлифуется. Существенным недостатком этой стали является большая карбидная неоднородность, особенно значительная в прутках большого сечения. При увеличении карбидной неоднородности прочность стали снижается и при работе наблюдается выкрашивание режущих кромок инструмента и снижение его стойкости. Большое количество избыточной карбидной фазы делает сталь Р18 более мелкозернистой, менее чувствительной к перегреву при закалке, более износостойкой. Из стали Р18 могут изготовляться всевозможные инструменты, в том числе такие сложные как шеверы, долбяки, протяжки и др. Сталь Р9 по красностойкости и режущим свойствам почти не уступает стали Р18. Недостатком стали Р9 является пониженная шлифуемость, вызываемая сравнительно высоким содержанием ванадия и присутствием в структуре очень твердых карбидов. Вместе с тем сталь Р9, по сравнению со сталью Р18, имеет более равномерное распределение карбидов, несколько большую прочность и пластичность, что облегчает ее деформируемость в горячем состоянии и имеет важное значение для инструментов, получаемых различными методами пластической деформации. Из-за пониженной шлифуемости сталь Р9 применяется в ограниченных пределах. Сталь Р12 равноценна по режущим свойствам стали Р18. По сравнению со сталью Р18 сталь Р12 имеет меньшую карбидную неоднородность, повышенную пластичность и пригодна для инструментов, изготовляемых методом пластической деформации. По сравнению со сталью Р9 сталь Р12 лучше шлифуется, что объясняется более удачным сочетанием легирующих элементов. Стали марок Р18М и Р9М отличаются от сталей Р18 и Р9 тем, что они в своем составе вместо вольфрама содержат до 0,6—1% молибдена (из расчета, что 1% молибдена заменяет 2% вольфрама). Эти стали имеют равномерно распределенные карбиды, но более склонны к обезуглероживанию. Поэтому закалку инструментов из этих сталей необходимо проводить в защитной атмосфере. По своим основным свойствам стали Р18М и Р9М не отличаются от сталей Р18 и Р9 и имеют ту же область применения. Вольфрамомолибденовые стали типа Р6М3, Р6М5 являются новыми сталями, значительно повышающими как прочность, так и стойкость инструмента. Молибден обусловливает меньшую карбидную неоднородность, чем вольфрам, вследствие чего замена 6—10% вольфрама соответствующим количеством молибдена снижает карбидную неоднородность быстрорежущих сталей примерно на 2 балла и соответственно повышает пластичность. Недостаток молибденовых сталей заключается в том, что они имеют повышенную чувствительность к обезуглероживанию. Вольфрамомолибденовые стали рекомендуется применять в промышленности наряду с вольфрамовыми для изготовления инструмента, работающего в тяжелых условиях, когда необходима повышенная износостойкость, пониженная карбидная неоднородность и высокая прочность. Сталь Р18, особенно в крупных сечениях (диаметром более 50 мм], с большой карбидной неоднородностью целесообразно заменять на стали Р6М3 и Р12. Сталь Р12 пригодна для протяжек, сверл, особенно в сечениях диаметром менее 60—70 мм. Сталь Р6М3 целесообразно использовать для инструментов, изготовляемых способом пластической деформации, для инструментов, работающих с динамическими нагрузками, и для инструментов больших сечений с малыми углами заострения на режущей части. Быстрорежущие стали повышенной производительности Р9К5, Р9К10, Р10К5Ф5 используются в основном при обработке жаропрочных сплавов, высокопрочных и нержавеющих сталей, других труднообрабатываемых материалов, а также конструкционных сталей с повышенными режимами резания. В настоящее время применяются кобальтовые и ванадиевые быстрорежущие стали. Легирование быстрорежущих сталей кобальтом и ванадием понижает прочность, но повышает красностойкость до 630—670*С. При этом возрастают их режущие свойства, т. е. повышается стойкость инструмента в 1,5—3,0 раза по сравнению со стойкостью инструментов из стали Р18. Вместе с тем быстрорежущие стали повышенной производительности, содержащие кобальт, имеют повышенную чувствительность к обезуглероживанию. Быстрорежущие стали повышенной производительности шлифуются хуже стали Р18 и требуют более точного соблюдения температур нагрева при термической обработке. В порядке ухудшения шлифуемости рассматриваемые стали располагаются в такой последовательности: Р18Ф2, Р18К5Ф2, Р9К5, Р9К10, Р14Ф4, Р9Ф5, Р10К5Ф5. Ухудшение шлифуемости выражается в повышении износа абразивных кругов и увеличении толщины поверхностного слоя стали, повреждаемого при излишне жестком режиме шлифования. Быстрорежущие стали повышенной производительности из-за технологических недостатков не являются сталями универсального назначения. Они имеют относительно узкие границы применения, более пригодны для инструментов, подвергаемых незначительному профильному шлифованию.
Твердые металлокерамические сплавы
В настоящее время для производства режущих инструментов широко используются твердые сплавы. Они состоят из карбидов вольфрама, титана, тантала, сцементированных небольшим количеством кобальта. Карбиды вольфрама, титана и тантала обладают высокой твердостью, износостойкостью и теплостойкостью. Инструменты, оснащенные твердым сплавом, хорошо сопротивляются истиранию сходящей стружкой и материалом заготовки и не теряют своих -режущих свойств при температуре нагрева до 750—1100* С. Недостатком твердых сплавов, по сравнению с быстрорежущей сталью, является их повышенная хрупкость, которая возрастает с уменьшением содержания кобальта в сплаве. Скорости резания инструментами, оснащенными твердыми сплавами, в 3—4 раза превосходят скорости резания инструментами из быстрорежущей стали. Твердосплавные инструменты пригодны для обработки закаленных сталей и таких неметаллических материалов, как стекло, фарфор и т. п. Производство металлокерамических твердых сплавов относится к области порошковой металлургии. Порошки карбидов смешиваются с порошком кобальта. Из этой смеси прессуются изделия требуемой формы и затем подвергаются спеканию при температуре, близкой к температуре плавления кобальта. Таким путем изготовляются пластинки твердого сплава различных размеров и форм, которыми оснащаются резцы, фрезы, сверла, зенкеры, развертки и др. Пластинки твердого сплава крепятся к державке или корпусу напайкой или механически при помощи винтов и прижимов. Наряду с этим в машиностроительной промышленности применяются мелкоразмерные, монолитные твердосплавные инструменты, состоящие из твердых сплавов. Они изготовляются из пластифицированных заготовок. В качестве пластификатора в порошок твердого сплава вводят парафин до 7—9%. Из пластифицированных сплавов прессуются простые по форме заготовки, которые легко обрабатываются обычным режущим,, инструментом. После механической обработки заготовки спекаются, а затем шлифуются и затачиваются. Из пластифицированного сплава заготовки монолитных инструментов могут быть получены путем мундштучного прессования. В этом случае спрессованные твердосплавные брикеты помещаготся в специальный контейнер с твердосплавным профилированным мундштуком. При продавливании через отверстие мундштука изделие принимает требуемую форму и подвергается спеканию. По такой технологии изготовляются мелкие сверла, зенкеры, развертки и т. п. Монолитный твердосплавный инструмент может также изготовляться из окончательно спеченных твердосплавных цилиндрических заготовок с последующим вышлифовыванием профиля алмазными кругами. В зависимости от химического состава металлокерамические твердые сплавы, применяемые для производства режущего инструмента, разделяются на три основные группы. Сплавы первой группы изготовляются на основе карбидов вольфрама и кобальта. Они носят название вольфрамо-кобальтовых. Это сплавы группы ВК. Ко второй группе относятся сплавы, получаемые на основе карбидов вольфрама и титана и связующего металла кобальта. Это двухкарбидные титановольфрамокобальтовые сплавы группы ТК. Третья группа сплавов состоит из карбидов вольфрама, титана, тантала и кобальта. Это трехкарбидпые титанотанталовольфрамокобальтовые сплавы группы ТТК. К однокарбидиым сплавам группы ВК относятся сплавы: ВК2, ВКЗ, ВК4, ВК6, ВК8, ВК10, ВК15. Эти сплавы состоят из зерен карбида вольфрама, сцементированных кобальтом. В марке сплавов цифра показывает процентное содержание кобальта. Например, сплав ВК8 содержит в своем составе 92% карбида вольфрама и 8% кобальта. Рассматриваемые сплавы применяются для обработки чугуна, цветных металлов и неметаллических материалов. При выборе марки твердого сплава учитывают содержание кобальта, которое предопределяет его прочность. Из сплавов группы ВК сплавы ВК15, ВК10, ВК8 являются наиболее вязкими и прочными, хорошо противостоят ударам и вибрациям, а сплавы ВК2, ВК3 обладают наиболее высокой износостойкостью и твердостью при малой вязкости, слабо сопротивляются ударам и вибрациям. Сплав ВК8 применяется для черновой обработки при неравномерном сечении среза и прерывистом резании, а сплав ВК2 — для чистовой отделочной обработки при непрерывном резании с равномерным сечением среза. Для получистовых работ и черновой обработки с относительно равномерным сечением срезаемого слоя применяются сплавы ВК4, ВК6. Сплавы ВК10 и ВК15 находят применение при обработке резанием специальных труднообрабатываемых сталей. Режущие свойства и качество твердосплавного инструмента определяются не только химическим составом сплава, но и его структурой, т. е. величиной зерна. С увеличением размера зерен карбида вольфрама прочность сплава возрастает, а износостойкость уменьшается и наоборот. В зависимости от размеров зерен карбидной фазы сплавы могут быть мелкозернистые, у которых не менее 50% зерен карбидных фаз имеет размер порядка 1 мкм, среднезернистые — с величиной зерна 1—2 мкм к крупнозернистые, у которых размер зерен колеблется от 2 до 5 мкм. Для обозначения мелкозернистой структуры в конце марки сплава ставится буква М, а для крупнозернистой структуры — буква В. Твердосплавные пластинки одного и того же химического состава, в зависимости от технологии их изготовления, могут иметь различную структуру. Например, вольфрамокобальтовый сплав ВК6, состоящий из 94% карбида вольфрама и 6 % кобальта, изготовляется трех модификаций: со среднезернистой структурой — ВК6, с мелкозернистой структурой — ВК6М и крупнозернистой стру
infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.58.203.255 (0.019 с.)



 , который помещают:
, который помещают:




















































 или текстом в технических требованиях, следует понимать как допуски в радиусном выражении.
или текстом в технических требованиях, следует понимать как допуски в радиусном выражении. и вместо указаний перед числовым значением символов Æ; R; Т; Т/2 запись текстом, например, «позиционный допуск оси 0,1 мм в диаметральном выражении» или «допуск симметричности 0,12 мм в радиусном выражении».
и вместо указаний перед числовым значением символов Æ; R; Т; Т/2 запись текстом, например, «позиционный допуск оси 0,1 мм в диаметральном выражении» или «допуск симметричности 0,12 мм в радиусном выражении».








