Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Порядок загрузки программы в стендСодержание книги
Поиск на нашем сайте
1 На персональном компьютере загрузить программу Keil uVision2. 2 В редакторе Keil набрать текст программы для 8051. 3 Сохранить набранный файл с расширением *.с. 4 Откомпилировать набранную программу соответствующими средствами. 5 Возможные ошибки в программе можно просмотреть в одноименном файле с расширением *.LST. 6 После устранения всех ошибок данные файла с расширением *.НЕХ программой EVAL32.EXE необходимо перенести в стенд. Программа EVAL32.EXE предложит выбрать номер последовательного порта. 7 Вывод на экран подсказки о параметрах программы EVAL32, осуществляется запуском EVAL32.EXE. 8 При передаче данных с персонального компьютера в стенд на экране монитора отображаются передаваемые данные. Эти же данные отображаются на индикаторе стенда HG1. Горит светодиод HL1. 9 После передачи последнего байта при наличии перемычки J1 загруженная программа запускается автоматически. 10 При отсутствии перемычки J1, либо при необходимости перезапуска программы загруженной в стенд нажать кнопку S13. 11 Остановка загруженной программы и переход в режим ожидания на прием данных с персонального компьютера возможно нажатием кнопки S14. При этом гаснет светодиод HL1. 12 Запись новой программы возможна в любой момент времени работы загруженной программы.
Пример загрузки программы в стенд 1 На персональном компьютере запустить программу Keil uVision2.
2 Появится окно с пробной программой.
3 Закрыть текущий проект.
4 Создать новый текстовый документ.
5 Сохранить файл.
6 Сохранить файл будущей программы с именем robot.c.
7 Создать новый проект.
8 Сохранить файл нового проекта с именем robot.
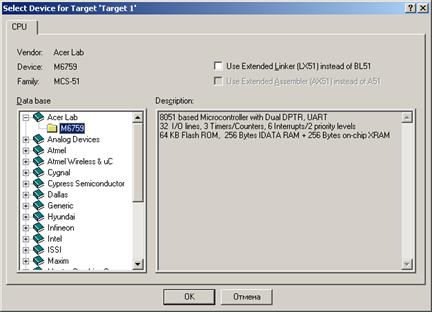
9 Открыть дерево Acer Lab, выделить файл М6759. Принять предложение.
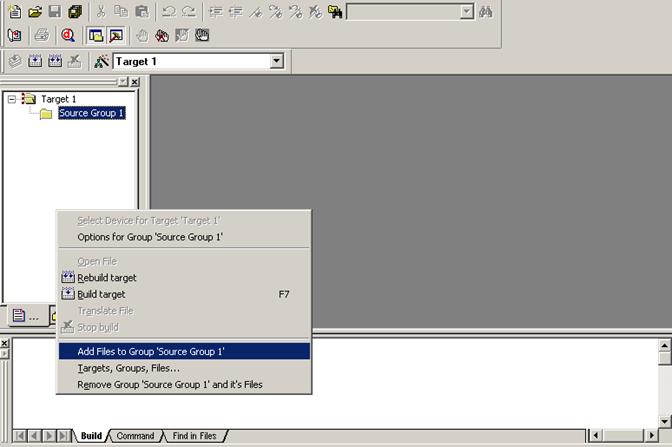
10 Открыть дерево Target 1. Выделив папку Sourse Group 1, щелкнуть правой кнопкой мыши по полю выбора источника для вызова контекстного меню и добавления файла в рабочую группу.
11 Добавить ранее созданный файл robot.с.
13 Добавить ранее скопированный в текущую папку файл Delay.с.
14 Ввести управляющую программу в редактор.
15 В текущей папке необходимо наличие файлов delay.h и delay.с. Пример управляющей программы #include <delay.h> //подключение дополнительных модулей для работы с #include<reg51.h> //портами и задержкой времени
#define PAUSE_ms 1000 //описывается константа для времени задержки (1000 ms)
xdata unsigned char a_55 _at_ 0x8000; //символьная переменная (адресация порта А) xdata unsigned char rus_55 _at_ 0x8003; // символьная переменная (адрес порта //управляющего слова)
void main(void) //виртуальная функция программы { //начало управляющей программы
while(1) //организация цикла(зацикливание) { //начало цикла rus_55=0x80; //инициализация порта delay_ms(PAUSE_ms); //задержка
a_55=0x4; //рука вперед delay_ms(PAUSE_ms); //пауза
a_55=0x24; //схват delay_ms(PAUSE_ms); //пауза
a_55=0x64; //рука вверх delay_ms(PAUSE_ms); //пауза
a_55=0x6C; //рука вправо delay_ms(PAUSE_ms); //пауза
a_55=0x2C; //рука вниз delay_ms(PAUSE_ms); //пауза
a_55=0x0C; //разжать схват delay_ms(PAUSE_ms); //пауза
a_55=0x08; //рука назад delay_ms(PAUSE_ms); //пауза
a_55=0x00; //начальное положение delay_ms(PAUSE_ms); //пауза } //конец цикла } //конец программы 16 Необходимо войти в настройки проекта для настройки компиляции.
17 Выбрать вкладку Output и установить создание загрузочного файла (*.hex).
18 Произвести компиляцию проекта.
19 Об отсутствии ошибок и предупреждений говорится в окне компиляции.
Варианты заданий Подготовлен промышленный робот ПР5, программно-аппаратный комплекс управления «EV8031/AVR», технологическое оборудование - вертикально-фрезерный станок с ЧПУ мод.6520Ф3-36, вспомогательное оборудование – тактовый стол СТ 150. Необходимо:
1.Создать структурную схему комплекса. 2. Создать планировку комплекса с учетом сервисной зоны робота. 3.Составить алгоритм функционирования ПР относительно загрузки или разгрузки станка в соответствии с вариантом задачи. 4. Разработать циклограмму работы роботизированного технологического комплекса. 5. Разработать программу управления роботизированным комплексом. ПЕРВОЕ ЗАДАНИЕ К ОБСЛУЖИВАНИЮ РОБОТОМ СТАНКА. Исходное положение ПР относительно оборудования: рука опущена, втянута, повернута влево к тактовому столу, схват разжат. Станок расположен по правую сторону от тактового стола.
Вариант 1: Получить технологическую команду (выдержка времени 1.0с), взять деталь для обработки из трафарета на тактовом столе и перенести в пневматические тиски на столе станка с ЧПУ. Выдержка времени на исполнительные движения: перемещение руки вверх-вниз – 1.1 с; перемещение руки вправо-влево – 1.2 с; перемещение руки вперед-назад – 1.0 с; разжатие-сжатие схвата – 0.9 с.
Вариант 2: Получить технологическую команду (выдержка времени 1.1с) и перенести деталь после обработки из пневматических тисков станка с ЧПУ в трафарет на тактовом столе. Выдержка времени на исполнительные движения: перемещение руки вверх-вниз – 1.3 с; перемещение руки вправо-влево – 1.1 с; перемещение руки вперед-назад – 1.2 с; разжатие-сжатие схвата – 0.8 с.
Вариант 3: Взять деталь для обработки из трафарета на тактовом столе, повернуться к станку, подождать технологической команды (выдержка времени 1.4с) и перенести в пневматические тиски на столе станка с ЧПУ. Выдержка времени на исполнительные движения: перемещение руки вверх-вниз – 1.0 с; перемещение руки вправо-влево – 1.3 с; перемещение руки вперед-назад – 1.1 с; разжатие-сжатие схвата – 0.7 с.
Вариант 4: Получить технологическую команду (выдержка времени 1.4с), взять деталь после обработки из пневматических тисков сверлильного станку с ЧПУ, повернуться к тактовому столу, подождать технологической команды(выдержка времени 1.5с) и положить деталь в трафарет. Выдержка времени на исполнительные движения: перемещение руки вверх-вниз – 1.2 с; перемещение руки вправо-влево – 1.0 с; перемещение руки вперед-назад – 1.3 с; разжатие-сжатие схвата – 1.0 с.
Вариант 5:Получить технологическую команду (выдержка времени 0.7с), взять деталь для обработки из трафарета на тактовом столе и переместить к станку, выдержать время окончания обработки на станке (выдержка времени 1.3с), загрузить в пневматические тиски на столе станка с ЧПУ. Выдержка времени на исполнительные движения: перемещение руки вверх-вниз – 1.4 с; перемещение руки вправо-влево – 0.9 с; перемещение руки вперед-назад – 1.5 с; разжатие-сжатие схвата – 0.7 с.
Вариант 6: Взять деталь после обработки из пневматических тисков сверлильного станка с ЧПУ, повернуться к тактовому столу, подождать технологической команды (выдержка времени 1.4с) и положить деталь в трафарет. Выдержка времени на исполнительные движения: перемещение руки вверх-вниз – 1.5 с; перемещение руки вправо-влево – 1.1 с; перемещение руки вперед-назад – 1.6 с; разжатие-сжатие схвата – 0.8 с.
Вариант 7. Выдержать время окончания обработки на станке (выдержка времени 1.0 с) и перенести деталь после обработки из пневматических тисков сверлильного станка с ЧПУ в накопитель заготовок. Выдержка времени на исполнительные движения: перемещение руки вверх-вниз – 0.9 с; перемещение руки вправо-влево – 1.2 с; перемещение руки вперед-назад – 1.0 с; разжатие-сжатие схвата – 0.6 с.
ВТОРОЕ ЗАДАНИЕ К ОБСЛУЖИВАНИЮ РОБОТОМ СТАНКА. Исходное положение ПР относительно оборудования: рука опущена, втянута, повернута влево к станку, схват разжат. Тактовый стол расположен по правую сторону от станка.
Вариант 8: Получить технологическую команду (выдержка времени 1.0с), взять деталь для обработки из трафарета на тактовом столе и перенести в пневматические тиски на столе станка с ЧПУ. Выдержка времени на исполнительные движения: перемещение руки вверх-вниз – 1.1 с; перемещение руки вправо-влево – 1.2 с; перемещение руки вперед-назад – 1.0 с; разжатие-сжатие схвата – 0.9 с.
Вариант 9: Получить технологическую команду (выдержка времени 1.1с) и перенести деталь после обработки из пневматических тисков станка с ЧПУ в трафарет на тактовом столе. Выдержка времени на исполнительные движения: перемещение руки вверх-вниз – 1.3 с; перемещение руки вправо-влево – 1.1 с; перемещение руки вперед-назад – 1.2 с; разжатие-сжатие схвата – 0.8 с.
Вариант 10: Взять деталь для обработки из трафарета на тактовом столе, повернуться к станку, подождать технологической команды (выдержка времени 1.4с) и перенести в пневматические тиски на столе станка с ЧПУ. Выдержка времени на исполнительные движения: перемещение руки вверх-вниз – 1.0 с; перемещение руки вправо-влево – 1.3 с; перемещение руки вперед-назад – 1.1 с; разжатие-сжатие схвата – 0.7 с.
Вариант 11: Получить технологическую команду (выдержка времени 1.4с), взять деталь после обработки из пневматических тисков сверлильного станку с ЧПУ, повернуться к тактовому столу, подождать технологической команды(выдержка времени 1.5с) и положить деталь в трафарет. Выдержка времени на исполнительные движения: перемещение руки вверх-вниз – 1.2 с; перемещение руки вправо-влево – 1.0 с; перемещение руки вперед-назад – 1.3 с; разжатие-сжатие схвата – 1.0 с.
Вариант 12:Получить технологическую команду (выдержка времени 0.7с), взять деталь для обработки из трафарета на тактовом столе и переместить к станку, выдержать время окончания обработки на станке (выдержка времени 1.3с), загрузить в пневматические тиски на столе станка с ЧПУ. Выдержка времени на исполнительные движения: перемещение руки вверх-вниз – 1.4 с; перемещение руки вправо-влево – 0.9 с; перемещение руки вперед-назад – 1.5 с; разжатие-сжатие схвата – 0.7 с.
Вариант 13: Взять деталь после обработки из пневматических тисков сверлильного станка с ЧПУ, повернуться к тактовому столу, подождать технологической команды (выдержка времени 1.4с) и положить деталь в трафарет. Выдержка времени на исполнительные движения: перемещение руки вверх-вниз – 1.5 с; перемещение руки вправо-влево – 1.1 с; перемещение руки вперед-назад – 1.6 с; разжатие-сжатие схвата – 0.8 с.
Вариант 14. Выдержать время окончания обработки на станке (выдержка времени 1.0 с) и перенести деталь после обработки из пневматических тисков сверлильного станка с ЧПУ в накопитель заготовок. Выдержка времени на исполнительные движения: перемещение руки вверх-вниз – 0.9 с; перемещение руки вправо-влево – 1.2 с; перемещение руки вперед-назад – 1.0 с; разжатие-сжатие схвата – 0.6 с. Контрольные вопросы
1. На базе какого контроллера собран программно-аппаратный комплекс«EV8031/AVR». 2. Расположение основных органов управления и микросхем на плате стендаEV8031/AVR 3. Охарактеризовать основные элементы стенда EV8031/AVR РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
1.Станочное оборудование гибких производственных систем: Справочное пособие /Е.С.Пуховский, А.Б.Кукарин, И.В.Воченко и др.— К.: Техника, 1990 — 175с. 2.Справочник технолога – машиностроителя. В 2-х т./Под ред. А.Г.Косиловой и Р.К.Мещерякова.—М.: Машиностроение, 1985 3.Промышленные роботы: Справочник.— М.:Машиностроение, 1988 — 392с. 4.Металлорежущие станки с ЧПУ.Каталог.—НКИИ.—1972 - 259с. 5.Бурдаков С.Ф., Дьяченко В.А., Тимофеев А.И. Проектирование манипуляторов промышленных роботов и робототизированных комплексов. - М.: Высш. шк, 1986. - 264 с. 6.Механика промышленных роботов. Уч. Пособие: В 3 кн. Кн.3: Основы конструирования/ Е.И.Воробьев, А.В.Бабич, К.П.Шуков и др.-М.: Высш. шк, 1989. - 383 с.
|
||||||||||
|
|
Последнее изменение этой страницы: 2017-01-24; просмотров: 210; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.117.78.215 (0.007 с.) |