
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Строгание шпона(параметры строгания, оборудование) и режимы.
Строганый шпон представляет собой тонкие листы древесины, полученные методом строгания древесины. Он применяется, в основном, в качестве облицовочного материала. Технические условия на строганый шпон указаны в ГОСТ 2977-82. Шпон изготавливается из древесины следующих пород: лиственных: мелкорассеянно-сосудистых - березы, бука, граба, груши, клена, красного дерева (дибету, макоре, моаби, сапели), липы, ольхи, ореха, осины, тополя, ивы; крупнорассеянно-сосудистых - красного дерева (аиле, боссе, лимба, африканские махогони или акажу, окуле, сило, тиама, фрами-ре); кольцесосудистых - бархатного дерева, вяза, дуба, ильма, карагача, каштана, ясеня; хвойных: лиственницы, сосны. В зависимости от текстуры древесины шпон подразделяют на виды, указанные в табл. 4.2. В зависимости от качества древесины и размеров по длине и ширине - на сорта: 1 и 2.
.
ГТО 12. Качество сушки п/м.Категории качества. Показатели качества сушки их нормирование и контроль. Древесина, выпускаемая из сушилки, должна соответствовать своему назначению. Так как назначение древесины может быть различным, различными должны быть и требования к качеству сушки. В зависимости от этих требований установлено четыре категории качества сушки: первая (I) категория — сушка п/м до эксплуатационной влажности, обеспечивающая особо точную механическую обработку и сборку деталей и узлов наиболее квалифицированных изделий (музыкальные инструменты, точные приборы, спортинвентарь и т. п.); вторая (II) категория — сушка до эксплуатационной влажности, обеспечивающая точную механическую обработку деталей и узлов квалифицированных изделий (мебель, столярно-строительные изделия, внутреннее оборудование пассажирских вагонов и судов и т. п.); третья (III) категория — сушка до эксплуатационной влажности пиломатериалов для менее квалифицированных изделий деревообработки (тара, товарные вагоны, строительный погонаж и т. п.); нулевая (0) категория — сушка товарных пиломатериалов до транспортной влажности. Качество сушки характеризуется несколькими показателями. К ним относятся средняя величина конечной влажности, равномерность конечной влажности, определяемая, отклонениями влажности отдельных досок от средней влажности партии (штабеля), перепад влажности по толщине пиломатериалов, остаточные внутренние напряжения изделия. Товарные п/м рекомендуется сушить до конечной влажности 16 % при их толщине до 32 мм, 18 % при толщине свыше 32 до 50 мм и 20 % при толщине свыше 50 мм.
Контроль показателей качества сушки производится следующим образом. Среднюю конечную влажность и отклонения от нее устанавливают путем отбора из штабеля не менее 9 контрольных досок, от которых отпиливают по 2 секции влажности.Для определения перепада влажности по толщине пиломатериалов от нескольких контрольных досок (не менее 5 для первой и не менее 3 — для других категорий качества) рядом с секциями влажности вырезают так называемые секции послойной влажности, которые раскалывают на слои по схеме. Влажность каждого слоя определяют весовым способом. Показателем перепада влажности по толщине Остаточные внутренние напряжения определяют по силовым секциям, которые выпиливают из тех же контрольных досок и в том же количестве, как для контроля перепада влажности по толщине. пада влажности по толщине. Условным показателем остаточных напряжений считается средняя по всем секциям относительная деформация зубцов fср, вычисляемая для каждой секции по выражению f =100(S—S1)/2l, где S, Si — размеры секции (рис.а), измеряемые с помощью индикаторной скобы или штангенциркуля с точностью 0,1 мм. Для обеспечения требуемых качественных показателей сушку пиломатериалов, особенно I и II категорий, следует заканчивать по определенным правилам. При достижении контрольными образцами заданной конечной влажности назначают влаготеплообработку. По окончании ее в течение 1—4 ч, в зависимости от толщины сортиментов, увлажненную поверхность древесины подсушивают при психрометрической разности последней ступени режима, после чего проверяют показатели качества сушки. Если древесина отвечает предъявляемым к ней требованиям, ее охлаждают в камере до 30—40 °С при выключенных калориферах и открытых приточно-вытяжных каналах, а затем выгружают. Если же пиломатериалы просушены недостаточно качественно, например имеют недопустимые отклонения конечной влажности (что бывает чаще всего), проводят так называемую кондиционирующую обработку с целью выравнивания влажности. При кондиционирующей обработке в камере поддерживается состояние среды, обеспечивающее снижение влажности недосушенных и увлажнение пересушенных сортиментов. Если сушка ведется режимами низкотемпературного процесса, температура во время обработки сохраняется на уровне последней ступени режима, а степень насыщенности должна быть равновесна заданной конечной влажности, увеличенной на 1 %.При сушке высокотемпературными режимами в среде перегретого пара температура во время обработки снижается до уровня, обеспечивающего требуемую равновесную степень насыщенности.
|
||||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 415; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.227.0.192 (0.005 с.) |
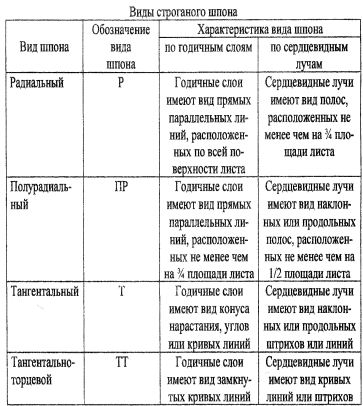 Количество пороков древесины не должно превыш ать, указанных в ГОСТ.Шпон может быть обрезным и прирезным. Параметр шероховатости поверхности Rm maX должен быть не более мкм для дуба, ясеня, ильма, лиственницы, сосны и крупнорассеянно-сосудистых пород; для древесины остальных пород не более 100 мкм.В условное обозначение строганого шпона входят: порода древесины, вид шпона, сорт, толщина, обозначение настоящего стандарта. Пример условного обозначения шпона ясеневой породы, полурадиального вида, 2 сор та, толщиной 0,8 мм: Ясень TIP2 -0,8 ГОСТ2977-82. Учет шпона производят в квадратных метрах с точностью до 0,001 м2.Строганием шпона называется поперечно-продольное резание древесины в плоскости параллельной волокнам. Процесс строгания характеризуется возвратно-поступательным движением ножа относительно неподвижного во время резания материала (может быть, наоборот, материал движется, нож неподвижен). Материал периодически (после каждого двойного хода ножа) перемещается на величину подачи, равную толщине срезаемого слоя (стружки).Для строгания так же, как для лущения, важно соблюдение режимов обработки, то есть, температуры древесины, угловых параметров ножа и прижимной линейки, величины обжима и т. д. Рис. Схема строгания шпона
Количество пороков древесины не должно превыш ать, указанных в ГОСТ.Шпон может быть обрезным и прирезным. Параметр шероховатости поверхности Rm maX должен быть не более мкм для дуба, ясеня, ильма, лиственницы, сосны и крупнорассеянно-сосудистых пород; для древесины остальных пород не более 100 мкм.В условное обозначение строганого шпона входят: порода древесины, вид шпона, сорт, толщина, обозначение настоящего стандарта. Пример условного обозначения шпона ясеневой породы, полурадиального вида, 2 сор та, толщиной 0,8 мм: Ясень TIP2 -0,8 ГОСТ2977-82. Учет шпона производят в квадратных метрах с точностью до 0,001 м2.Строганием шпона называется поперечно-продольное резание древесины в плоскости параллельной волокнам. Процесс строгания характеризуется возвратно-поступательным движением ножа относительно неподвижного во время резания материала (может быть, наоборот, материал движется, нож неподвижен). Материал периодически (после каждого двойного хода ножа) перемещается на величину подачи, равную толщине срезаемого слоя (стружки).Для строгания так же, как для лущения, важно соблюдение режимов обработки, то есть, температуры древесины, угловых параметров ножа и прижимной линейки, величины обжима и т. д. Рис. Схема строгания шпона Рекомендации по установке ножа и линейки:Угол заточки ножа (β = 16... 18°, задний угол а = 1...2°. Высота нажимной фаски линейки (мм) над режущей кромкой ножа определяется в зависимости от степени обжима, h = S (1-
Рекомендации по установке ножа и линейки:Угол заточки ножа (β = 16... 18°, задний угол а = 1...2°. Высота нажимной фаски линейки (мм) над режущей кромкой ножа определяется в зависимости от степени обжима, h = S (1-  /100), где S - толщина шпона, мм; Д -степень обжима шпона, %. Практически
/100), где S - толщина шпона, мм; Д -степень обжима шпона, %. Практически  , где
, где  - (угол резания). Подставляя значение h, получим S (1 -
- (угол резания). Подставляя значение h, получим S (1 - 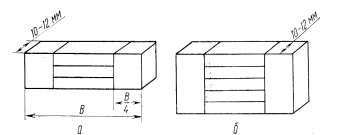 Рис. Схема секций послойной влажности при толщине пиломатериалов до 32 мм (а) и свыше 32 мм (б)
Рис. Схема секций послойной влажности при толщине пиломатериалов до 32 мм (а) и свыше 32 мм (б) и Wпов — влажность центрального и поверхностных слоев.
и Wпов — влажность центрального и поверхностных слоев.


