Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Открепить поворотный стол приспособления, повернуть на 180 градусов и закрепить
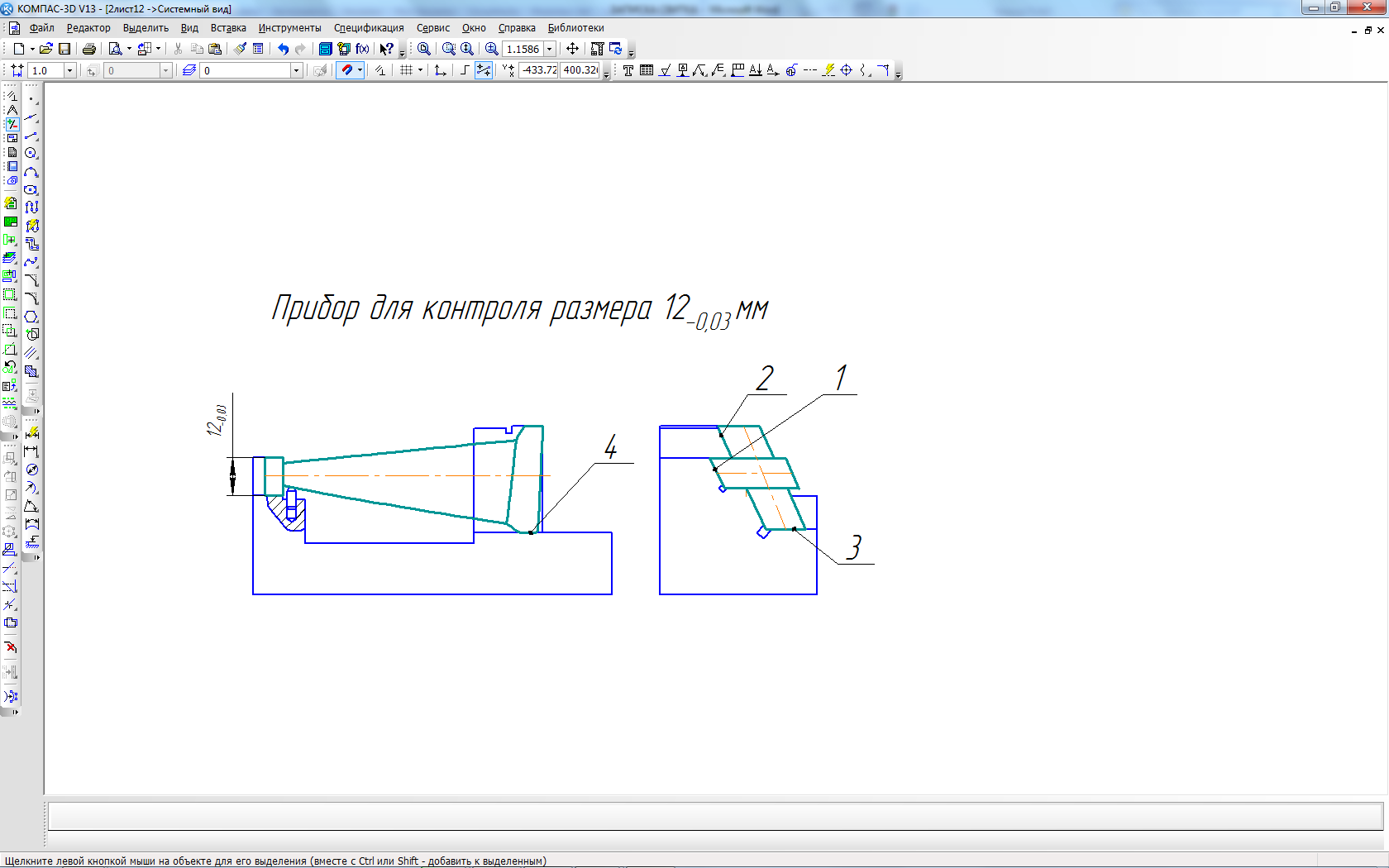
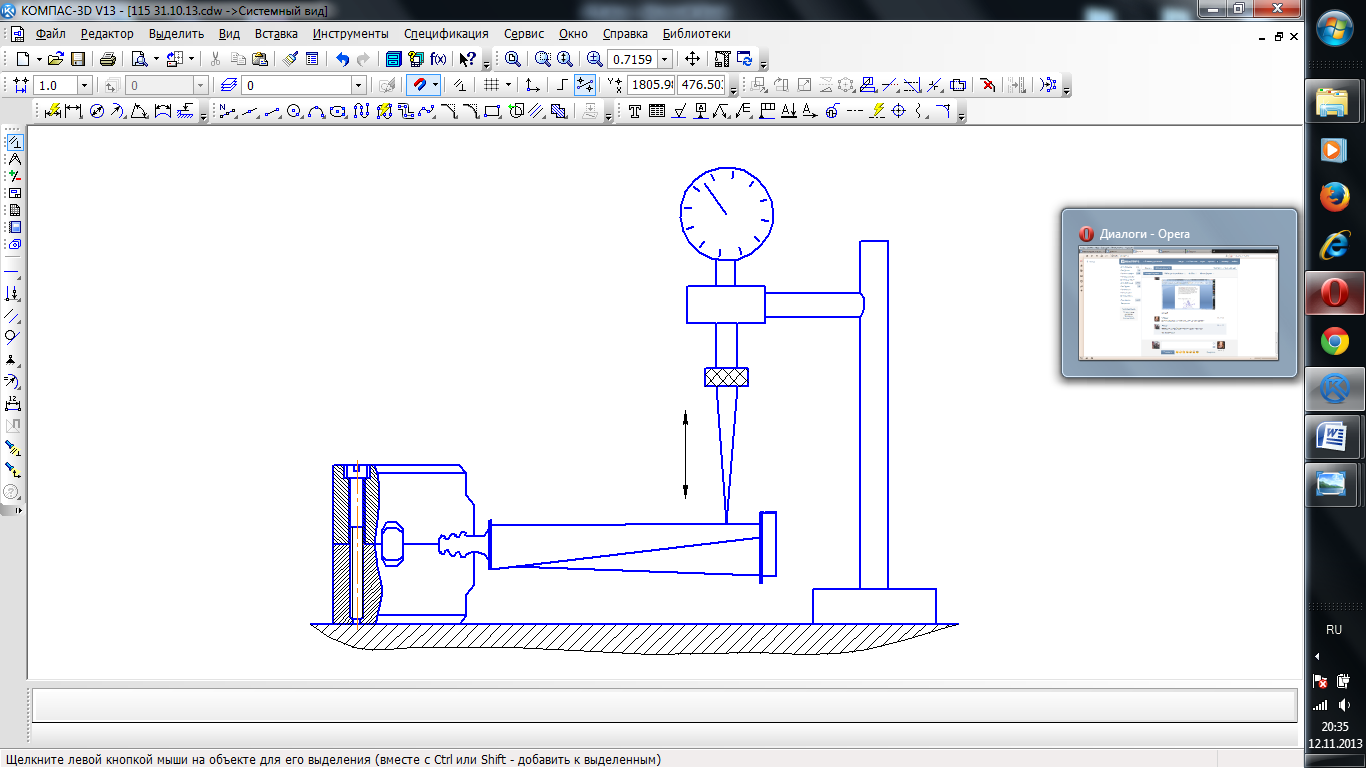
Подается сжатый воздух, поднимается поршень и диск перепада, ручкой поворачивается поворотный стол на 180 градусов, за счет поворота диск перепада выходит из пазов основания стола и за счет этого поворотный стол поднимается. Сжатым воздухом закрепляется. На данной операции производится контроль при помощи измерительного инструмента, представленного на Рис.4.
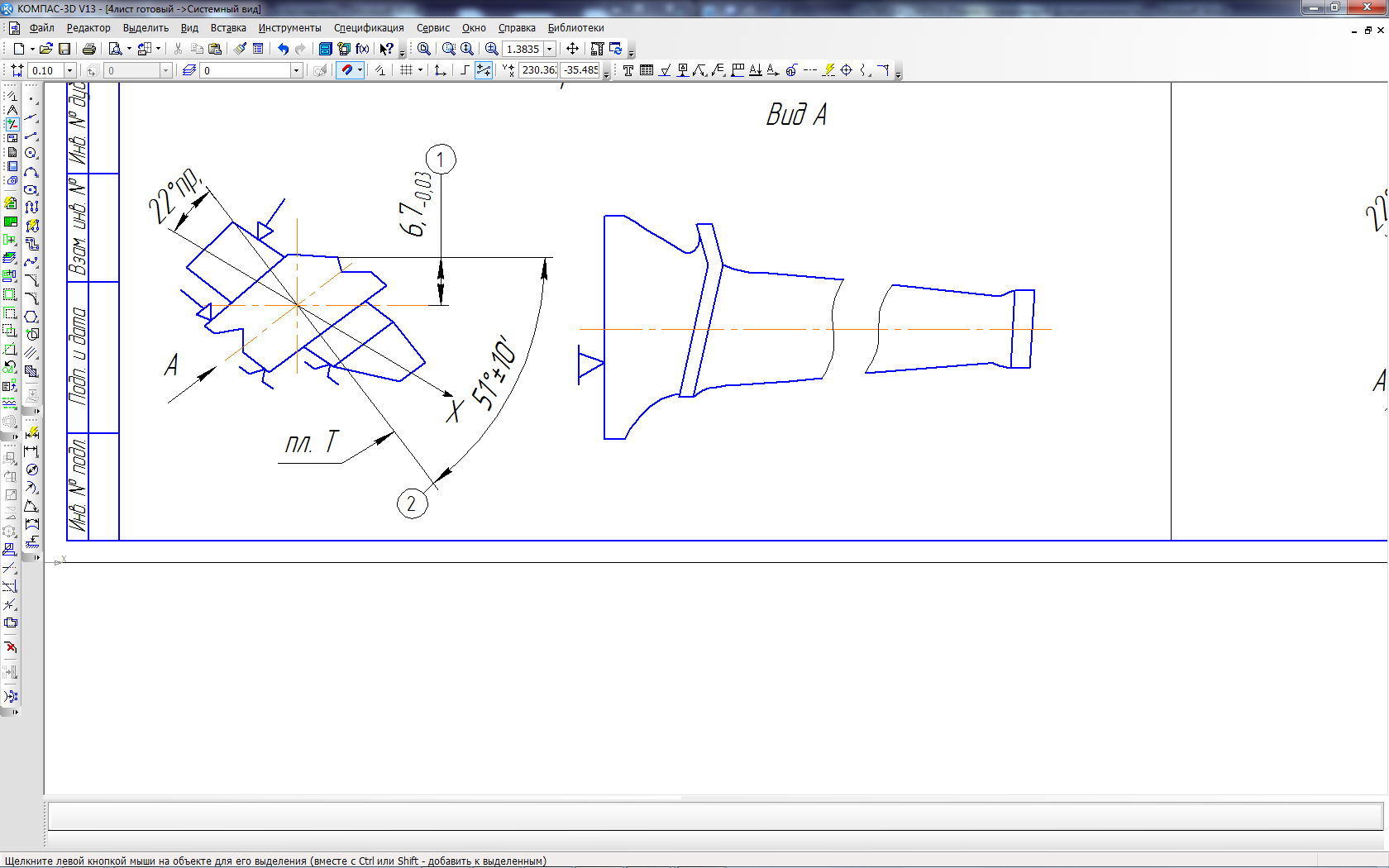
Рис.4 Лопатка ставится в контрольную подставку на ложементы 3,4 боковыми поверхностями замковой и бандажной полок со стороны выходной кромки. Упирается лопатка на поверхности 1,2: боковой поверхностью бандажной полки со стороны корытца и боковой поверхностью лабиринтной полки со стороны корытца и контролируется размер 12мм. Допустимое отклонение индикатора от настройки по контрольным базам прибора не более 0,03мм в тело детали. Индикатор настраивается по контрольным базам подставки. Шлифовать поверхность 4 Повторить переход 3 (привести поворотный стол в исходное положение) Открепить, снять деталь Операция 65
1. Установить деталь в приспособление и закрепить.(приспособление 7208-6303)
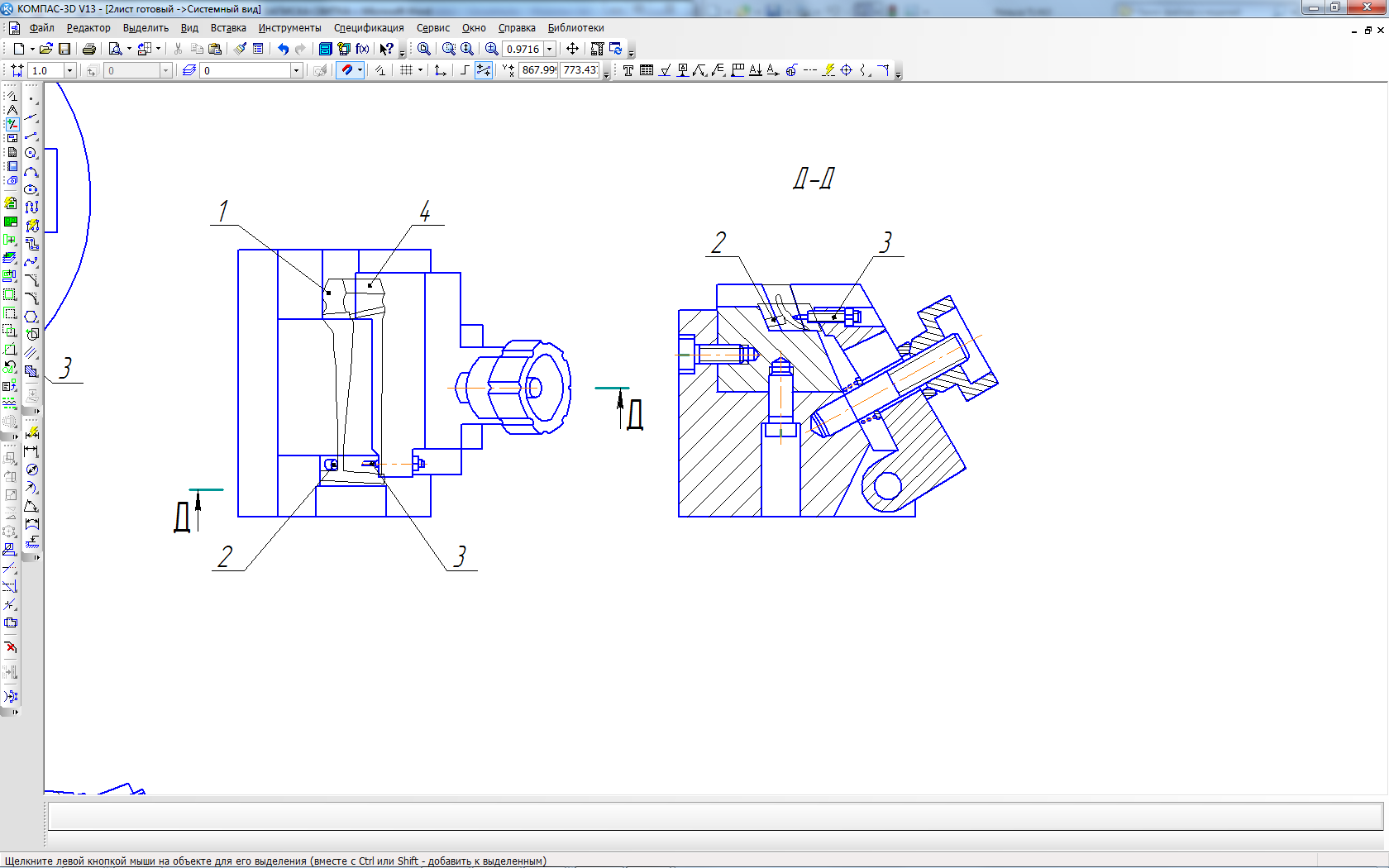
Рис.5 Лопатка устанавливается на ложементы: хвостовиком со стороны входной кромки на ложемент 4, замковой полкой со стороны спинки на ложемент 1. Упирается лопатка на штифт 4 нижней частью бондажной полки со стороны корыта и далее зажимается регулируемым упором 3 со стороны корыта в периферийном сечении.
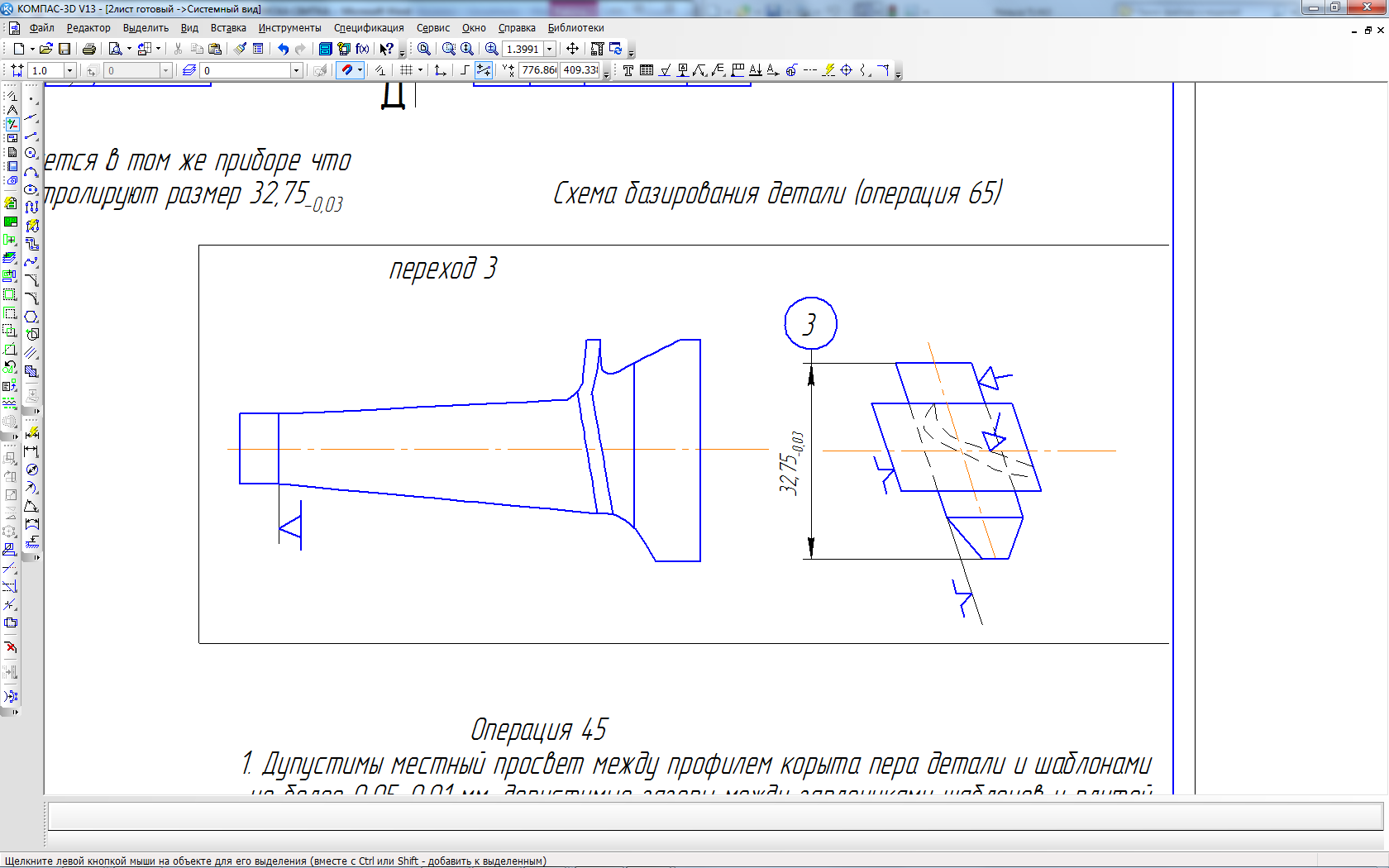
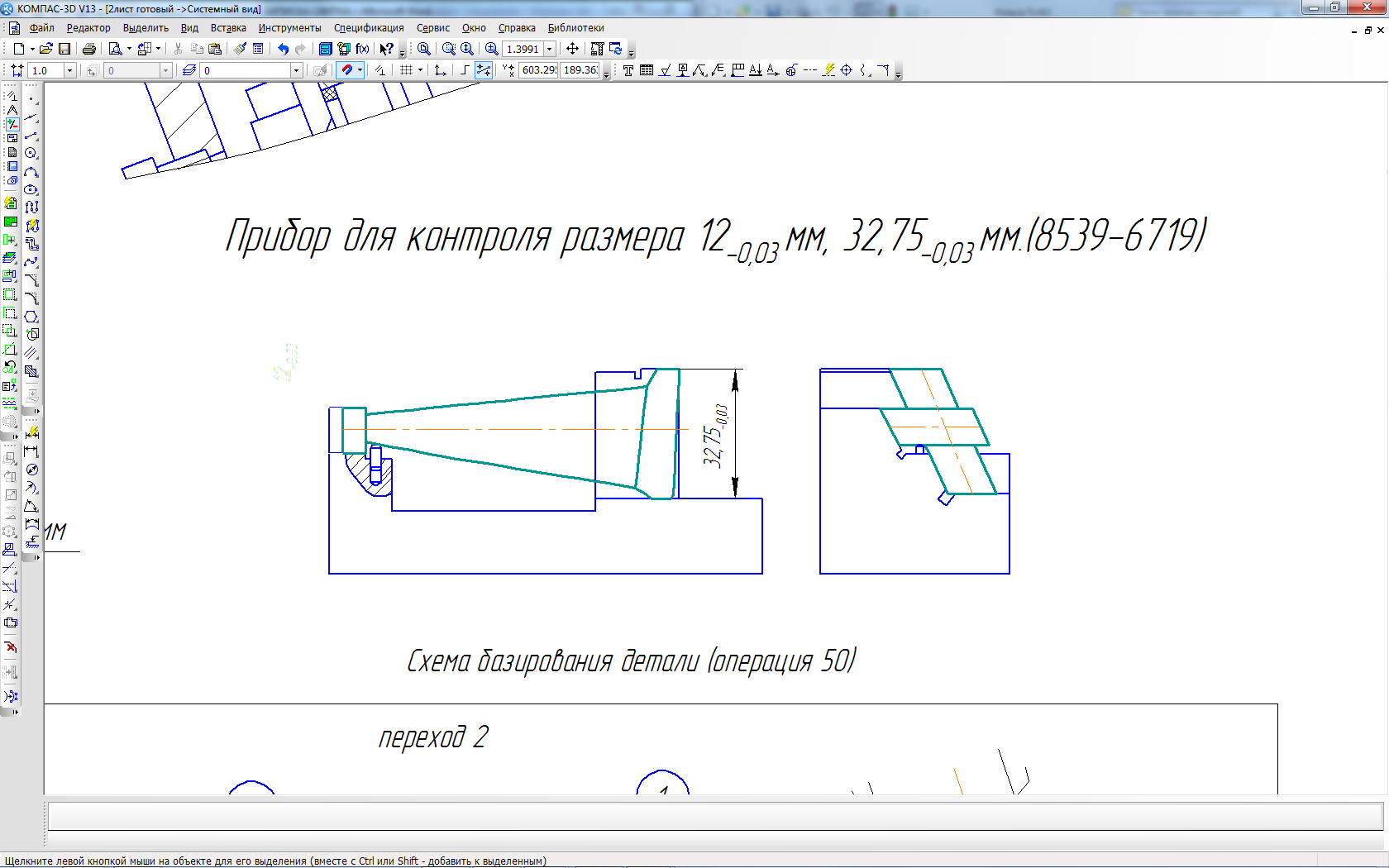
Шлифовать замковую полку в размер 1 Контроль осуществляется в контрольной подставке (8539-6719) Лопатка ставится в контрольную подставку и контролируется размер 12мм. Схема установки на контрольную подставку соответствует схеме в операции 45. Допустимое отклонение индикатора от настройки по контрольным базам прибора не более 0,03мм в тело детали. Индикатор настраивается по контрольным базам подставки.
Рис.6 Открепить, снять деталь. Операция 115. В ходе выполнения операции получают елочный профиль хвостовика методом глубинного шлифования. Лопатка закрепляется в кассете 7694-6253. Базами при обработке являются поверхности замковой и лабиринтной полок со стороны корытца, которые устанавливаются на ложемент 3 с упором 9 в поверхности полок со стороны выходной кромки и торцевую поверхность лабиринтной полки. Зажим осуществляется по поверхностям полок со стороны спинки за счет прижимной планки а также зажимом 4. Обработка ведется на станке ЛШ-220, одновременно обрабатываются 4 лопатки. После 1-го прохода кассеты кантуются и ведется обработка 2-й стороны хвостовика. В качестве СОЖ используется «АКВОЛ-2»,проходящий в станке в процессе работы две ступени очистки, первая от механических примесей в фильтрах и баке отстойнике, вторая в батареях «Циклон».
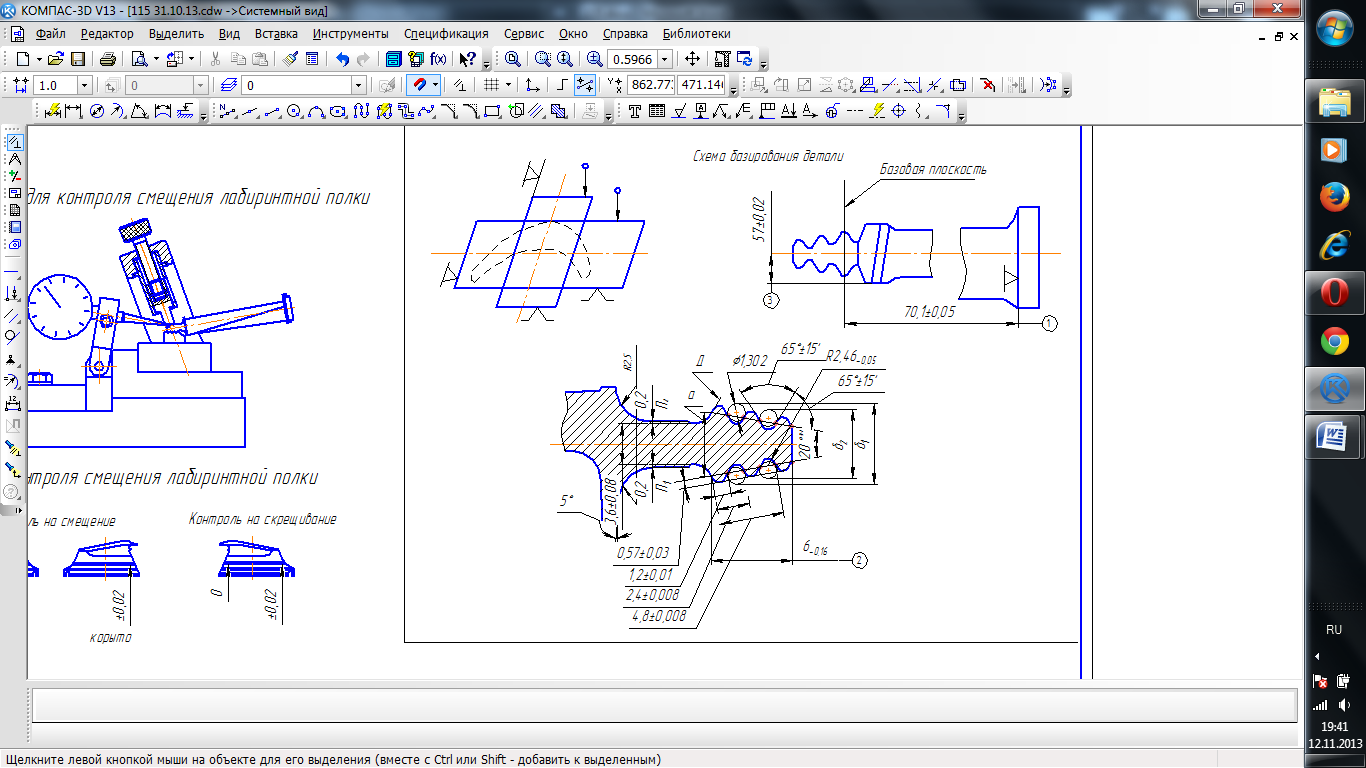
Контроль осуществляется на приборе 8539-6235. Рис.7
При выполнении операции выдерживаются следующие размеры
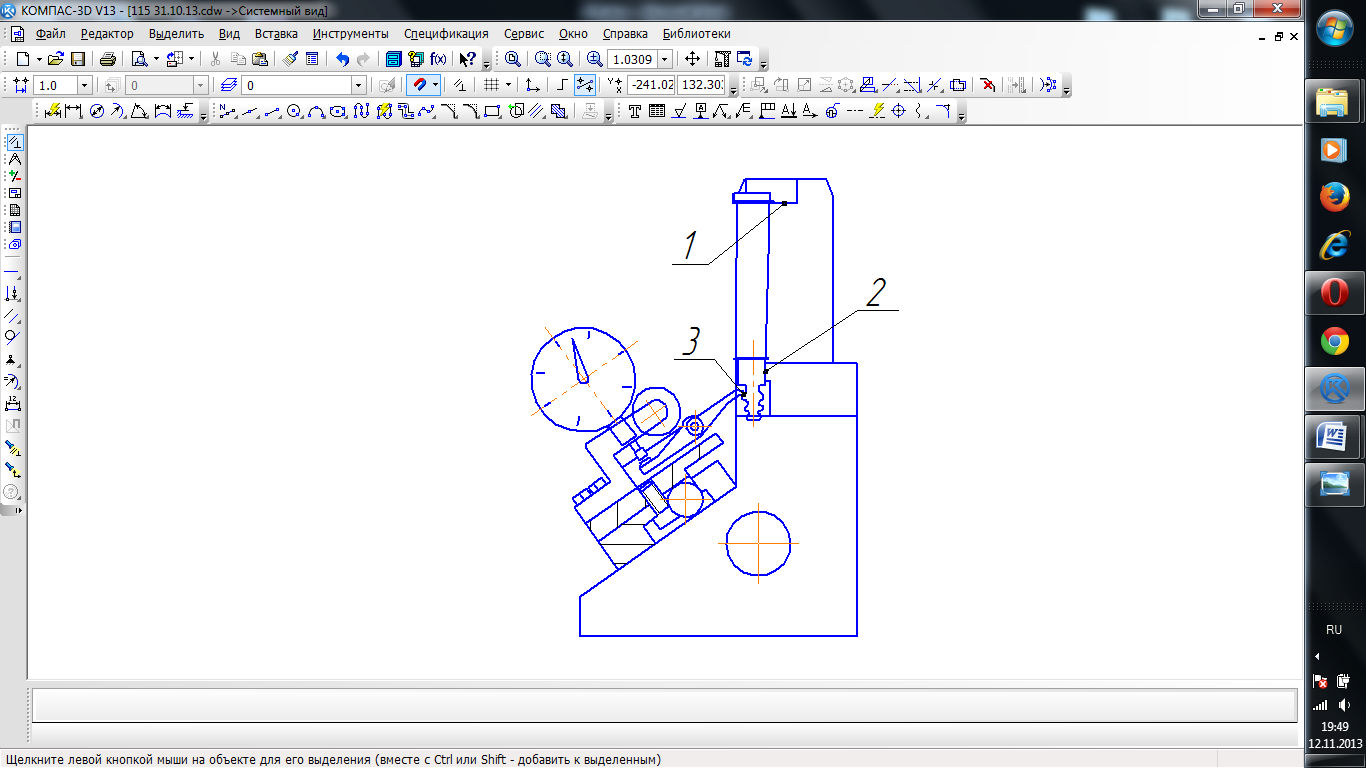
Размер 1 контролируется в приборе 8539-6731 (Рис.8)
Рис.8 Лопатка устанавливается в приспособление на ложемент 1 нижней поверхностью бандажной полки со стороны корыта, упираясь в плоскость 2 боковой поверхностью замковой полки со стороны корыта. Далее к лопатке подводиться предварительно настроенный по эталону индикатор. Поверхностью касания индикатора и лопатки является базовая плоскость лопатки 3. Допустимое отклонение индикатора от настройки +(-)0,04мм. Размер 2 обеспечивается выполнением размера 1. Размер 3 контролируют в приборе 8539-6230 (Рис.9)
Рис.9 Лопатку закрепляют в приспособлении в зажиме 1. Зажимается хвостовик. Далее с помощью индикатора 2, предварительно настроенного по эталону, контролируют размер 3. Отклонение индикатора от настройки +(-)0,04мм.
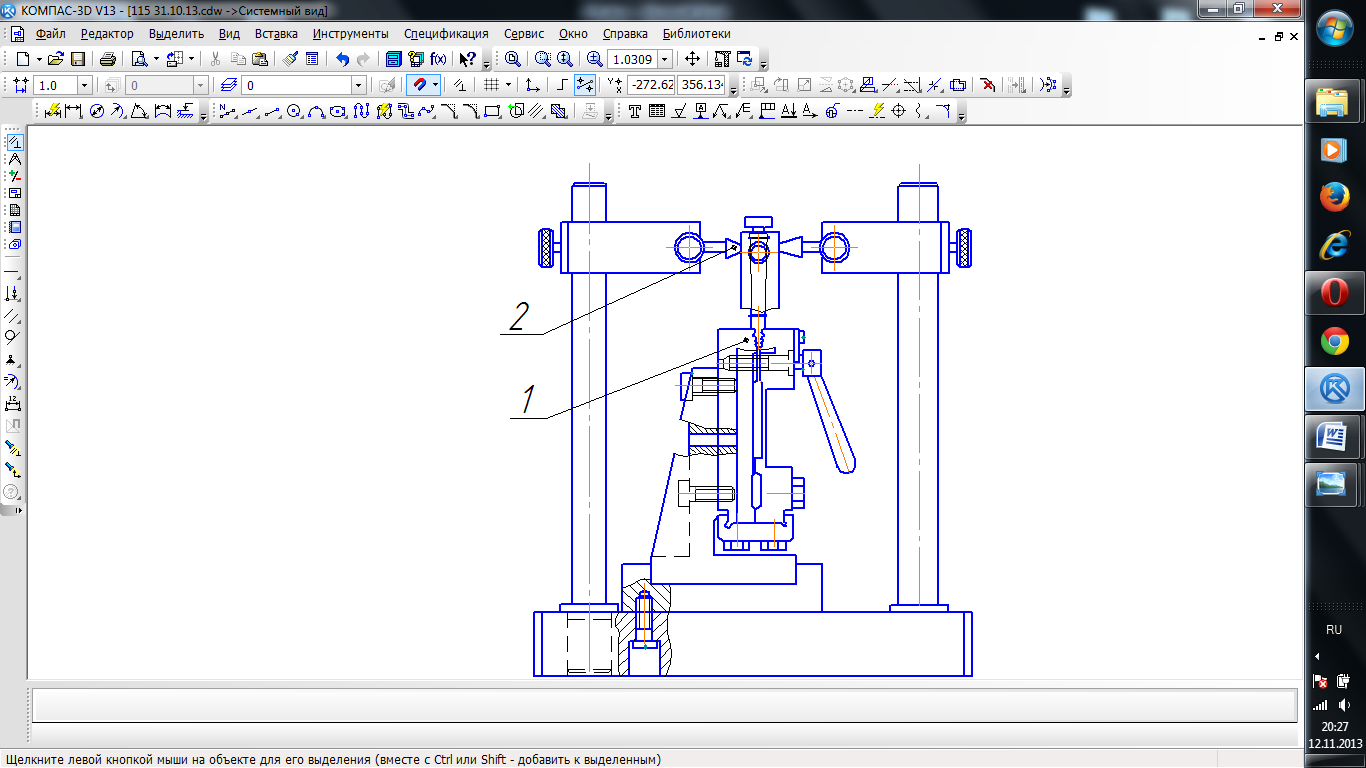
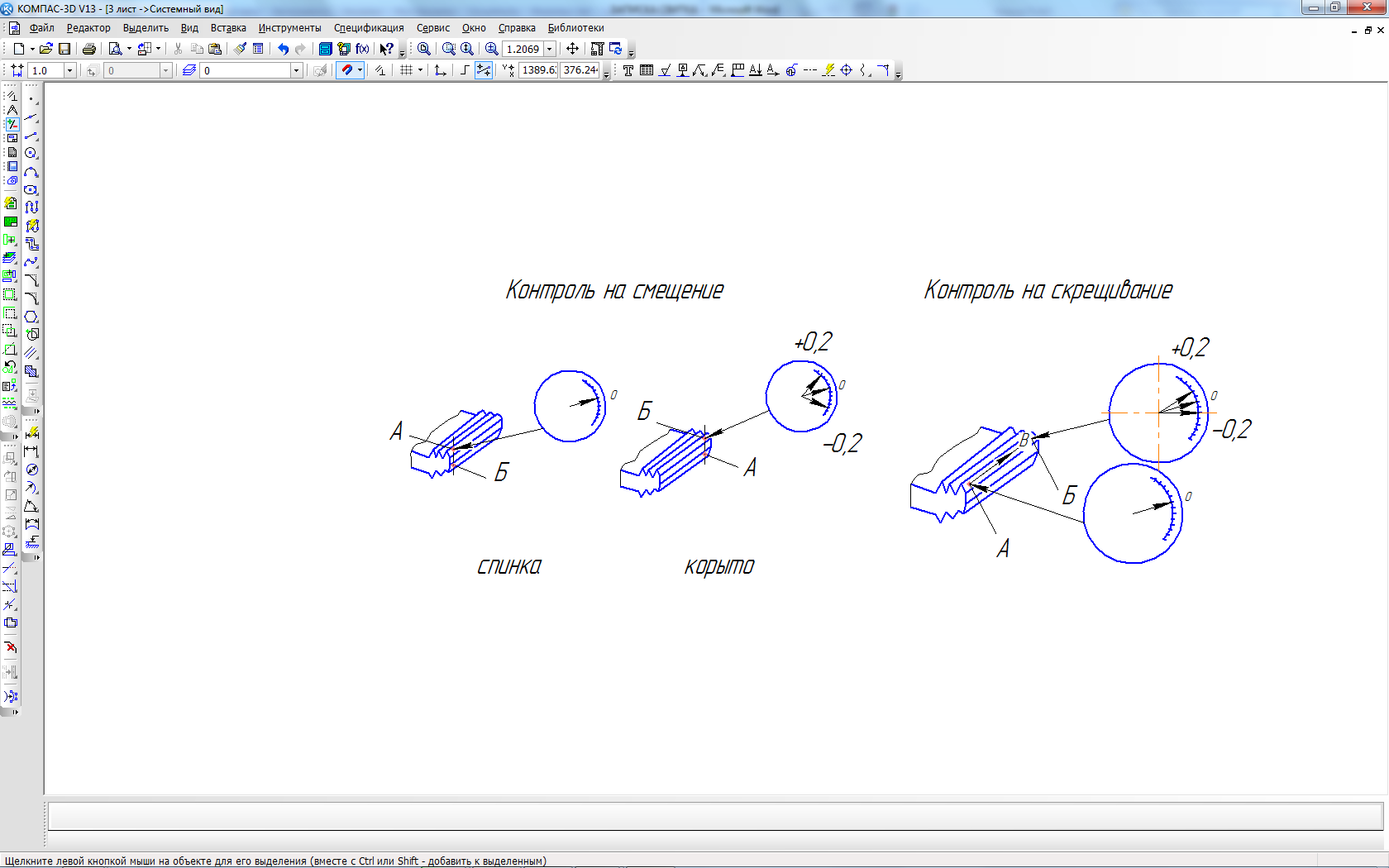
Контроль на скрещивание осуществляется на приборе 8539-6235(Рис.10)
Рис.10 Лопатка елочным профилем устанавливается на плиту 1, поджимается штоком 2 за счет винта 3. Скрещиваемость поверхностей «Д» не более 0,02 мм, контролировать по одной стороне зуба индикаторной головкой 4. Взаимное смещение поверхностей «Д» в направлении плоскости симметрии замка не более 0,02 мм. Индикатор настраивать по одной из сторон замка, контролировать по другой стороне. Допустимое отклонение индикатора от настройки не более 0,04 мм.
Контроль лопатки на люфт производиться в приборе 8539-6802(Рис.11)
Рис.11 Лопатка закрепляется в кассету
. Индикатором измеряют люфт лопатки. Предварительно индикатор настраивают по эталону. Группа лопатки и группа проймы должны совпадать.
Операция 130
|
||||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 318; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.195.110 (0.006 с.) |