Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Изготовление керамической оболочки литейной пресс-формыСодержание книги
Поиск на нашем сайте
Й слой облицовочный. Микроструктура отливки зависит от скорости зарождения центров кристаллизации и линейной скорости роста кристаллов. Применяется затравочный метод отливок. Улучшение структуры материала достигается увеличением числа центров кристаллизации, искусственно введённых непосредственно в расплав или на поверхность форм и стержней. Такими центрами, иначе говоря – модификаторами, для всей гаммы литейных жаропрочных сплавов на никелевой основе являются шпинели на основе окислов кобальта CoOAl2O3 и CoOSiO2, имеющие одинаковую ГЦК решетку куба. При введении окиси или закиси кобальта в первый слой керамики литейной формы в процессе прокалки при температуре 1200…1300 градусов по Цельсию в течении 2 часов образуются желаемые шпинели, частицы которых являются готовыми подложками для кристаллизации сплава. Основа керамической оболочки SiO2. Сначала модели протирают тампоном 90%гидролизата+10%спирта, затем блок окунается в суспензию, после чего опускают в псевдо кипящий песок., каждый слой сушат на воздухе 2 часа и 30 минут в аммиаке, последний слой подвергают 2-х кратной опускании в песок. (всего 9 слоев). После высыхания происходит выплавление модели перегретым паром при т-ре 200-300 градусов Цельсия, далее прокаливание оболочки, и выдержка при температуре 900 градусов. Происходит выжигание оставшейся массы модели. В вакуумных печах плавят сплав ЖС6КВИ, емкость плавильной печи равна емкости пресс-формы. Происходит заливка сплава в пресс-форму, после остывания пресс-форму разрушают на вибрационной машине или с применением кувалды, воздействуя на литниковую систему чтобы не повредить лопатки Отрезается литниковая система и проводят Термообработку отжиг для снятия внутренних напряжений Контроль После получения заготовки идет контрольная операция. У нас имеется Литая деталь. Прежде чем преступить к контролю необходимо выбрать базы. В данном случае базами являются: корыто пера в сечениях А2-А2 А6-А6 и точка П на лабиринтовой полке: Производится контроль шероховатости поверхностей пера, поверхностей замковой и лабиринтовой полок со стороны пера по контрольному образцу. Не допускается просвет между профилем пера, поверхностей замковой и лабиринтовой полок, со стороны базовых сечений не допускается.
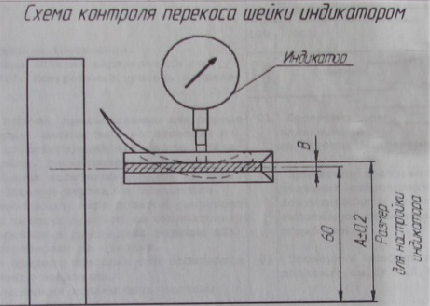
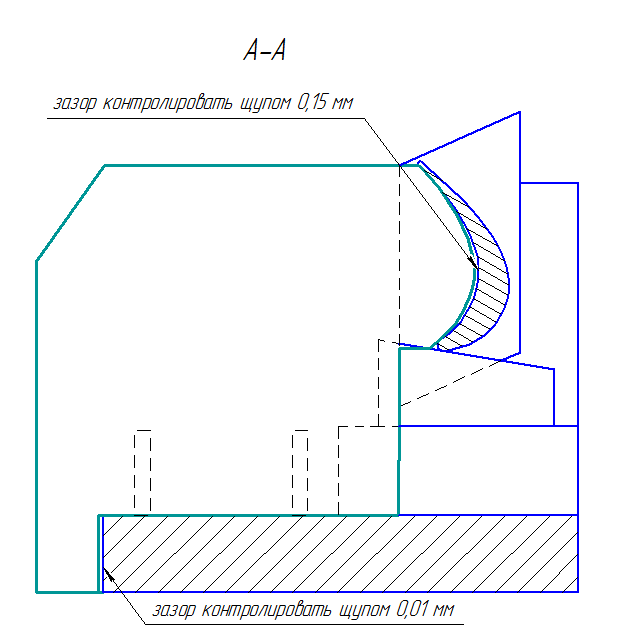
Производится контроль перекоса шейки индикатором
Далее определяется предел выносливости пера лопатки, механические свойства материала, частота собственных колебаний. Сверяют полученные данные с требованиями чертежа. Отклонений быть не должно. Если при проведении испытаний на предел выносливости происходит разрушение хотя бы одной лопатки производится испытание удвоенного количества лопаток (12 штук) от той же серии на том же контрольном уровне напряжений. Пре неудовлетворительных результатах повторных испытаний выявляется причина уменьшения сопротивления усталости и принимается решение о введении мероприятий по увеличению сопротивления.
Операция 45. Шлифовальная
|
|||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 199; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.188.189.204 (0.007 с.) |