
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Знакомство со структурой технологического процессаСодержание книги
Поиск на нашем сайте
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ № 2 ЗНАКОМСТВО СО СТРУКТУРОЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ЦЕЛЬ: Ознакомиться с различными видами форм, бланков и документов технологического процесса, общими правилами оформления текстовых и графических документов, с комплектом технологической документации.
КРАТКИЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ:
Технологический процесс разрабатывается для изготовления изделий, конструкции которых отработаны на технологичность и должны обеспечивать реализацию значений базовых показателей технологичности конструкции. Технологический процесс разрабатывается на основе типовых технологических процессов. При отсутствии типового или группового технологического процесса изготовления изделия, технологический процесс должен разрабатываться на основе использования ранее принятых прогрессивных решений, содержащихся в действующих технологических процессах изготовления аналогичных изделий. Предварительно составляется план обработки (маршрутный технологический процесс) с членением процесса изготовления на операции, позиции и переходы с учетом указанного такта выпуска и составлением операционного эскиза. На операционном эскизе изображается конфигурация детали, отображающая форму детали, полученную после обработки на всех предыдущих операциях с учетом данной операции. Расположение детали должно соответствовать положению детали в рабочей зоне станка. Поверхности детали, обрабатываемые на данной операции, выделяются на чертеже утолщенной линией. На эскизе проставляются базы, зажимы и дополнительные опоры (не следует путать обозначение баз и опор). На обрабатываемых, на данной операции, поверхностях указывается шероховатость поверхности, получаемая в процессе выполнения операции, и проставляются размеры данных поверхностей и размеры, связывающие эти поверхности с базами. Размеры могут проставляться первоначально в буквенном выражении и окончательно номинальные значения и допустимые отклонения на них назначаются после расчета подетальных и операционных размерных связей.
Наличие технологических документов является необходимым условием правильного планирования производства, соблюдения технологической дисциплины, получения высокого качества продукции. К технологическим документам относятся графические и текстовые документы, которыми оформляется технологический процесс изготовления или ремонта изделия. Оформление операционных эскизов Операционный эскиз, изображенный на операционной карте механической обработки ГОСТ 3.1418-82 форма 2 или на карте эскизов ГОСТ 3.1105-84, форма 7а, является графическим технологическим документом, который по своему назначению и содержанию заменяет рабочему, выполняющему данную операцию, рабочий чертеж детали. При оформлении операционных эскизов необходимо соблюдать следующие правила: – операционные эскизы заготовки допускается вычерчивать в произвольном масштабе карандашом или тушью желательно в одном масштабе для каждой операции оформляемого технологического процесса; – на эскизе заготовка изображается в том виде, который она имеет после выполнения данной операции; – главная проекция должна изображать заготовку в положении, которое она имеет, если на нее смотреть со стороны рабочего места у станка; – число дополнительных проекций, сечений, разрезов должно быть достаточным, чтобы показать все поверхности и их размеры, которые должны быть обработаны и получены на данной операции; – на операционном эскизе для всех обрабатываемых поверхностей необходимо указывать размеры с предельными отклонениями и обозначения шероховатости этих поверхностей по ГОСТу 2789-73; ГОСТу 2309-73. Рекомендуется шероховатость поверхностей указывать в правом верхнем углу операционного эскиза. Шероховатость, указанная в правом верхнем углу операционного эскиза, относятся лишь к тем поверхностям, которые обрабатываются на данной операции: – на операционном эскизе должны быть нанесены условные графические обозначения, обозначающие технологические базы и зажимные устройства; – условные графические обозначения опор и зажимов установлены государственным стандартом 3.1107-81 (приложение А…Ж), примеры нанесения обозначений опор, зажимов, установочных устройств приведены в приложении Д, а примеры выполнения схем установов заготовок – в приложении Ж. – на эскизах все размеры обрабатываемых поверхностей необходимо нумеровать арабскими цифрами. Номер размера обрабатываемой поверхности проставляют в окружности диаметром 6-8 мм и соединяют с размерной линией. Нумерацию следует производить в направлении движения часовой стрелки, начиная с левого нижнего угла; – обрабатываемые поверхности заготовки необходимо обвести сплошной линией толщиной от 2 S до 3 S (по ГОСТ 2.303-68), где S – толщина основных линий на эскизе; в учебных работах обрабатываемые поверхности можно показывать красным цветом; – все текстовые записи, стрелки размерных линий в карте эскизов должны быть нанесены черной тушью (пастой); – таблицы, схемы и технические требования к выполнению операций следует размещать на свободном поле карты эскизов справа от изображения детали или под ним; – в том случае, если операция состоит из нескольких установов, то кроме операционного эскиза следует вычерчивать эскизы заготовке на каждом установе с графическим изображением опор и зажимных устройств. Оформление маршрутных карт Маршрутной картой является документ, содержащий описание технологического процесса изготовления или ремонта изделий (включая контроль и перемещения) по всем операциям в технологической последовательности с указанием данных об оборудовании, материальных и трудовых затрат в соответствии с установленными по ГОСТу 3.1118-82 формами. Оформление операционной карты механической обработки Операционная карта (ОК) – это технологический документ, содержащий описание технологической операции с указанием позиций, установов, переходов, режимов обработки, основного и вспомогательного времени и данных о средствах технологического оснащения. Графы операционной карты механической обработки (ГОСТ 3.1418-82 форма 2 и 2а) следует заполнять в соответствии с таблицей 2. Место расположения граф таблицы 2 указано в приложении Л. Правила записи операций и переходов необходимо выполнять по ГОСТ 3.1702-79. Оформление альбома карт технологического процесса В начале альбома помещаются маршрутные карты технологического процесса, за ними следуют в технологической последовательности операционные карты механической обработки и карты технического контроля с необходимыми эскизами обрабатываемых деталей. Карты технологического процесса на операцию в альбоме размещают в следующей последовательности: а) текстовая операционная карта ОК или карта технического контроля; б) продолжение ОК или КТК; в) эскиз на операцию, если он выполнен на КЭ; г) схемы наладки, выполненные на КЭ. Все карты альбома карт технологического процесса нумеруются следующим образом: – нумеруется комплект МК. При этом указывается общее количество карт и порядковый номер карты; – нумеруется комплект карт на каждую операцию, расположенных в указанной выше последовательности. При этом указывается также общее количество карт, входящих в комплект на данную операцию и порядковый номер карты.
Основными технологическими документами в механических цехах являются: 1) маршрутная карта, ГОСТ З.111-82, форма 1; 1б; 2) операционная карта механической обработки, ГОСT 3.1404-86, Форма 2 и 2а; ГОСТ 3.1418-82, форма 2, 2а, операционная карта механической обработки на станках с ЧПУ формы 3, 3а ГОСТ 3.1401-87. 3) карта эскизов, ГОСТ 3.1105-84, форма 7а; 4) операционная карта технического контроля, ГОСТ 3.1502-85, форма 2, 2а. Эти документы являются частью ЕСТД – Единой системы технологической документации. ЕСТД по ГОСТу 3.1119-83 предусмотрен еще ряд других технологических документов, используемых для разработки технологической документации всех типов производства.
ПОРЯДОК ВЫПОЛНЕНИЯ:
I. 1. ЗАДАНИЕ Провести анализ комплекта технологической документации, выданной преподавателем.
2. Дать ответы на контрольные вопросы.
II. Сформировать отчет по выполнению практической работы.
КОНТРОЛЬНЫЕ ВОПРОСЫ: 1. Оформление маршрутных карт технологического процесса? 2. Оформление операционных карт механической обработки? 3. Классификация технологических операций? 4. Какие ключевые слова применяются при оформлении технологических переходов? 5. Оформление карт эскизов. 6. Оформление альбома карт технологического процесса.
ЛИТЕРАТУРА
1. Каширин Н.А., Морозов И.М., Батуев В.А. Технологическая документация при выполнении дипломных и курсовых проектов: Учебное пособие. Компьютерная версия.- 2-е изд., перер.- Челябинск: Изд. ЮурГУ, 2005- 74с
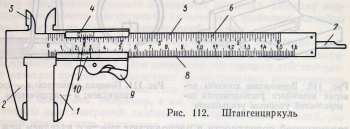
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ № 3 ШТАНГЕНЦИРКУЛИ Штангенциркуль - широко-используемый точный измерительный прибор. При измерении он предоставляет более точную информацию чем линейка, так как он надежно обхватывает измеряемую поверхность и показывает размер с точностью до 0,1 мм.
Как мерить штангенциркулем, инструкция. Штангенциркулем возможно производить замеры как внутренних так и внешних размеров.
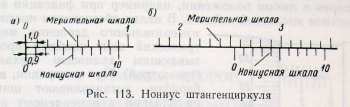
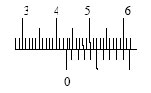
Измерительные шкалы. На рисунке 2. показан отчет по нониусу, при помощи которого определяются десятые доли миллиметра. Каждое из его делений короче основного деления на 0,1 мм. Риск нониуса также показывает десятые доли миллиметра. На основной шкале штанги расположены сантиметровая и миллиметровая шкалы. Штангенциркули (ГОСТ 166-89*) Штангенциркуль ШЦ-1 с пределами измерений 0-125 мм и величиной отсчета по нониусу 0,1 мм Предназначен для наружных и внутренних измерений и для измерения глубин. Штангенциркуль ШТЦ-1 отличается от ШЦ-1 тем, что губки для наружных измерений твердосплавные, а губки для внутренних измерений отсутствуют. Характерной особенностью для штангенинструментов является наличие линейного нониуса (дополнительной шкалы) для отсчета целых и дробных величин цены деления штанги.
Целое число миллиметров у штангенинструментов отсчитывается по шкале штанги слева направо нулевым штрихом нониуса
Нониус с величиной отсчета 0,1 мм Нониус длиной 19 мм разделен на 10 частей. Одно деление нониуса миллиметров.составляет мм 19/10=1,9,что на 0,1 мм меньше целого числа миллиметров.
МИКРОМЕТРЫ Микрометр – измерительный инструмент, который используют для определения наружных размеров и толщины заготовки. Точность измерения шкалы расположенной по окружности барабана – 0,01 мм. При проведении измерений предмет (2) зажимается между пяткой и микрометрическим винтом(3). На поверхности стебля находятся две штриховые шкалы, смещенные относительно друг друга на 0,5 мм, и имеющие цену деления 1мм. Барабан (7) вращается вокруг круговой шкалы, которая также располагается на скосе барабана. Микрометрический винт может быть зафиксирован в любом положении. Винт оснащен механизмом – трещоткой для обеспечения постоянства измерительного давления.
Проведение измерений. КАЛИБРЫ Жесткие предельные калибры подразделяются на калибр-скобы и калибр-пробки.
КОНЦЕВЫЕ МЕРЫ ДЛИНЫ
I. ПОРЯДОК ВЫПОЛНЕНИЯ:
1. Задание. Провести замеры деталей по индивидуальному заданию преподавателя. 2. Дать ответы на контрольные вопросы.
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ № 4 ПРАКТИЧЕСКОЕ ЗАНЯТИЕ № 5 ПРАКТИЧЕСКОЕ ЗАНЯТИЕ № 7 I. ЗАДАНИЕ № 1: Используя типовые технологические процессы разработать технологический процесс механической обработки детали. Используемая литература: ЗАДАНИЕ № 2: Оформить комплект технологической документации (маршрутные карты) на технологический процесс механической обработки данной детали. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ № 2 ЗНАКОМСТВО СО СТРУКТУРОЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ЦЕЛЬ: Ознакомиться с различными видами форм, бланков и документов технологического процесса, общими правилами оформления текстовых и графических документов, с комплектом технологической документации.
КРАТКИЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ:
Технологический процесс разрабатывается для изготовления изделий, конструкции которых отработаны на технологичность и должны обеспечивать реализацию значений базовых показателей технологичности конструкции. Технологический процесс разрабатывается на основе типовых технологических процессов. При отсутствии типового или группового технологического процесса изготовления изделия, технологический процесс должен разрабатываться на основе использования ранее принятых прогрессивных решений, содержащихся в действующих технологических процессах изготовления аналогичных изделий. Предварительно составляется план обработки (маршрутный технологический процесс) с членением процесса изготовления на операции, позиции и переходы с учетом указанного такта выпуска и составлением операционного эскиза. На операционном эскизе изображается конфигурация детали, отображающая форму детали, полученную после обработки на всех предыдущих операциях с учетом данной операции. Расположение детали должно соответствовать положению детали в рабочей зоне станка. Поверхности детали, обрабатываемые на данной операции, выделяются на чертеже утолщенной линией. На эскизе проставляются базы, зажимы и дополнительные опоры (не следует путать обозначение баз и опор). На обрабатываемых, на данной операции, поверхностях указывается шероховатость поверхности, получаемая в процессе выполнения операции, и проставляются размеры данных поверхностей и размеры, связывающие эти поверхности с базами. Размеры могут проставляться первоначально в буквенном выражении и окончательно номинальные значения и допустимые отклонения на них назначаются после расчета подетальных и операционных размерных связей.
Наличие технологических документов является необходимым условием правильного планирования производства, соблюдения технологической дисциплины, получения высокого качества продукции. К технологическим документам относятся графические и текстовые документы, которыми оформляется технологический процесс изготовления или ремонта изделия. Оформление операционных эскизов Операционный эскиз, изображенный на операционной карте механической обработки ГОСТ 3.1418-82 форма 2 или на карте эскизов ГОСТ 3.1105-84, форма 7а, является графическим технологическим документом, который по своему назначению и содержанию заменяет рабочему, выполняющему данную операцию, рабочий чертеж детали. При оформлении операционных эскизов необходимо соблюдать следующие правила: – операционные эскизы заготовки допускается вычерчивать в произвольном масштабе карандашом или тушью желательно в одном масштабе для каждой операции оформляемого технологического процесса; – на эскизе заготовка изображается в том виде, который она имеет после выполнения данной операции; – главная проекция должна изображать заготовку в положении, которое она имеет, если на нее смотреть со стороны рабочего места у станка; – число дополнительных проекций, сечений, разрезов должно быть достаточным, чтобы показать все поверхности и их размеры, которые должны быть обработаны и получены на данной операции; – на операционном эскизе для всех обрабатываемых поверхностей необходимо указывать размеры с предельными отклонениями и обозначения шероховатости этих поверхностей по ГОСТу 2789-73; ГОСТу 2309-73. Рекомендуется шероховатость поверхностей указывать в правом верхнем углу операционного эскиза. Шероховатость, указанная в правом верхнем углу операционного эскиза, относятся лишь к тем поверхностям, которые обрабатываются на данной операции: – на операционном эскизе должны быть нанесены условные графические обозначения, обозначающие технологические базы и зажимные устройства; – условные графические обозначения опор и зажимов установлены государственным стандартом 3.1107-81 (приложение А…Ж), примеры нанесения обозначений опор, зажимов, установочных устройств приведены в приложении Д, а примеры выполнения схем установов заготовок – в приложении Ж. – на эскизах все размеры обрабатываемых поверхностей необходимо нумеровать арабскими цифрами. Номер размера обрабатываемой поверхности проставляют в окружности диаметром 6-8 мм и соединяют с размерной линией. Нумерацию следует производить в направлении движения часовой стрелки, начиная с левого нижнего угла; – обрабатываемые поверхности заготовки необходимо обвести сплошной линией толщиной от 2 S до 3 S (по ГОСТ 2.303-68), где S – толщина основных линий на эскизе; в учебных работах обрабатываемые поверхности можно показывать красным цветом; – все текстовые записи, стрелки размерных линий в карте эскизов должны быть нанесены черной тушью (пастой); – таблицы, схемы и технические требования к выполнению операций следует размещать на свободном поле карты эскизов справа от изображения детали или под ним; – в том случае, если операция состоит из нескольких установов, то кроме операционного эскиза следует вычерчивать эскизы заготовке на каждом установе с графическим изображением опор и зажимных устройств. Оформление маршрутных карт Маршрутной картой является документ, содержащий описание технологического процесса изготовления или ремонта изделий (включая контроль и перемещения) по всем операциям в технологической последовательности с указанием данных об оборудовании, материальных и трудовых затрат в соответствии с установленными по ГОСТу 3.1118-82 формами. Оформление операционной карты механической обработки Операционная карта (ОК) – это технологический документ, содержащий описание технологической операции с указанием позиций, установов, переходов, режимов обработки, основного и вспомогательного времени и данных о средствах технологического оснащения. Графы операционной карты механической обработки (ГОСТ 3.1418-82 форма 2 и 2а) следует заполнять в соответствии с таблицей 2. Место расположения граф таблицы 2 указано в приложении Л. Правила записи операций и переходов необходимо выполнять по ГОСТ 3.1702-79. Оформление альбома карт технологического процесса В начале альбома помещаются маршрутные карты технологического процесса, за ними следуют в технологической последовательности операционные карты механической обработки и карты технического контроля с необходимыми эскизами обрабатываемых деталей. Карты технологического процесса на операцию в альбоме размещают в следующей последовательности: а) текстовая операционная карта ОК или карта технического контроля; б) продолжение ОК или КТК; в) эскиз на операцию, если он выполнен на КЭ; г) схемы наладки, выполненные на КЭ. Все карты альбома карт технологического процесса нумеруются следующим образом: – нумеруется комплект МК. При этом указывается общее количество карт и порядковый номер карты; – нумеруется комплект карт на каждую операцию, расположенных в указанной выше последовательности. При этом указывается также общее количество карт, входящих в комплект на данную операцию и порядковый номер карты.
Основными технологическими документами в механических цехах являются: 1) маршрутная карта, ГОСТ З.111-82, форма 1; 1б; 2) операционная карта механической обработки, ГОСT 3.1404-86, Форма 2 и 2а; ГОСТ 3.1418-82, форма 2, 2а, операционная карта механической обработки на станках с ЧПУ формы 3, 3а ГОСТ 3.1401-87. 3) карта эскизов, ГОСТ 3.1105-84, форма 7а; 4) операционная карта технического контроля, ГОСТ 3.1502-85, форма 2, 2а. Эти документы являются частью ЕСТД – Единой системы технологической документации. ЕСТД по ГОСТу 3.1119-83 предусмотрен еще ряд других технологических документов, используемых для разработки технологической документации всех типов производства.
ПОРЯДОК ВЫПОЛНЕНИЯ:
I. 1. ЗАДАНИЕ Провести анализ комплекта технологической документации, выданной преподавателем.
2. Дать ответы на контрольные вопросы.
II. Сформировать отчет по выполнению практической работы.
КОНТРОЛЬНЫЕ ВОПРОСЫ: 1. Оформление маршрутных карт технологического процесса? 2. Оформление операционных карт механической обработки? 3. Классификация технологических операций? 4. Какие ключевые слова применяются при оформлении технологических переходов? 5. Оформление карт эскизов. 6. Оформление альбома карт технологического процесса.
ЛИТЕРАТУРА
1. Каширин Н.А., Морозов И.М., Батуев В.А. Технологическая документация при выполнении дипломных и курсовых проектов: Учебное пособие. Компьютерная версия.- 2-е изд., перер.- Челябинск: Изд. ЮурГУ, 2005- 74с
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ № 3
|
||||
|
|
Последнее изменение этой страницы: 2017-01-19; просмотров: 215; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.117.107 (0.011 с.) |




 Плоскопараллельные концевые меры длины предназначены для передачи размеров от длины основной световой волны до изделия. Концевые меры длины являются наиболее точным измерительным инструментом, применяемым в промышленности для контроля размеров, проверки и градуировки мер, измерительных приборов и инструментов, для проверки калибров, установления правильных размеров при изготовлении инструментов, приспособлений и штампов, а также для особо точных разметочных работ и наладки ставков.
Плоскопараллельные концевые меры длины предназначены для передачи размеров от длины основной световой волны до изделия. Концевые меры длины являются наиболее точным измерительным инструментом, применяемым в промышленности для контроля размеров, проверки и градуировки мер, измерительных приборов и инструментов, для проверки калибров, установления правильных размеров при изготовлении инструментов, приспособлений и штампов, а также для особо точных разметочных работ и наладки ставков.


