
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Значение скида X в зависимости от угла изгибаСодержание книги
Поиск на нашем сайте
В.А. Волков
САНТЕХНИЧЕСКИЕ РАБОТЫ ДОМА
ВВЕДЕНИЕ
Благодаря широкой распространенности воды в природе и ее важнейшей роли в жизни людей вода считается первоисточником жизни. Потеря воды опаснее для человека, чем голодание. Физиологическая потребность человека в воде, которую он получает с питьем и пищей, составляет 3 — 6 литров в сутки. Количество же воды, необходимое человеку для санитарных и хозяйственно-бытовых нужд, значительно больше и в зависимости от благоустройства районов жилой застройки составляет 50 — 400 литров в сутки. Для целей водоснабжения используются природные источники воды: поверхностные — открытые водоемы (реки, водохранилища, озера, моря) и подземные (грунтовые и артезианские воды, родники). В этом материале не будут рассматриваться схемы снабжения водой потребителей, включающие водоприемные сооружения, насосные станции, водоводы и т. д. Цель материала — познакомить читателя с наиболее распространенными в быту сантехническими приборами и арматурой, научить читателя самостоятельно ремонтировать вышедшую из строя домашнюю сантехнику. Учтите, содержание вентилей, смесителей, сливных бачков и т. д. в исправном состоянии — дело не пустячное. Только из-за утечек через неисправную сантехническую арматуру бесполезно пропадает по 1/4 всей воды, подаваемой потребителям. Да и срок службы тех же крапов, клапанов, смесителей в значительной степени зависит от того, надежно ля они перекрывают воду. Ведь вода точит не только камень, но и сантехнику.
ИНСТРУМЕНТ САНТЕХНИКА
Домашнему мастеру, решившему заняться ремонтом сантехники. наряду с обычными слесарными инструментами (отвертками, пассатижами, ножовками) понадобятся специальные инструменты и приспособления для изгиба, резания и соединения труб, ремонта сантехнической арматуры и т. д. С работой отвертками, пинцетом, молотками все уже, конечно, давно знакомы, поэтому здесь уделим внимание специальным инструментам. в основном применяемым для сантехнических работ. Ключ трубный рычажным. Как говорив само название, трубный ключ главным образом используется при соединении водопроводных и других труб. Существует несколько разновидностей трубных ключей: рычажные, раздвижные, цепные и накидные. Рассмотрим конструкцию наиболее распространенного и доступного рычажного ключа. Он используется для выполнения самых разнообразных сантехнических соединений, поэтому ил работе сантехники с ним обычно пе расстаются. Рычажный ключ позволяет вращать (рис. 1) округлые предметы типа труб, муфт и т. п., а также детали с гранями, например, гайки, болты, головки кранов. Работает ключ по принципу заклинивания трубы между губками. Чтобы труба не выскользнула, губки должны находиться на противоположных концах ее диаметра в месте захвата, то есть зевом ключа необходимо захватить не менее половины окружности трубы. После того как середины губок ключа заняли это положение, покрутите гайку пальцами до упора в обойму. На подвижном рычаге имеется трапецеидальная резьба. При вращении гайки по часовой стрелке подвижный рычаг будет двигаться до тех пор, пока его губка не соприкоснется плотно с окружностью трубы. Тогда можно сжать рычаги и начинать откручивать (закручивать) трубу. Учтите, что основное усилие нужно прикладывать к неподвижному рычагу. Обратите внимание, как расположены зубцы на губке этого рычага. При вращении они должны как бы вгрызаться в трубу. Выпускаются рычажные ключи пяти размеров. В табл. 1 указаны размеры труб,. которые может охватить ключ того пли иного номера. Но это пе значит, что с помощью соответствующего ключа можно сразу справиться с любым соединением. Не поддается, например, разборке узел, принимайте дополнительные меры (очистите узел от краски, подогрейте его и т. п.) и лишь потом вновь пробуйте действовать ключом. Нельзя на рычаги надевать обрезок труб для увеличения усилия. Это приведет к изгибу рычагов ключа и в конечном счете к его поломке. Мало того, при соскакивании губок ключа о трубы вы можете получить тяжелую травму. Прочность ключа рассчитана на силу руки без. всяких дополнительных приспособлений. Нельзя также использовать для вращения труб ключи номера, не соответствующего диаметру трубы. Не следует действовать ключом с губками, имеющими смятые зубцы. Это опять же приведет к ушибам к ранам. Можно ли отремонтировать вышедший из строя трубный рычажный ключ? Да, в некоторых случаях можно. Так, смятые зубцы заново нарезают ножовкой. Так же восстанавливают и рифления на гайке. Согнутые рычаги выправляют в холодном пли горячем состоянии. Срезанные или разболтавшиеся заклепки и штифты заменяют новыми из мягкой стали, подобной той. из которой изготовляют гвозди. Хуже, если сломан подвижный рычаг вблизи губки на изгибе. Сварка тут мало поможет, и от этого ключа придется отказаться. При поломке штампованного нз стального листа неподвижного рычага, имеющего корытообразное сечение. внутрь рычага вкладывается стальной стержень и приваривается к нему. При поломке сплошного неподвижного рычага на место излома накладывают стальные полосы с оое-пх сторон и приваривают к рычагу.
Рис. 1. Трубные рычажные ключи: а — ключ с неподвижным рычагом из стальной полосы; б — ключ с неподвижным рычагом корытообразной формы; 1 — подвижный рычаг; 2 — опорный штифт; 3 — заклепка; 4 — обойма; 5 — гайка; 6 — неподвижный рычаг
Таблица 1 Ключи трубные рычажные
В условиях домашнего хозяйства достаточно рычажных ключей № 1 и № 2. Самостоятельно их изготавливать, конечно, можно, но слишком сложно. Ведь в этом случае потребуется токарная и кузнечная обработка, специальные материалы. В заводских условиях губки выпускаются из инструментальных сталей У7, У7А, остальные части ключа из Ст. 45. Чтобы при отвинчивании трубным ключом не оставалось на деталях с декоративным покрытием следов от зубцов губок, под последние нодкладывают картонные полоски или хотя бы тряпку. Удобнее для этого из отходов листовой меди, латуни или алюминия вырезать своеобразные нагубиики. Ключ гаечный разводной. Для вращения детален с гранями применяются разводные гаечные ключи, то ecть, ключи с изменяющимся расстоянием между губками (рис. 2). Действовать такими ключами следует по определенным правилам, чтобы обеспечить их долговечность. Предположим, нужно открутить гайку. Подводите к ней губки ключа и вращением червяка добиваетесь плотного соприкосновения губок и граней гайки. Нажимаете на рукоятку ключа только ладонью, и то не изо всех сил. Учтите, что разводной ключ выдерживает гораздо меньшие нагрузки, чем трубный или обычный гаечный. В трубном ключе усилие передается на специально для этого предназначенную трапецеидальную резьбу и гайку, которая захватывает несколько ее витков. А в разводном ключе вся нагрузка падает на 3 — 5 зубцов рейки и на соответствующие контактирующие места червяка. Достаточно «от души» надавить на ключ, и ломаются части спирали червяка (особенно заходные), деформируется его ось. Червяк начинает вихлять, подвижная губка болтаться. Все! Теперь приступайте к ремонту самого ключа! Погнутую ось, чтобы не повредить резьбы, правьте на доске. С выломанными местами червяка ничего не сделаете. Для уменьшения качки подвижной губки можно немного приблизить стороны направляющего желоба. Для этого неподвижную губку вложите в тиски и попробуйте сдавить стенки желоба. Можно это произвести и молотком, расположив желоб между двумя металлическими пластинами для равномерного распределения ударного усилия. Сейчас в обиходе применяют несколько видов разводных ключей, которые подразделяют по углу наклона оси червяка (или рейки) к продольной оси рукоятки (табл. 2).
Рис. 2. Разводной гаечный ключ: 1 — неподвижная губка; 2 — подвижная губка; 3 — рейка, 4 — ось разборного ключа; 5 — червяк
Ключи типа I и II окрашивались черным лаком, ключи типа III — оцинковываются. Наиболее применимые для сантехнических работ разводные ключи с максимальными размерами зева 30 мм. Они нужны для арматуры с декоративным покрытием, при установке корпуса пластмассового горизонтального поплавкового клапана и т. п. Хорошо бы еще иметь ключ № 6, используемый для ремонта смесителя с цельнолитым корпусом. Гаечные двухсторонние ключи с открытыми зевами. Из таких ключей сантехнику нужно иметь ключи 14X17, 17X19, 19x22, 24x27, 32x36. Последний ключ ценен при сборке и разборке фасонных частей для труб с наружным диаметром 21,3 мм под резьбу 1/2 " и 26,8 мм под резьбу 3/4". Таким ключом гораздо быстрее действовать, чем трубным. Правда, двухсторонним ключом можно заворачивать лишь литые чугунные муфты с выступами, при стальных муфтах придется применять трубные ключи. Двухсторонними ключами также заворачивают 0 отворачивают угольники, тройники, контргайки и т. а. Просечки. Приспособления для изготовления прокладок называют просечками. Просечки для получения круглых прокладок выполняют из стальных трубок с подходящим внутренним диаметром (длина трубки не менее 60 мм). Одну из сторон трубки заостряют по наружной поверхности напильником или на точиле. Можно закалить эту сторону. Тогда заточку делают после закалки. Более качественные просечки вытачиваются на токарном станке. При этом одна из сторон, по которой ударяют молотком, делается глухой, что обеспечивает меньшее расплющивание торца. После токарной обработки на боковой стороне насечки прорезается выемка глубиной не менее половины диаметра трубки. Благодаря этому вырубленные прокладки несложно достать из просечки. Если боковое отверстие не делать, у просечки необходимо предусмотреть сквозное осевое отверстие, через которое стержнем выталкивают прокладки. Не накопляйте их в просечке более 2 — 3. Большее числа прокладок слишком трудно вынимать. Прокладку (пробку) для штока поплавкового клапана сразу отделяйте от просечки, учитывая ее толщину. Рубить прокладки можно на деревянной доске. Но дерево пружинит и тупит просечку. Лучше в качестве наковальни применить сбитую из кусочков оболочки ка беля свинцовую шайбу, по форме и размеру подобную хоккейной. Многочисленные вмятины на шайбе, оставленные просечкой, легко выравниваются молотком. Трос. В хозяйственных магазинах продается трос с пластмассо-вой рукояткой, который используют для прочистки унитазов и канализационных груб ванной и туалетом. При его отсутствии приспособьте для прочистки негодный тросик-привол от автоспидометра. Из стального канатика диаметром 4 — 6 мм можно тоже сконструировать трос для заеоров. На наждаке отрежьте кусок канатика длиной 2 — 3 м, отожгите концы каната и свейте их (или наложите перевязку). Рукоятку сделайте из латунной или стальной трубки,изогнув ее наподобие заводной ручки для автомашин. В месте стыка со стальным канатом трубку расклепайте или приварите. Продающиеся тросы длиной около 2 м можно и самому изготовить из стальной проволоки диаметром, скажем, в 2 мм. Проволоку навивают плотно виток к витку на выпрямленный кусок проволоки диаметром 3 — 4 мм. Одни конец спирали троса можно заклинить колпачком, на другой лучше установить рукоятку описанного типа.
Рис. 3. Прижим трубный: а — двухколонный; б — одноколонный; 1 — основание; 2 — чека; 3 — зажимная призма; 4 — колонна; 5 — корпус; 6 — винт; 7 — рычаг
Прижим трубный. Это приспособление применяют для закрепления трубы при перерезании их ножовкой, труборезом, для нарезания резьбы и т. п. С помощью прижима трубе обеспечивается стационарное положение (рис. 3). Она не будет кататься по верстаку, падать с пего. Прижим, как и остальной инструмент, не терпит насилия. Не надевайте обрезок трубы на рукоятку, не растягивайте резьбы прижима. Как к прижиму относятся, так он и держать трубы будет.
Таблице 2 Разводные кпючи
Примечание, выпуск ключей типа I и II прекращен. Ключи типа III — неразборные.
Бывают одно- и двухколонные прижимы. Последние удобнее. Они позволяют, немного отвернув прижимной винт и вынув чеку, отнести трубу в сторону, а не полностью ее вытягивать из приспособления. Прижимы позволяют зажимать трубы диаметром до 60 мм. Сам прижим требует неподвижного закрепления. Чаще всего его устанавливают на металлическом верстаке, можно и на деревянной колоде. Труба в прижиме не будет «ездить», если зажимаемую окружность хорошо протереть. Уступы или шлицы прижимов подправляйте напильником по мере сминаняя.
Рис. 4. Труборез: 1 — ползун; 2 корпус; 3 — ролик; 4 — винт; 5 рукоятка Труборез. Наравне с ножовкой труборез позволяет перерезать трубы диаметром до 100 мм. Имеется множество видов труборезов, принципиально не отличающихся друг от друга по конструкции (рис. 4). Место разрезания на трубе смазывается маслом или периодически обливается водой. Корпус трубореза надевается на трубу. Рукоятку вращаем до соприкосновения со стенкой трубы ролика-резака. Докручиваем рукоятку еще на 1/4 оборота так, чтобы ролик врезался в трубу. Весь труборез за рукоятку двигаем вперед-назад, постепенно проходя окружность. После этого еще вгрызаем ролик и повторяем процесс до окончательного разрезания трубы. Снимаем труборез и зачищаем заусенцы, опиливая торец трубы напильником. Излишне напоминать, что такая работа возможна после установки трубы в прижиме. При ремонте трубореза учтите, что ролики изготовляются из инструментальной стали У8А, остальные детали из Ст.45. После закалки ролики имеют примерно твердость напильника: НRС 52 — 56. Плашки, клуппы. При соединении труб с помощью резьбовых фитингов (муфт) не обойтись без плашек или клуппов, с помощью которых на концах труб нарезают резьбу. Для примера приведем последовательность операций при нарезании резьбы 1/2 " круглой плашкой на полудюймовой трубе (с внешним диаметром 21,5 мм). Закрепляем трубу в прижиме. При его отсутствии можно зажать трубу в тисках, расположив ее между губками или под ними. Чтобы труба при нарезании резьбы но проворачивалась в тисках, на ее протнвоположный конец наворачивают угольник с отрезком трубы. Этот отрезок, упираясь в верстак, и не даст трубе вращаться. Следовательно, для описываемого случая труба должна уже иметь с одной стороны резьбу. С конца зажатой трубы снимаем--фаску шириной 2 — 3 мм. Сама труба в нарезаемой части должна выступать на минимальную длину из зажимного приспособления. Это обеспечит жесткость и облегчит нарезание. Смажьте нарезаемое место жидким маслом. Закрепите нужную круглую платку в воротке (плашкодержателе) двумя нлп четырьмя упорными винтами (рис. 5).
Рис. 5. Вороток одногнездный: 1 рукоятка; 2 — винт; 3 — корпус Чтобы не ошибиться в виде и размере нарезаемой резьбы, клеймо на плашке должно «смотреть» в сторону, противоположную внутреннему буртику воротка, в который упирается плашка. Стороной с клеймом и накладывайте плашку в воротке на торец трубы с фаской. Плашка должна располагаться в плоскости, перпендикулярной оси трубы. Самая трудная фаза нарезания — начальная. Правой ладонью изо всех сил нажимайте на вороток в месте установки плашки, левой — вращайте рукоятку по часовой стрелке. Заборная часть плашки должна, врезавшись, «схватиться» за трубу. Дальше — легче. Плашка как бы станет на рельсы, и можно будет обеими ладонями вращать рукоятки. На первоначальную врезку потратим тем меньше усилий, чем большая будет фаска. Если нечем изготовить фаску, то «подкатите» (термин старых опытных сантехников) прямой угол между торцом и образующей трубы ударами молотка, то есть закруглите угол.
Рис. 6. Вороток с направляющим фланцем и втулкой: 1 — рукоятка; 2 — корпус; 3 — труба; 4 — втулка; 5 — направляющий фланец; 6 — болт; 7 — плашка Применение воротка с направляющим фланцем и втулкой значительно облегчает нарезание резьбы (рис. 6). При работе вороток с направляющим фланцем надевается на трубу до упора плашки в ее торец. Затем втулку выворачиваем (втулка и фланец соединены на резьбе) на ту длину резьбы, которая необходима. Эта длина, например, должна быть немного меньше половины протяжения фитинга, которым соединяются трубы. Втулку закрепляем двумя болтами (винтами) на трубе. Когда примемся вращать рукоятки воротка, фланец будет втягиваться, навинчиваясь на втулку. Конечно, резьба на фланце (втулке) должна быть аналогична нарезаемой резьбе. Применяются воротки подобной конструкции, но без выворачивающейся тянущей втулки. Направляющий фланец у них отлит заодно с корпусом плашко-держателя. Таким воротком сложнее работать, чем воротком с направляющим фланцем и втулкой, но легче, чем одпогнездным. Самостоятельно проще всего изготовить одногпездный вороток. Корпус выточите на токарном станке пли подберите обрезок толстостенной трубы. Рукоятки и опорный буртик для плашки в -трубе можно приварить. Съемные рукоятки на резьбе желательны для сокращения размеров воротка при переноске. В корпусе просверлите отверстия и нарежьте в них резьбу в соответствии с,имеющимися в наличии винтами. Расстояния между отверстиями выберите сообразно углублениям на наружном диаметре плашек. В эти углубления и должны войти концы винтов. Плашку, конечно, самому не изготовить. Но ее в некоторых случаях вполне заменит гайка или контргайка, например, при очистке забитой краской резьбы. Только пообильнее смазывайте при этом резьбу.
Рис. 7. Косой клупп: 1 — головка штыря; 2 — штырь; 3 — плашка раздвижная; 4 — рукоятка винта; 5 — винт; 6 — штифт; 7 — корпус; 8 — рукоятка; 9 — сухарь Клуппами, благодаря тому что их призматические плашки состоят из двух частей и расстояние между ними регулируется. Можно начинать нарезать резьбу на трубе большего диаметра, чем нужно. В комплект клуппов входят и сухари, которые ставят вместо плашек. Тогда клуппом можно пользоваться, как воротком для метчиков. Наиболее распространенными, так называемыми косыми, клуппами (рис. 7) можно нарезать трубные резьбы до 1/2. Вантузы (прокачки). Подобные приспособления для прочистки ванн, раковин выпускают с диаметром резиновых груш 100, 125, 150 мм. Лучше иметь два вантуза (большой и маленький). У вантуза с грушей диаметром 100 мм обязательно прибейте обойными гвоздиками ту часть груши, в которую вдета рукоятка. Тогда сможете этим вантузом прокачивать и засоры в унитазе. Второй вантуз послужит для прокачки ванн и умывальников.
Конопатки, чеканки. Их применяют для укладки уплотнителя в кольцевых промежутках раструбных стыков канализационных труб. Длина стандартной конопатки — 290 мм, ширина лезвия — 25 мм, толщина 3 — 5 мм (рис. 8). Ширину лезвия можно довести до 1/4 окружности трубы, что убыстрит работу. Конопатки несложно изготовить самому из полосовой стали. Назначение чеканки то же, что и у конопатки, но длиной она 190 мм, а шириной 20 мм (рис. 9). Чеканка позволяет проникнуть в труднодоступные места и, кроме того, ею удобнее пользоваться при окончательной стадии процесса уплотнения стыков. Как и конопатку, чеканку можно изготовить самому.
Рис. 9. Чеканки
Рис. 8. Конопатка
ТРУБЫ
Трубы, которыми оснащается дом, можно разделить иа пять групп. Первая группа — это подающие напорные водопроводные трубы. Вторая группа — канализационные трубы, по которым удаляется грязная вода. Третья и четвертая группы — отопительные и газопроводные трубы соответственно. В трубах пятой группы в домах жилого комплекса прокладывают электрические, телефонные и другие провода (в том числе и кабели). Наша задача рассмотреть применение труб первых четырех групп. Стальные водонапорные трубы. Вода в квартиры, на садовые участки подается по стальным трубам, которые различаются по диаметру условного прохода Ду. то есть по номинальной величине внутреннего диаметра, в мм. Это диаметр отверстия, которое увидим, посмотрев через трубу, скажем, на солнце.или на яркий источник света («диаметр в свету»). Для квартирных водогазо-проводных труб он обычно составляет 15 и 20 мм (соответственно наружные диаметры таких труб равны приблизительно 21,5 и 26,8 мм). На трубах с Ду, равным 15 мм, нарезают резьбу 1/2" (такие трубы называют полудюймовыми). На трубах с Ду» равным 20 мм, — резьба 3/4". Подобные трубы бывают неоцинкованными («черными») и оцинкованными. На черных иногда четко выступает продольный сварной шов. Лучше приобретать оцинкованные трубы, в которых оцинковывается и внутренняя поверхность. В черных трубах эта поверхность особенно ржавеет. Слой же покрытия толщиной не менее 30 мкм в оцинкованных трубах надежно противостоит коррозии. Масса оцинкованных труб на 3 — 4 % больше неоцинкованных. В зависимости от толщины стенки трубы делятся на легкие, обыкновенные и усиленные. У полудюймовых труб разница в толщине стенок колеблется от 2,5 до 3,2 мм. Большая толщина потребует и больших усилий при изгибе, хотя противокоррозийная стойкость таких труб повышается. Продают трубы в магазинах «Строительные материалы». Мерные отрезки труб поставляются заводами длиной от 4 до 12 м с резьбой по концам и одной муфтой. Но трубная цилиндрическая резьба, как и муфта, может отсутствовать. «Малый комплект труб» можно приобрести в магазинах «Сантехника». В комплект входит несколько полудюймовых труб длиной около 1,5. м с резьбой по концам, а также угольники, муфты, вентиль. Кроме водогазопроводных труб, промышленность выпускает еще и трубы специального назначения. Так, бесшовные холодно- и горячедеформированные трубы качественнее водогазопроводных. При использовании труб специального назначения, однако, следует учитывать тот факт, что наружные диаметры таких труб отличаются от соответствующих диаметров «обычных» труб, что может вызвать затруднения при нарезании на них стандартной трубной резьбы. Гибка труб. Без подобной операции не обойтись при установке умывальников, моек, раковин, отопительных приборов, при «обходе» балок и т. п. Гибка, кроме того, сокращает число соединений, уменьшает гидравлические сопротивления. Изгибы в одной плоскости грубо можно разделить на отводы, утки, скобы и калачи (рис. 10). В выпуклой наружной поверхности трубы после изгиба металл растягивается, и стенка трубы утончается. На вогнутой части изгиба металл сжимается. Шов, как наиболее ослабленную часть трубы, следует располагать в слое между выпуклой и вогнутой линиями наружной поверхности трубы, то есть плоскость, проходящая через шов и ось трубы, должна быть перпендикулярна к плоскости изгиба. Причем у труб диаметром в свету 15 и 20 мм минимальный радиус изгиба должен быть но меньше удвоенного наружного диаметра трубы, а с диаметром более 25 мм — по менее утроенного наружного диаметра.
Рис. 10. Виды загибов труб: 1 — утка; 2 — отводы; 3 — скоба; 4 — калач Трубы Ду, равным 15 и 20 мм, гнут в холодном состоянии. Оцинкованные трубы для сохранения покрытия рекомендуется изгибать только в холодном состоянии. Овальность сечения труб в местах изгиба (отношение разности между наибольшим и наименьшим наружным диаметрами к наименьшему наружному диаметру трубы) не должна превышать 10%. Возникает вопрос, как подготовить точно заготовку для загиба. Существуют многочисленные формулы и таблицы. Для отводов заготовительная длина Л заг. отвода Вычисляется по формуле: Л заг. отвода = Л1 + Л2 — X, где Л1 и Л2 — длины сторон отвода, мм; X — скид (поправка), мм. Величина X зависит от диаметра изгибаемой трубы, радиуса изгиба, угла изгиба и определяется по табл. 3. Заготовительная длина трубы для утки Л заг. утки определяется по формуле: Л заг. утки = Лм + С, где Лм — монтажная длина утки, мм; С — припуск, мм. Размеры припуска С зависят от внутреннего диаметра трубы, формы утки и определяются по табл. 4. Для определения заготовительной длины трубы под скобу необходимо к монтажной длине скобы Л м прибавить припуск Т, то есть Л заг, скобы = Лм+ Т. Припуск Т легко найти с помощью табл. 5. Для загиба трубы на 180°, то есть получения калача, заготовительная длина трубы Л заг. калача = Л.м+ Лн + а — 2Х, где Лм и Лн — длины сторон калача, мм; а — расстояние между трубами, мм; X — скид, мм. В некоторых случаях есть путь попроще, но менее точный. Пользуйтесь им на коротких участках монтажа трубопровода. Проволока будет символизировать осевую линию трубы. Скопируйте изгибы этой трубы на проволоку. Па втором куске проволоки сделайте то же. Один пз кусков распрямите. Его длина и будет заготовительной длиной. Другой кусок проволоки — образец изгиба. Наиболее удобно изгибать трубы в станке Вольнова (рис. 11); Это приспособление с двумя роликами. Приспособление крепится к массивному металлическому верстаку болтами с гайками. Под хомутик обычно закладывают длинную сторону трубы, гнут — короткую. Радиус изгиба обычно близок к радиусу ролика-шаблона. Поэтому приспособление оснащается несколькими роликами-шаблонами с разными радиусами и соответствующими им подвижными роликами. На таком приспособлении изгибают отводы, скобы, утки и. калачи. Набивка песком (о ней будет сказано ниже) не требуется, хотя сечение изгиба и приобретает овальную форму. Для уменьшения усилий при изгибе можно нарастить рукоятку обрезком трубы, а изгибаемое место смазать любым маслом, чтобы подвижный ролик лучше скользил. Чтобы каждый раз не переоснащать станок другой парой роликов, на требуемый радиус загиба и на определенный диаметр трубы выпускаются «пирамиды». В них пары роликов расположены в несколько этажей. И «пирамида» и приспособление рассчитаны на изгиб в холодном состоянии труб с диаметрами 15, 20 и 25 мм. И чем больше ручей ролика соответствует диаметру трубы, тем более плавный изгиб и меньше овальность. Приспособление можно изготовить самому при наличии токарного станка, дрели или вертикально-сверлильного станка. Рукоятку к скобе хорошо бы приварить. Скоба и хомутик должны быть из стали толщиной не менее 5 мм. Ролики нужно выточить из стали, ибо чугунные трескаются. Оси диаметром не менее 12 — 15 мм фиксируются гайками, прижимая скобу. Плиту вырезают газосваркой (резаком) толщиной не менее 12 — 18 мм во всю ширину роликов.
Таблица 3 Таблица 5 Таблица 6 Размеры сгонов, мм
Накидную гайку сдвигаете так, чтобы буртик трубки оказался на ее дне. На буртик кладете прокладку. Рукой накручиваете накидную гайку на резьбовую часть, предположим, корпуса поплавкового клапана. Окончательно докручиваете гайку пассатижами или трубным ключом. Не перекрутите! Если это случится, то гайка станет вращаться вхолостую, то есть скрутится резьба гайки. Если резьба гайки испорчена по совсем, то намотайте немного льна на резьбу корпуса клапана и снова осторожно накрутите гайку. Однако это чрезвычайно опасное соединение. Ведь при увеличении давления в водопроводной сети пластмассовую гайку может сорвать, что часто и происходит на практике. Из-за этого некоторые заводы приступили к изготовлению гибких подводок со стальными шестигранными гайками. Но аварии повторялись, когда стальную гайку наворачивали на резьбу пластмассового поплавкового клапана, не дозируя своих сил. Кроме того, стальная резьба ржавела, ослабевала. И стальные накидные гайки заменили на латунные. Придали и иную форму буртику трубки.
Рис. 18. Гибкая самодельная подводка: 1 — муфта; 2 — обрезок трубы с короткой резьбой; 3 — пластмассовая трубка; 4 — латунная шайба; 5 — накидная латунная гайка Раньше герметизация соединения достигалась тем, что буртик с прокладкой упирался в торец трубы пли корпуса поплавкового клапана. Сейчас на буртике делают кольцевой выступ у отверстия. При наворачивают латунной накидной гайки, скажем, на латунный корпус клапана этот выступ заходит в клапан, а оставшаяся часть буртика упирается в торец корпуса. Так как буртик пластмассовый, его настолько вжимает, что можно обойтись в большинстве случаев без прокладки. При срыве резьбы в накидной гайке новую гибкую подводку не всегда приобретешь. Как же быть? Самый трудоемкий путь — это гибкую подводку снять и на ее место установить жесткую. Снова нужны труба, фитинги... Проще ножовкой отрезать, буртик, снять дефектную гайку и на ее место установить правильно годную гайку из любого материала со старой, отслужившей свой срок гибкой подводки пли выточить новую гайку на токарном станке, если есть такая возможность. Па гибких подводках резьба в гайках трубная цилиндрическая, такая же, как на водогазопроводцых полудюймовых трубах. Конец трубки с отрезанным буртиком подержите над пламенем. Когда пластмасса размягчится, расплющите конец и придайте ему форму буртика, расширив отверстие. Конечно, размеры нового буртика должпы совпадать с первоначальными. Надвиньте гайку и проверьте это. При возможности выточите себе разъемную пресс-форму. Тогда с ее помощью получите точную копню буртика. Так как форма самодельного буртика все-таки будет отличаться от формы заводского, перед затяжкой гайки на корпусе поплавкового клапана намотайте немного льна в место опорного контакта гайки и буртика. Если накидная гайка вышла из строя и нельзя новую гайку выточить на токарном станке, стандартная муфта для полдюймо-вои трубы и обрезок этой трубы с резьбой — выход из положения (рис. 18). Наверните муфту на обрезок трубы, пропустите в него трубку подводки и сформируйте на конце трубки буртик. В качестве отрезка трубы подойдет, и стандартный бочонок — отрезок трубы с короткими резьбами на концах.
Рис. 19. Приспособление для развальцовки: 1 — трубка: 1 — половинки матрицы; 3 — пуансоны Вариант «муфта — бочонок» применим и при замене пластмассовой трубки латунной. Развальцовывать концы трубки удобно с помощью пуансонов в разборной матрице (рис. 19). Если в трубе возникла течь, постарайтесь сразу перекрыть врду вентилем и позвоните в диспетчерскую ДЭЗа. А пока прибудет дежурный сантехник, окажите помощь сами себе. Один из вариантов предотвращения течи — наложение на трубу хомута (рис. 20). Конечно, установить хомут проще, если в трубе нет давления, что достигается либо перекрытием вентиля, либо открытием крапа на поврежденной трубе. Место течи можно также обернуть (с натягом) тонкой резиновой лентой и прижать ее к трубе тонкой проволокой, укладывая витки нобли-же друг к другу.
Рис. 20. Хомут: 1 — гайка; 2 — болт или винт; 3 — обжимной металлический лист; 4 — прокладка резиновая; 5 — труба с дефектом Если вода подтекает через раковину рядом с контргайкой сгона, то (при отсутствии давления) отверните контргайку на 2-3 оборота, добавьте в зазор смоченною в масляной краске уплотнителя и затяните контргайку. Разборка и защита труб. Принято, при каждом ремонте в доме или квартире красить водопроводные и газовые трубы. Для труб это не вредно, но попробуйте после этого стронуть контргайку на сгоне. Дело это почти бесполезное. Поэтому учтите, что резьбу сгонов «от силы» можно окрасить один раз. Если трубы находятся в квартире, то можно обойтись без краски. Промажьте резьбу сгонов любым консистентным жиром. Если же предстоит разобрать трубы с многократно промазанным краской сгоном, предварительно паяльной лампой сожгите краску на резьбе или счистите ее ножом и шилом, а оставшееся уплотнение у торца муфты разверните и удалите. Трудоемкость разборки в значительной степени зависит от материала муфт. Муфты из ковкого чугуна меньше «срастаются» со стальными трубами. Благодаря приливам на муфту из ковкого чугуна можно воздействовать гаечным ключом, стальная же муфта не всегда «подчинится» трубному ключу. В этом случае не усиливайте трубный ключ дополнительными рычагами. Испортите его. Нагрев — самое радикальное средство, помогающее при разборке труб. Для нагрева можно использовать паяльную лампу или газовую горелку. В зависимости от диаметра трубы для прогрева места соединения фитинга с трубой потребуется от 15 — 20 мин до 1 ч. Периодически поворачивайте трубу, чтобы уплотнение выгорело между фитингом и трубой со всех сторон. Затем несколько раз ударьте молотком по фитингу и по трубе, удаляя окалину и подгоревшие частицы уплотнения. Если труба с загибом, положите ее на землю и трубным ключом постарайтесь отвернуть фитинг. В случае прямой трубы и при отсутствии прижима или тисков примените второй трубный ключ для удержания трубы. Для защиты труб на садовом участке используйте только масляные краски, нанося их на предварительно очищенную от ржавчины поверхность труб. Предпочтигельнее оцинкованные, трубы. Hа них обязательной покраски (не более раза!) подлежат только открытые моста резьбы, с которых снят cлoй цинка.
Чугунные трубы. Эти грубы цримешштся для сети внутренней канализации домов. Внутренний диаметр труб 50 и 100 мм, длина 750 — 2100 мм. Па одном конце трубы предусмотрен раструб, куда вставляется при соединении цилиндрический конец другой трубы (рис. 21). Изготовляются такие трубы методом центробежного литья из серого чугуна. Поэтому кидать трубы, править на них гвозди и т. п. не стоит. Цельность трубы определяется тщательным осмотром а простукиванием. При трещине раздается глухой звук. Трубы выдерживают гидравлическое давление до 0,1 МПа. Покрываются битумным антикоррозийным покрытием. Преимущество чугунных труб в сравнении со стальными — повышенные антикоррозийные качества. Для канализации можно применять и стальные
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-16; просмотров: 182; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.218.146.251 (0.017 с.) |

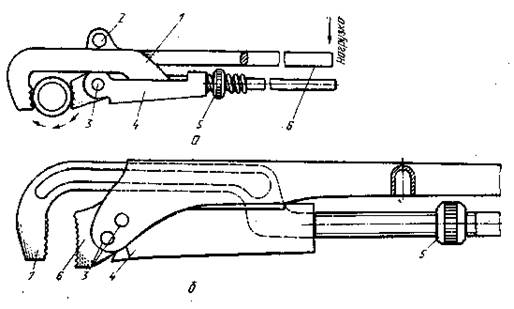
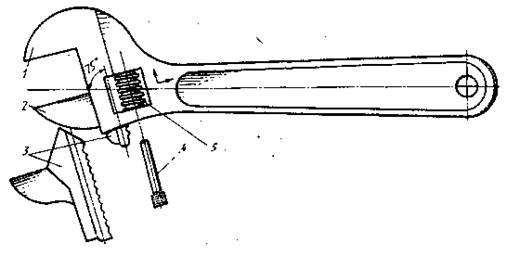




 Рис. 21. Труба чугунная канализационная с раструбом
Рис. 21. Труба чугунная канализационная с раструбом


